三輥微張力定(減)徑工藝設計探討
2021-05-10 02:36:12郭海明李琳琳張衛東
鋼管 2021年6期
郭海明,李琳琳,張 堯,張衛東,胡 斌
(鞍鋼股份有限公司大型總廠無縫鋼管廠,遼寧 鞍山 114001)
鞍鋼股份有限公司大型總廠無縫鋼管廠(簡稱鞍鋼無縫鋼管廠)Φ177 mm PQF 連軋管機組的14機架三輥微張力定(減)徑機采用單獨傳動,目前使用160 mm、194 mm 兩套微張力定(減)徑孔型系列。Φ177 mm PQF 連軋管機組用Φ185 mm 管坯生產Φ108~146 mm 無縫鋼管,用Φ210 mm 管坯生產Φ139.7~180 mm 無縫鋼管,以Φ185 mm 管坯為主,存在管坯單個質量小、換工具頻繁、設備調整多、故障率高等問題,限制了機組產能。2019 年,鞍鋼無縫鋼管廠在研究三輥微張力定(減)徑工藝的基礎上,優化了Φ177 mm PQF 連軋管機組的微張力定(減)徑工藝,最終使用Φ210 mm 管坯成功軋制出滿足GB/T 8163—2018《輸送流體用無縫鋼管》的20 鋼Φ108~180 mm×4.5~16.0 mm 無縫鋼管,釋放了機組產能。現以生產Φ108 mm 無縫鋼管為例,介紹三輥微張力定(減)徑工藝設計過程。
1 設計過程
微張力定(減)徑工藝設計包含孔型參數、張力選擇、各機架鋼管壁厚計算、速度制度及力能參數計算一系列內容。孔型參數是基礎,孔型設計的正確與否影響到鋼管的幾何尺寸精度及表面質量;張力的大小與分配是否合理關系到生產是否順行及產品壁厚精度;微張力定(減)徑壁厚增量的計算是否準確直接影響成品鋼管的壁厚;電機的速度直接影響到鋼管壁厚及切頭尾長度,不合理的速度制度會影響軋輥壽命和產品質量,同時還會對電機及減速機造成損壞。
1.1 孔 型
微張力定(減)徑機組中的各機架減徑率分配,主要是從鋼管的質量方面考慮。首先,要保證管子在孔型中軋制穩定,易于咬入,不發生震動;其次,管子在孔型中不可過充滿(即出現“耳子”或“青線”),也不能欠充滿(會使外圓不圓,壁厚不均)。使用較大的減徑率雖然可以減少機架數目,但很容易在厚壁管子內部出現“內六方”;較小的減徑率雖然可以保證管子表面質量(壁厚均勻),延長軋制工具壽命,但會受總機架數目的限制。為此,一般將微張力定(減)徑孔型設計為兩套,即薄壁孔型和厚壁孔型。薄壁孔型是為了防止管子出現“青線”而設計的橢圓度較大的正寬展孔型,厚壁孔型是為了減輕厚壁管子內部出現“內六方”傾向而設計的負寬展孔型。在入口荒管直徑和最小成品管直徑確定的前提下,微張力定(減)徑孔型由每機架的減徑率和橢圓度決定[1-14]。
減徑率一般按照遞減梯形分配原則和不對稱梯形分配原則分配。為方便管坯咬入,第一機架的減徑率取最大減徑率的一半左右;為保證成品管尺寸精度,成品機架的減徑率很小,成品孔型直徑等于成品管直徑與熱膨脹系數的乘積。成品前孔型根據減徑率的大小取1~3 架進行減徑率過渡。熱膨脹系數取1.008~1.015,厚壁管取大值。
對于橢圓度,一般薄壁孔型的橢圓度較大(橢圓孔型),厚壁孔型的橢圓度較小(圓孔型)。
為便于孔型設計,引入寬展率,薄壁管寬展率為8%~18%,厚壁管寬展率為-40%~-10%,最后一個機架用圓孔型,寬展率為0。第i 機架的孔型直徑di、減徑率ρi、橢圓度θi、長半軸ai、短半軸bi、寬展量ΔBi、壓下量ΔHi、寬展率Δbi、刀具直徑WDi和刀具距離WAi的計算公式為:
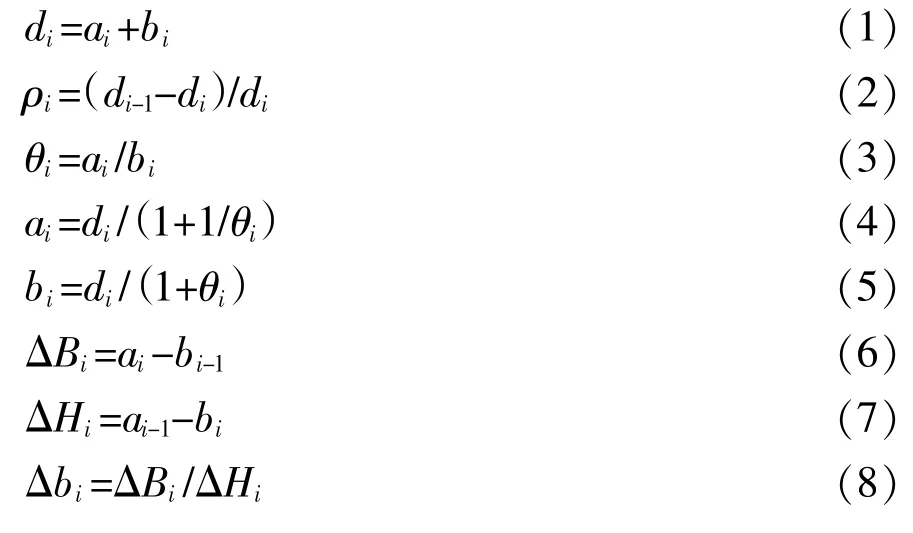
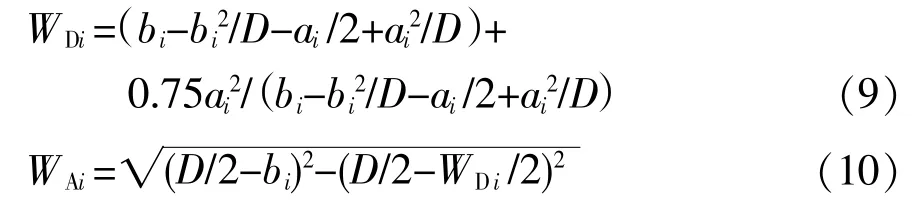
式中 D——軋輥理想直徑,mm。
為便于計算,利用電子表格的公式編輯功能,用數學解析方法把孔型參數的計算編輯成程序。生產Φ108 mm 無縫鋼管用薄壁孔型參數見表1。表1中的孔型參數適用于壁厚S 10 mm 的Φ108 mm 無縫鋼管,減徑率按1.5%遞減梯形分配,橢圓度分配按0.1%遞減梯形分配。表1 中的數據除斜體部分外,其余全用公式進行編輯,數據計算修改孔型時,只需更改脫管后的孔型直徑、成品孔型直徑和表中斜體數據即可。該方法方便實用。
1.2 張力分布計算
在微張力定(減)徑機中,要消除每次定(減)徑時增加的管壁的壁厚,并進一步減壁,以獲得所需壁厚的成品管,必須在各機架之間增加軸向張力,使進入微張力定(減)徑機的荒管在通過每一機架時產生軸向、徑向和周向變形。張力的建立和釋放需要經過一定數量的機架,因此鋼管頭尾端的張力無法建立,張力大時會造成切頭尾長度增加,張力小時壁厚“內六方”傾向增加;因此,合理選擇張力系數可以提高鋼管壁厚精度。一般,最大張力系數Zm根據經驗公式得到:
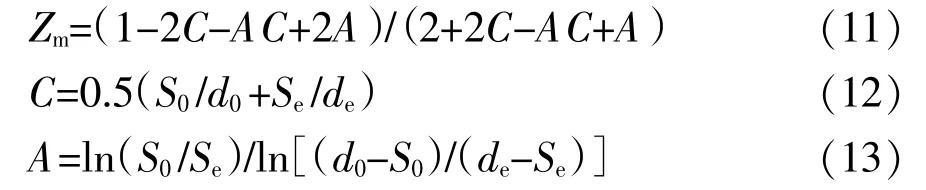
式中 S0,d0—— 荒管的壁厚、外徑,mm;
Se,de—— 成品管的壁厚、外徑,mm。
張力系數呈梯形分布,前幾個機架的張力逐漸增大,中間機架的張力保持穩定,最后幾個機架的張力逐漸減小至0。
利用電子表格的公式編輯功能,用數學解析方法把張力系數的計算編輯成程序。生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的張力計算結果見表2。表2 中的最大張力系數是通過公式計算出來的,僅供參考,根據實踐可選擇其他張力系數,張力系數分配按1%遞減梯形分配。表2 中數據除斜體部分外,其余全用公式進行編輯,數據計算修改孔型、張力時,只需更改脫管后的孔型直徑、成品孔型直徑和表1~2 中斜體數據即可。

表1 生產Φ108 mm 無縫鋼管用薄壁孔型參數(S 10 mm)

表2 生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的張力計算結果
1.3 各機架鋼管壁厚計算
第i 機架的孔型直徑di已知,當已知Si-1和選定Zi后,可利用迭代法計算出經過第i 機架鋼管的壁厚Si。第i 機架的壁厚系數γi、壁厚和中徑的對數變形比βi及壁厚Si的計算公式為:
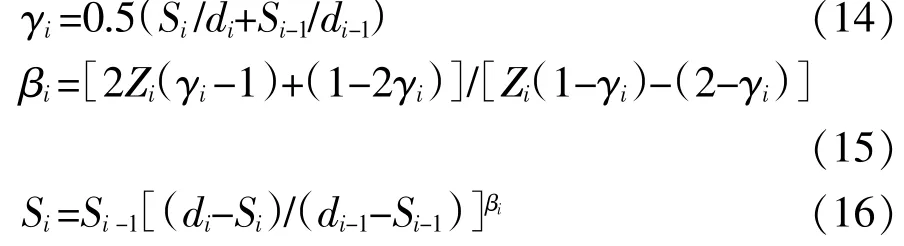
先將Si-1代入公式(14)求出γi,再將此γi代入公式(15)中求出βi,隨后將此βi和Si-1代入公式(16)中得到另一個Si值,然后再將此Si作為已知值代入公式(14),如此不斷迭代,直到前后兩次所得的Si無明顯變化(兩者差小于0.01 mm)時,此次得到的Si即為所求值。通過該迭代法可求出通過所有機架軋輥鋼管的壁厚。如果求出的壁厚不符合成品壁厚,則要重新選擇荒管壁厚或張力系數。
利用電子表格的公式編輯功能,用數學解析方法把通過各機架鋼管的壁厚的計算編輯成程序。生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的壁厚計算結果見表3,進行3 次迭代即可滿足要求。表3 中的數據除斜體部分外,其余全用公式進行編輯,數據計算修改孔型、張力、各機架鋼管的壁厚時,只需更改脫管后的孔型直徑和管子壁厚、成品孔型直徑和鋼管壁厚以及表1~3 中斜體數據即可。在上述條件選定的情況下,只需選擇脫管后管子的壁厚,使其成品壁厚符合要求即可。

表3 生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的壁厚計算結果
1.4 電機轉速計算
根據鋼管定(減)徑過程中各截面金屬秒流量相等原則,在已知第1 機架出口速度的前提下,依次計算出管材通過各孔型的出口速度。
(1) 第i 機架延伸系數μi為:

(2) 第i 機架鋼管速度Vi為:

i=1 時,V1=V0μ1。其中,V0為荒管進入第1 機架軋輥的入口速度。
(3) 軋輥轉速ni為:

式中 Vi—— 軋輥線速度,m/s。
在橢圓孔型的輥面上,由于軋輥直徑的不同,每點的圓周速度是不同的,管子按照同一出口速度離開軋輥。
(4) 軋輥工作直徑Dg:

為了確定鋼管在離開微張力定(減)徑機軋輥時的出口速度,要考慮到張力的影響,以確定軋輥工作直徑。軋輥工作直徑是指孔型中軋件速度等于軋輥圓周速度的那點所對應的軋輥直徑Dg。
(5) 中性角ω。帶張力軋制時,管子從孔型中軋出的速度加大,因此軋輥同管子速度一致的點所形成的軋制直徑也要大一些,中性角要有一個增量ε,即:


式中 α —— 無張力時中性角,(°)。
(6) 切頭長度Le為:

式中 Cd—— 機架間距,mm;
μE—— 總延伸率。
(7) 電機轉數Nd為:

式中 mi——減速比。
利用電子表格的公式編輯功能,用數學解析方法把電機轉數的計算編輯成程序。生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的電機轉速計算結果見表4。表4 中的數據除斜體部分外,其余全用公式進行編輯,數據計算修改孔型、張力、壁厚、轉速時,只需更改脫管后的孔型直徑、管子壁厚、脫管速度、成品孔型直徑、成品壁厚及表中斜體數據即可。在上述條件選定的情況下,只需選擇微張力定(減)徑入口線速度即可。
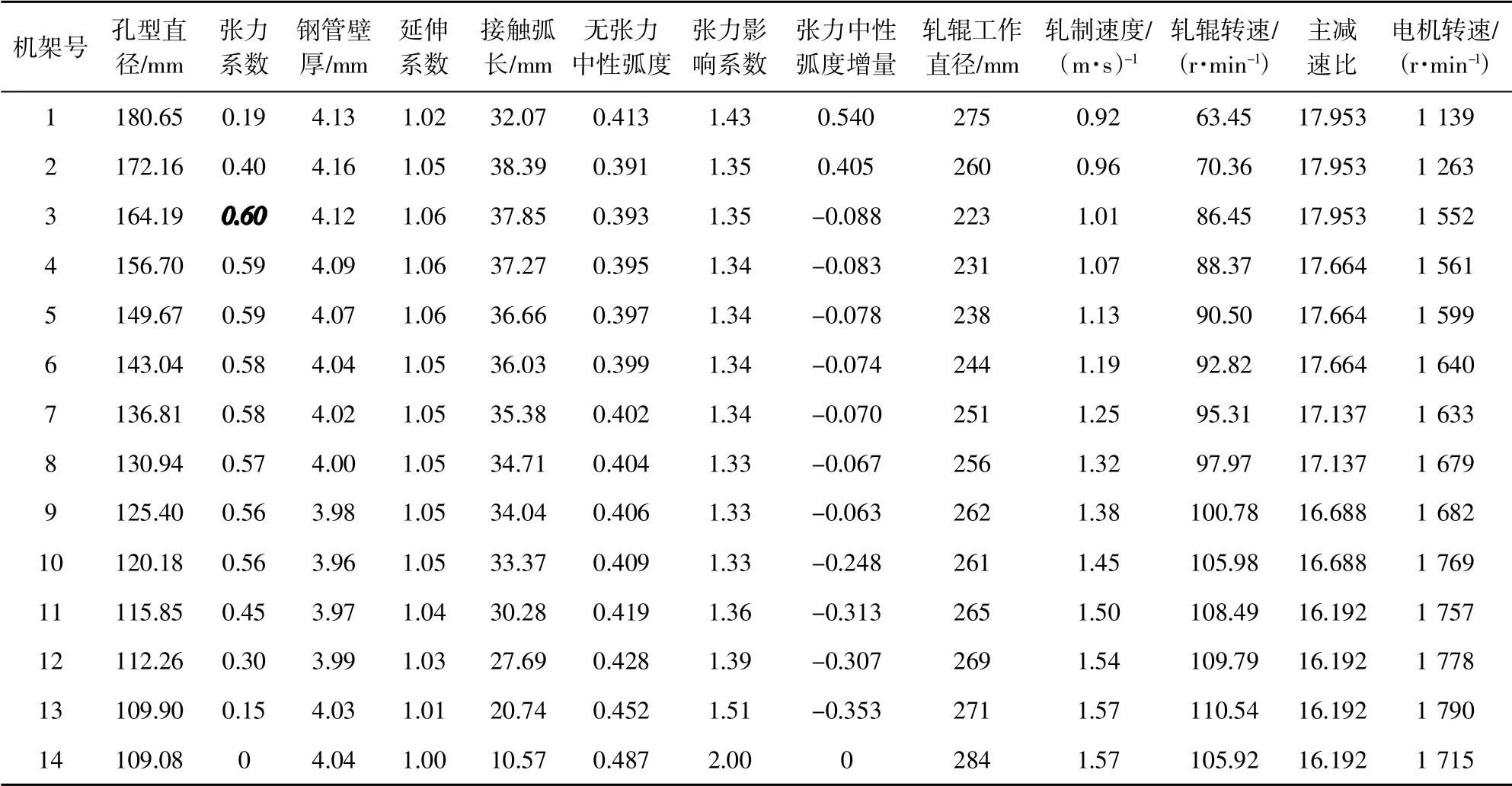
表4 生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的電機轉速計算結果
1.5 力能參數的確定
(1) 金屬塑性變形抗力Kf為:
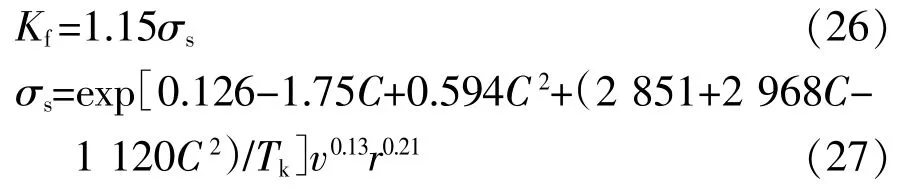
式中 σs—— 金屬在軋制溫度時的屈服強度,MPa;
Tk—— 絕對溫度,K;
r —— 變形程度,%,r=ln[1/(1-ρ)]。
(2) 變形速度為:

(3) 變形區長度Li及接觸面積Fi:

鋼管定(減)徑和張力減徑時的減徑區由壓扁段和減徑段組成,考慮壓扁對軋制力的影響,ЩЕВЦЕНКО 提出變形區長度和接觸面積按照公式(29)~(30)計算。
(4) 單位壓力pi:
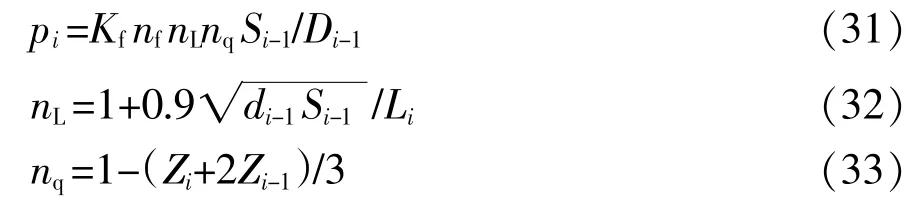
式中 nf—— 外摩擦的影響系數;
nL—— 外區的影響系數;
nq—— 張力的影響系數。
(5) 軋制力Pi:

(6) 軸向力臂Rci:

式中 R0—— 軋輥槽底旋轉半徑,mm。
(7) 軋制力矩Mi:

式中 Ni—— 第i 機架產生的張力,N;
Ni-1—— 第i-1 機架產生的張力,N。
(8) 功率N:

利用電子表格的公式編輯功能,用數學解析方法把軋制力、軋制力矩、功率等參數的計算編輯成程序。生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的力能參數計算結果見表5。表5 中的數據除斜體部分外,其余全用公式進行編輯,數據計算修改孔型、張力、壁厚、轉速、軋制力、軋制力矩、功率時,只需更改表中斜體數據和產品規格即可。

表5 生產Φ108 mm×4 mm 無縫鋼管時微張力定(減)徑工藝的力能參數計算結果
2 生產實踐
生產Φ108 mm×5 mm 無縫鋼管時,微張力定(減)徑孔型參數用表1 數據,按軋制表調整,管坯入口速度0.8 m/s,第3 機架的張力系數0.25,脫管后長度24 m,微張力定(減)徑后長度35.8 m。檢測Φ108 mm×5 mm 無縫鋼管頭端、中間位置、尾端的外徑和壁厚,檢測發現:中間位置壁厚的極差不超過0.45 mm,端部壁厚的極差不超過0.72 mm,外徑的極差也很小,都滿足GB/T 8163 標準和設計要求。
3 結 語
2020 年5 月,鞍鋼無縫鋼管廠在Φ177 mm PQF 連軋管機組采用Φ210 mm 坯料生產Φ108~180 mm×4.5~16.0 mm 無縫鋼管,月產量2.2 萬t,創2008 年該機組投產以來月產量歷史記錄;用Φ210 mm 管坯代替Φ185 mm 管坯軋制了52 個規格、共12 454 t,而原Φ185 mm 管坯軋制此規格的月產量是10 542 t,Φ210 mm 管體代替Φ185 mm 管坯產能貢獻1 912 t,月產量提高18.73%,固定費用降低了130 萬元。證明所述的三輥微張力定(減)徑工藝設計方法合理,具有推廣價值。