CFRP鉆削溫度場的數值仿真與分析
2021-05-15 08:32:14陳檐成李鵬南王春浩邱新義李樹健
宇航材料工藝 2021年2期
陳檐成 李鵬南 王春浩 邱新義 李樹健
(湖南科技大學機電工程學院,湘潭 411201)
文 摘 為研究碳纖維增強樹脂基復合材料(CFRP)鉆削過程傳熱規律及溫度分布特性,在對材料熱物理特性均勻化處理的基礎上,利用COMSOL Multiphysics 建立單向CFRP 鉆削溫度場數值仿真模型,探究鉆削過程中熱量傳遞及溫度場分布規律。結果表明,出口處溫度場呈橢圓形分布狀態,橢圓形最小值離心率e 為0.771,且橢圓的長軸和纖維方向平行。通過實驗對比,纖維方向和垂直纖維方向的溫度誤差分別為7.5%和7.8%,實驗結果驗證了數值仿真模型的正確性。
0 引言
碳纖維增強樹脂基復合材料(CFRP)具有比模量大、比強度高、耐腐蝕、韌性大和質量輕等諸多優點,在航空航天、風電、汽車、體育、軍事等諸多領域廣泛應用。由于CFRP 具有各向異性、層間強度低、熱導率低等特性,導致其在鉆削過程中易形成熱積聚和較高溫度梯度,產生材料熱損傷,進一步誘發分層、毛刺等加工缺陷產生[1-2];由于碳纖維和環氧樹脂的熱導率和線脹系數存在較大差別,在鉆削過程中產生切削熱形成的溫度場有很高的溫度梯度和熱應力。尤其當切削表面溫度超過環氧樹脂的溫度(約180℃)時,CFRP 的力學性能和加工表面質量急劇下降[3]。因此溫度對CFRP 零部件的加工質量以及刀具耐用度有重要的影響作用[4]。
目前,國內外對CFRP 鉆削熱和溫度的研究相對較少,20世紀開始,DAWSON[5]就致力于切削熱和切削溫度的研究。LOEWEN[6]和AGAPIOU[7]等基于摩擦系數理論分析對刀具切削溫度和熱量的產生進行了研究,并且預測鉆孔過程中的熱現象。到20世紀末21世紀初,CHENG[8]和VOISEY[9]等分別建立在激光鉆孔碳纖維材料二維溫度場和三維溫度場模型來研究復合材料下孔的形狀和尺寸及碳纖維熱膨脹機制。BONO[10]等通過建立溫度場模型對半封閉干式條件的鉆削熱和溫度進行了預測和分析,并且考慮鉆削深度和熱影響引起的孔徑變化,得出孔徑變化隨孔徑深度的增大而增大。近年來,國內學者鮑永杰[11-12]和朱國平[13]等利用有限差分方法分別研究了金剛石磨料刀具用“以磨代鉆”制孔、芳綸復合材料的溫度場特點和麻花鉆鉆削單向疊層C/E 的溫度場數學值模型,并且通過實驗對溫度場進行了有效的驗證。郝微[14]等利用Abaqus仿真軟件建立了芳綸纖維的有限元溫度場模型,通過用戶子程序對熱源進行了編寫,來模擬仿真過程中的移動熱源。SORRENTIONO[15]等人開發了一種用于鉆削過程的溫度監測系統。這些工作豐富了CFRP 鉆削熱方面的研究和溫度的測量工作。但由于刀刃處于半封閉空間狀態及CFRP 的熱物理參數各向異性,導致CFRP 鉆孔時形成不規則且復雜的溫度場和熱量分布,對于鉆削單向CFRP 時內部熱量傳導過程、溫度場形成規律等方面研究甚少,對各向異性材料傳熱機理也需要進一步的研究。
為深入了解單向CFRP 鉆削過程傳熱規律及溫度分布特性和解決鉆孔溫度測量困難等問題。本文針對單向CFRP 材料各向異性、成分分布不均等特點,對樹脂和纖維材料熱物理特性進行均勻化假設,利用多物理場仿真軟件COMSOL Multiphysics建立鉆削過程有限元數值模型,研究鉆削過程中所產生熱量及溫度場規律,并通過實驗對溫度場模型進行驗證。
1 單向CFRP鉆削溫度場數值模型建立
1.1 熱物理參數均勻化
由于纖維鑲嵌在環氧樹脂中且纖維在平行方向和垂直方向的物理特性差異很大。因此在由纖維和樹脂組成的單向CFRP 材料,在不同方向的力學性能和熱物理性能呈現出很大不同,導致鉆削加工過程中內部的力以及熱量傳遞十分復雜。針對二者之間熱物理特性的差異以及鑲嵌結構的特點,為簡化模型本文進行如下合理假設:
(1)在非穩態溫度場中樹脂和纖維熱導率保持恒定;
(2)碳纖維與樹脂基體緊密接觸,其接觸阻抗忽略不計;
(3)碳纖維和樹脂均勻排列,纖維均勻嵌入樹脂且材料內部不存在制造缺陷。
根據混合法則及學者之前研究經驗,綜合考慮單向CFRP 中纖維和樹脂鑲嵌結構影響,將單向CFRP 看作橫觀各向同性材料并對其進行了均勻化處理的方法[16]如下:
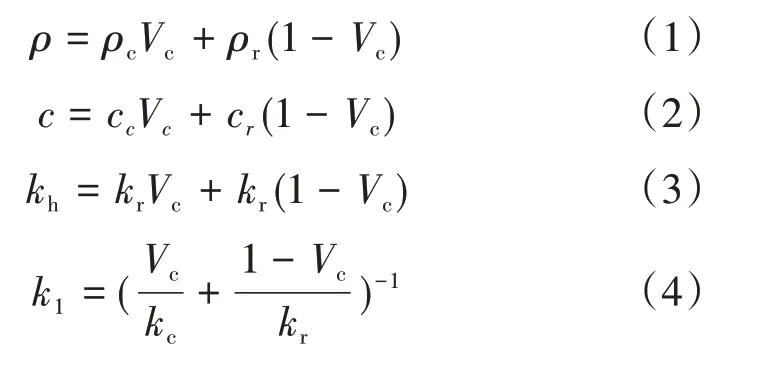
式中,Vc為碳纖維體積分數;ρ為密度,c為熱容、k為熱導率;下標c、r分別碳纖維和樹脂;下標h、l表示平行于纖維和垂直于纖維方向。
1.2 熱源模型
根據麻花鉆加工特點:主切削刃及橫刃承擔主要切削作用而副切削刃主要負責導向作用,導致熱量集中分布于主切削刃和橫刃上。相比而言由麻花鉆的副切削刃和孔壁摩擦形成的小量熱量可以忽略不計。由于溫度場四周受鉆削熱源的影響較小,溫度值趨近于環境溫度,所以四周側面為絕熱邊界,上下表面與空氣直接接觸形成對自然對流換熱邊界條件,整個模型的邊界條件設置如圖1(a)所示。
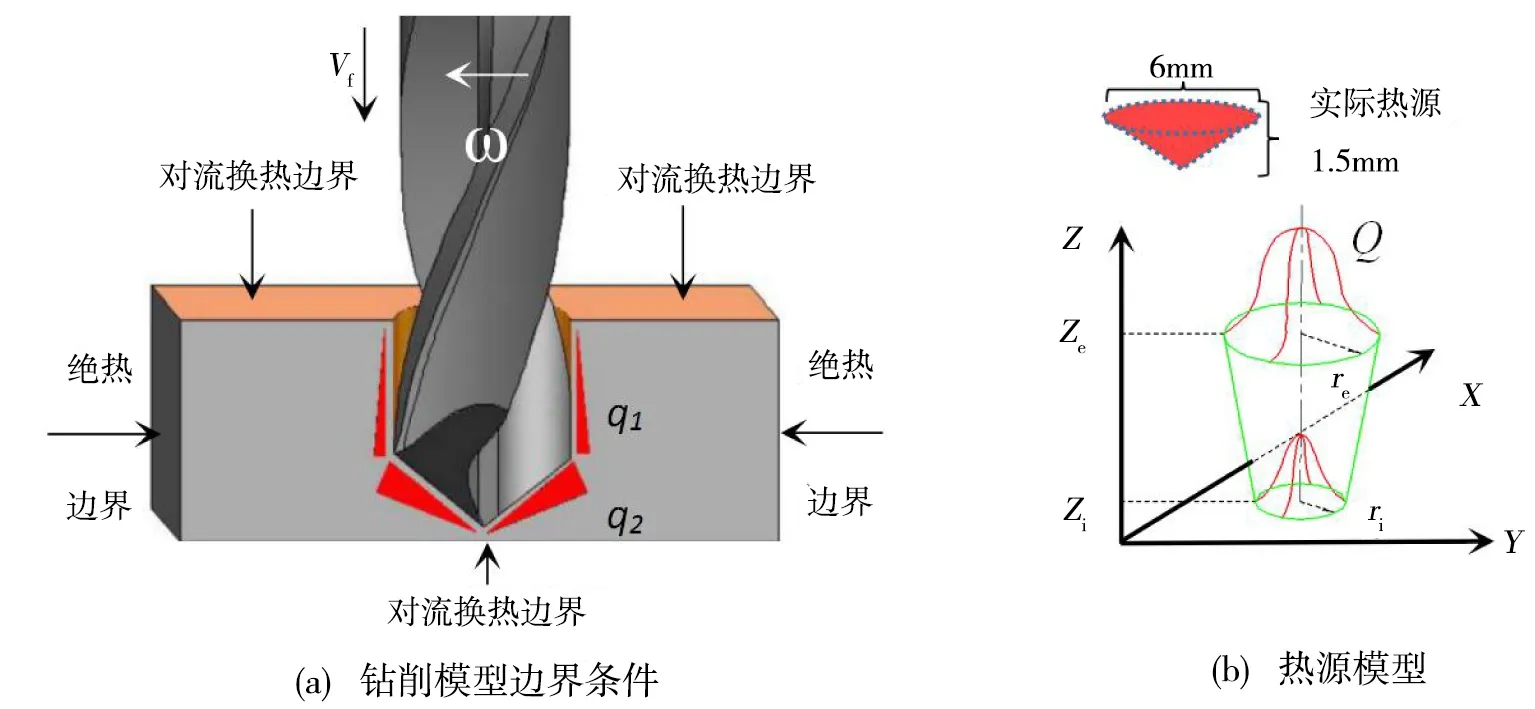
圖1 鉆削模型邊界條件及熱源模型Fig.1 Boundary conditions of drilling model and heat source model
如圖1所示,根據麻花鉆制孔特點,在刀具半徑方向熱量呈高斯衰減的分布規律,在忽略熱量q1后,由橫刃和主切削刃產生熱源q2簡化為圓錐體高斯熱源模型,熱源模型根據刀具的形狀具體尺寸大小。制孔時熱能是鉆削過程的能量的主要轉化形式,假設制孔時總耗能為P;傳入CFRP 能量為Q0;能量比例為η;傳CFRP中的高斯體熱流密度為Qv,則高斯體熱流密度計算過程如下:
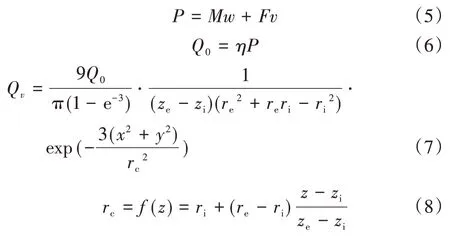
式中,rc是關于z的熱分配系數;re和ri是最大和最小半徑;ze和zi是熱源z向最大最小值。F是制孔軸向力;v是進給速度;M是扭矩;ω是角速度。由熱源簡化后實際尺寸:re=3 mm、ri=0 mm、hl=ze-zi=1.5 mm,如圖1(b)。
利用COMSOL Multiphysics建立有限元數值仿真模型。鉆削幾何模型整體尺寸為10 mm×10 mm×5 mm,孔的半徑大小為3 mm,網格劃分采用自由四邊形和掃掠方式進行體單元分割,對孔部位進行網格局部加密。完整網格單元包含26 475 個域單元、6 140 個邊界元和438 個邊單元,對稱邊界條件、工件坐標以及纖維方向如圖2所示,其他邊界條件設置按照圖1(a)所示。
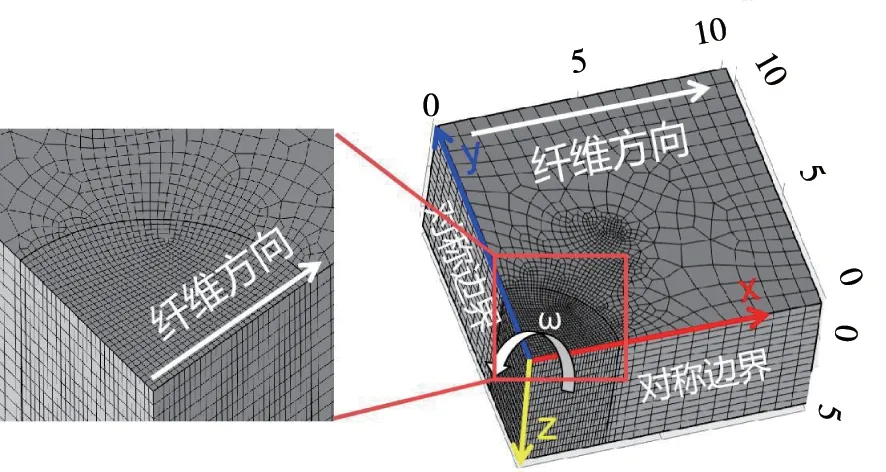
圖2 簡化模型的邊界條件設定及網格劃分Fig.2 Boundary condition setting and mesh generation of simplified model
2 熱源加載條件
為了獲得數值模型中熱源加載參數,通過進行鉆削實驗獲取鉆削過程的軸向力和扭矩,實驗過程如下。
2.1 刀具和材料
實驗用的刀具為直徑為6 mm 的硬質合金麻花鉆,如圖1(b)主切削刃在主軸上的投影為1.5 mm,頂角為120°。實驗用的材料為單向CFRP,型號為T700,纖維體積分數為(60±5)%,厚度為5 mm,材料的熱物理參數如下:kh為4.6 W/(m·K),kl為0.42 W/(m·K),密度為1 496 kg/m3,比熱容477.9 J/(kg·K)。
2.2 實驗系統及過程
通過圖3所示測力系統和測溫系統對軸向力和溫度進行采集,軸向力用Kistler-9253B 三向壓電式測力儀進行采集;同時用快速響應熱電偶對孔壁溫度進行測量,熱電偶位置如圖3所示,在試件熱電偶的分布位置鉆Φ1 的盲孔,預埋孔的位置距離大孔0.2 mm,埋入深度距離加工下表面1 mm。
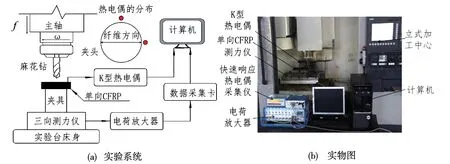
圖3 實驗系統圖與實物圖照片Fig.3 Schematic diagram and physical photos of the experimental system
考慮到孔質量缺陷集中在出入口側,選取了鉆削過程中典型位置進行詳細分析,鉆尖以20 mm/min的速度下移的位置及時間如圖4所示。其中0 位置:橫刃到達工件出口區域;位置1:主切削刃完全進入工件上表面;位置2 位置;主切削刃剛接觸工件下表面;位置3:橫刃已經離開了工件下表面,但是主切削刃還沒有完全離開下表面;位置4:主切削刃完全鉆出工件下表面。

圖4 鉆削運動過程的典型位置Fig.4 Typical position of drilling process
2.3 熱源加載參數
用硬質合金麻花鉆對CFRP 進行干式制孔,主軸轉速3 000r/min、進給速度20 mm/min 的參數獲得軸向力和扭矩如圖5所示,可以得出,軸向力在段穩定時間(10~20 s)鉆削平均值為107 N,扭矩為3.2 N·m。對流換熱系數取20 W/(m2·K)[17],能量比例系數為17%[14],數值仿真模型用到其他參數如表1所示。
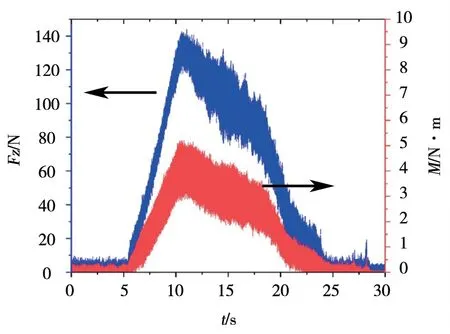
圖5 鉆削過程的軸向力和扭矩Fig.5 Force and torque during drilling

表1 熱源加載參數Tab.1 Loading parameters of heat source
3 結果與討論
3.1 仿真結果及溫度分布規律
如圖6所示箭頭大小和方向表示熱量大小和流向,顏色深淺表示溫度值大小。從仿真結果可以看出,由于樹脂的熱導率低以及半封閉式的加工特點,使得大量的熱量集中在孔內難以傳導出去,在上表面自然對流的環境下熱量散失較小,在孔以外的材料沿著纖維方向傳遞的熱量大于垂直纖維方向的熱量。當t=4.5 s主切削刃完全進入到CFRP,中心溫度最高為126℃。在t=15 s 熱源剛接觸到底部,由于CFRP 的下表面是與空氣形成的對流換熱邊界,在軸向方向的熱量集中在下表面并且出現熱量向上移動。隨著熱源慢慢離開CFRP的下表面,在t=19 s至t=19.5 s 整體的溫度出現下降且熱量集中在下表面處,從熱量傳導過程來看主要熱量出現往上移動。由于CFRP 平行于纖維方向的熱導率大于垂直纖維方向熱導率使得平行纖維方向熱量明顯多于垂直纖維方向的熱量。
如圖7表示出入口平面平行于纖維和垂直于纖維對應的兩個平面的五個位置點時間—溫度曲線圖。溫度隨時間變化整體趨勢是先上升后下降,鉆削過程早期階段是先緩慢上升,達到最大值后再慢慢下降。
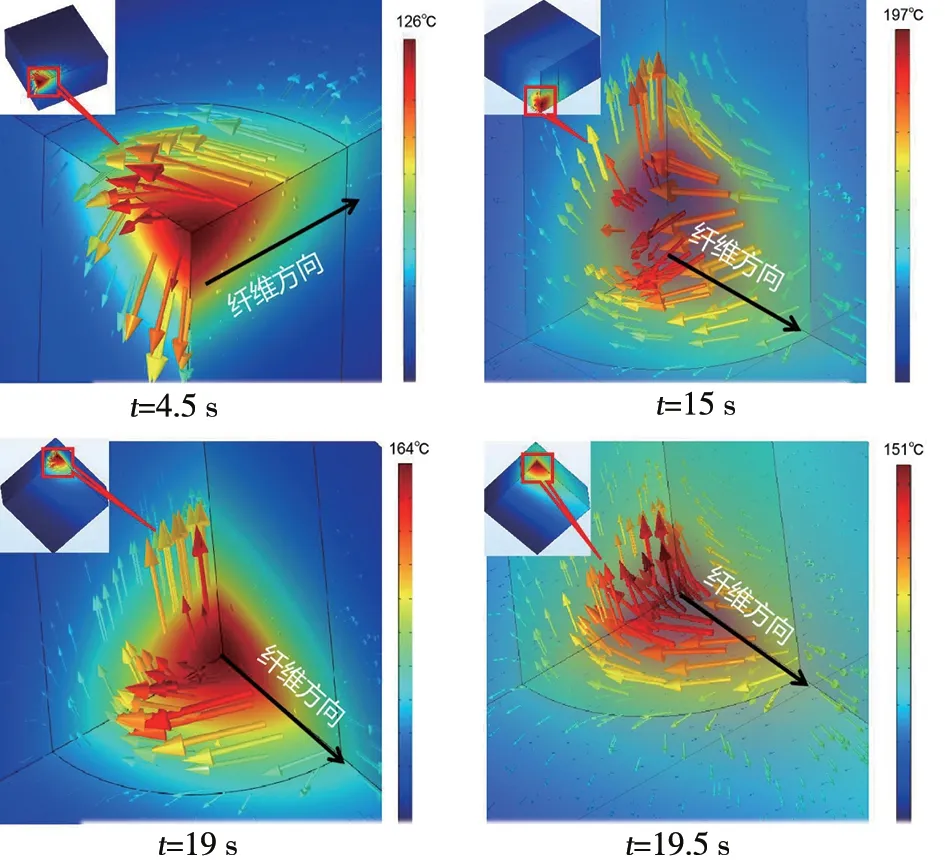
圖6 鉆孔單向CFRP溫度場和熱量分布Fig.6 Temperature field and heat distribution of drilling CFRP
位置點1 和位置點2 溫升變化趨勢相同,在4.5 s前,溫度急劇上升,4.5 s 之后上升緩慢,直到鉆孔快結束時溫度略微下降。但位置點1 的溫度始終略高于位置點2的溫度,且在4.5 s溫度差值達到最大值。位置1 的溫度要高于位置2 溫度主要原因:由于CFRP 各向異性,0°方向熱導率大于90°方向熱導率,所以在孔壁上0°方向的溫度比沿孔壁90°方向的溫度要高。由圖7可發現,在約t=4.5 s 后,兩點的溫度相差最大,最大差值約為15℃。此時鉆頭主切削刃完全進入CFRP 中,此刻產生最大熱量的區域離這兩個點最近,所以導致溫度差值最大。
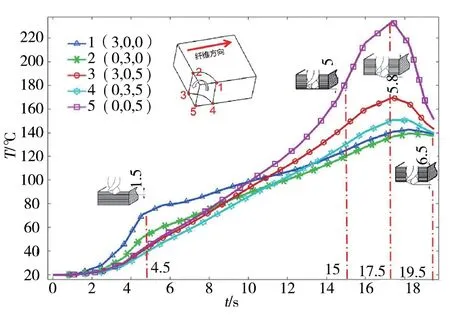
圖7 CFRP空間位置溫升仿真結果Fig.7 Simulation results of temperature rise in CFRP space position
位置3、4、5 總的溫升變化趨勢是相同的:0~15 s階段緩慢上升,15~17.5 s 階段上升比較快,t=17.5 s溫度上升到最大值。相比于位置點1 和2,位置點3和4 溫升曲線相同點:沿著纖維方向的位置3 的溫度要高于垂直纖維方向的位置4的溫度,整體溫度是先緩慢上升,直到鉆頭快接近工件下表面,溫度才急劇上升。不同點:溫度上升曲率最大值時間點不同,位置點1 和2 在t=4 s 左右而位置點3 和4 在t=16 s 左右。整個鉆削加工過程中,CFRP 溫度在位置5(下表面的孔圓心上)t=17.5 s時溫度達到最大值為230℃。前期溫度上升慢的主要原因:熱源離測溫點的距離較遠,熱量不斷的積累往下移動,垂直纖維方向熱導率小熱量傳遞慢,導致熱量累積,使得溫度升高。后期溫度下降是因為鉆削過程中產生的熱量小于散熱的熱量,導致溫度緩慢下降。由于鉆削過程是半封閉的干式加工特點,使得熱量集中在刀尖部分,所以中心溫度最高。
如圖8表示CFRP 出口側表面溫度在不同時刻的溫度分布圖,以及平行纖維方向和垂直纖維方向溫度的變化趨勢。溫度場宏觀體現呈橢圓形,在平行纖維方向和垂直于纖維方向直線上呈現高斯分布,且平行纖維的標準差要大于垂直纖維的標準差。由于不同纖維方向熱導率不同,表面溫度呈橢圓形分布,并且橢圓長軸平行纖維方向。

圖8 單向CFRP不同時刻出口平面溫度分布Fig.8 Temperature distribution in the exit plane of unidirectional CFRP at different moments
如圖8(a),鉆孔深度為1.5 mm 時,在孔的中心出現最高溫度為40.6℃。此時熱量來源于橫刃擠壓和主切削刃切斷纖維時的熱量,所以此刻下表面出口溫度不高。刀具與材料間的短時間、小面積接觸導致軸向力和扭矩不足,熱量產生較小,并且從上表面傳遞到下表面的熱量更少。當麻花鉆完全進入CFRP 工件中并且下降5 mm 時,當鉆頭橫刃剛接觸到下表面,此時最高溫度為186℃[圖8(b)]。由于鉆削過程是半封閉狀態,隨著鉆頭下移熱量不斷產生并積累,在鉆孔到底部時熱量產生和積累最大,所以此刻溫度最高。因此圖8(b)和(a)相比溫度明顯升高。
當鉆頭慢慢往下移,圖8(c)是主切削刃還沒有完全的離開CFRP 時,此時中心位置的溫度為164℃,和圖8(b)最高溫度相比溫度略低。當鉆頭繼續下移,圖8(d)表示主切削刃完全離開CFRP下表面出口平面溫度分布,最高的預測溫度為151℃,溫度繼續降低。隨著切削作用越來越弱,熱量隨之減少,使得產生的熱量小于散失熱量,導致溫度下降。
為了對溫度出口側橢圓分布進行量化分析,選擇出口平面溫度等溫線來描述,以孔徑為橢圓短半徑處溫度作等溫線得到橢圓并計算離心率。橢圓離心率隨鉆削位置變化規律見圖9。CFRP 出口側溫度分布橢圓離心率從位置1 到位置4 先減少后上升,3位置達到最小值離心率e為0.771。從位置1 到位置3熱源中心不斷的下降,逐漸靠近出口側。橢圓離心率越來小主要原因:垂直于纖方向的熱導率很低,在纖維方向導熱快,熱量先垂直向下傳遞,距離越遠不同方向的熱量就相差越大,導致溫度分布橢圓離心率越大。而3位置中心熱源離下表面距離越小,所以離心率也就越小。
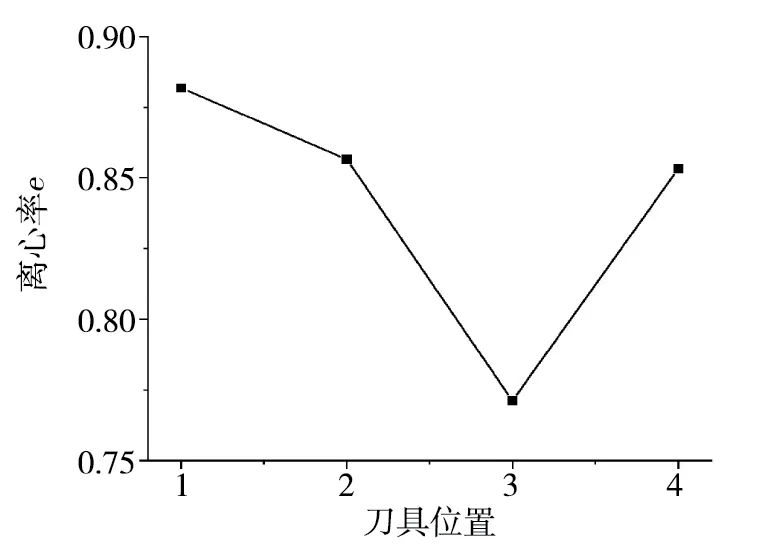
圖9 不同位置溫度分布橢圓離心率Fig.9 Elliptical eccentricity of temperature distribution at different locations
3.2 模型驗證
用圖3所示實驗平臺和表1中加工參數進行鉆孔實驗獲取溫度數據,把實驗溫度曲線與數值仿真溫度曲線進行對比。圖10顯示了不同點溫度實驗和仿真結果在出口側溫度隨時間的變化趨勢。隨著鉆頭向下移動切削熱量不斷積累,溫度從室溫逐漸升高之后又慢慢的下降。從兩者溫度變化趨勢可以看出,實驗和仿真結果變化趨勢一致,模型具有良好可信性。
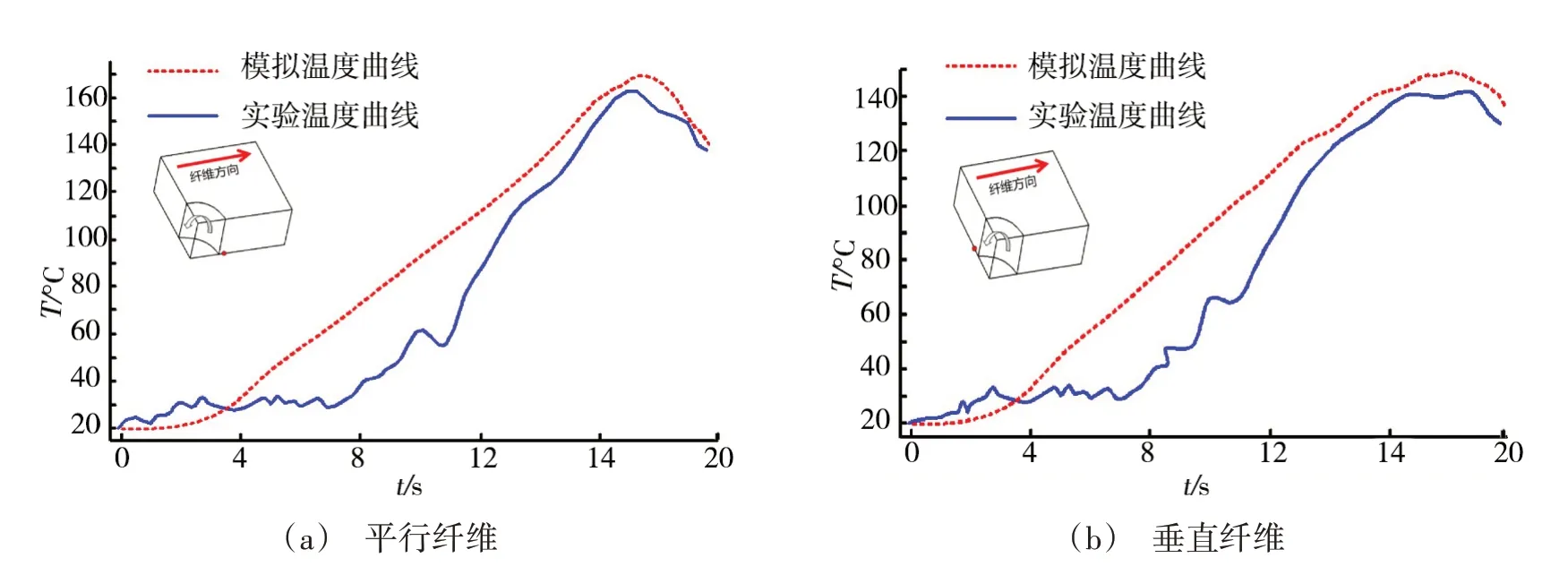
圖10 實驗和仿真的溫升曲線Fig.10 Temperature rise curve of experiment and simulation
從圖10可以看出:在4~12 s 時實驗值和仿真值相差較大,但是兩者溫度最大值出現的大小和時間接近。主要原因:在建模時對單向CFRP 熱物理參數進行合理均勻化假設,熱源簡化成穩定熱源;實際鉆削過程中刀具不斷向下進給,每一時刻都有切削熱量傳導到工件材料上導致溫度上升,并且實際鉆削過程是一個半封閉空間環境,使得主要熱量在刀具和被加工材料接觸面上斷累積。所以導致仿真溫升結果是一個均勻的上升的過程,而實際加工過程的溫度前期溫度上升很慢。在鉆頭快接近下表面時曲線上升斜率最大,導致此時間段實驗結果與仿真結果相差較大。但是在仿真過程中平行纖維方向溫度最大值為171℃,實驗值測量最高溫度為159℃;垂直纖維方向溫度最值為152℃,實驗值測量最高溫度為141℃;如表2統計兩個點實驗值和仿真值得相對誤差為7.5%,7.8%。并且和文獻[14]中的實驗現象有相似的變化規律。綜上所述:經試驗驗證表明溫度模型和實驗結果具有較高的吻合度,具有較高的可信度。
4 結論
(1)在對單向CFRP 材料熱物理特性均勻化處理的基礎上,利用COMSOL Multiphysics 軟件建立單向CFRP 鉆削有限元數值仿真模型,獲得鉆削過程三維溫度場。
(2)在仿真結果分析中大量熱量集中孔內,孔外沿著纖維方向傳遞的熱量大于垂直纖維方向的熱量;出口平面溫度分布形狀和熱源的距離有關,熱源中心離平面越遠,溫度分布的橢圓離心率就越明顯且3位置達到最小值e為0.771。
(3)溫升曲線和溫度場分布有明顯的方向性,沿著纖維方向的溫度要大于垂直纖維方向的溫度值,材料橫截面平面內溫度場呈橢圓形狀且橢圓長軸和纖維方向平行。
(4)利用COMSOL Multiphysics 仿真出口處溫度變化和實驗數據對比結果在纖維方向和垂直纖維方向溫度最大值的誤差值分別為7.5%和7.8%,表明仿真與實驗結果具有有較好吻合性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52