大型復(fù)合材料箱體成型模具設(shè)計(jì)
2021-05-15 08:32:32葉青陳博倪恒寇晨
宇航材料工藝 2021年2期
葉 青 陳 博 倪 恒 寇 晨
(1 西京學(xué)院機(jī)電技術(shù)系,西安 710021)
(2 咸陽師范學(xué)院物理與電子工程學(xué)院,咸陽 712000)
文 摘 為了制造合格的大型復(fù)合材料箱體,本文制定了箱體成型模具的設(shè)計(jì)和制造方案。某復(fù)合材料箱體屬于大型長軸類產(chǎn)品,其成型模具撓曲變形及脫模力大。模具主體采用通長軸、周向輻板、軸向筋板和蒙皮組合的結(jié)構(gòu)形式。模具通過無縫鋼管、模具骨架及蒙皮形成的三維網(wǎng)狀結(jié)構(gòu)有效保證模具剛度,通過帶斜度工作平面及變圓角設(shè)計(jì)大大降低脫模力,通過在頂出端使用更厚的鋼板提升其在脫模時(shí)的可靠性。仿真結(jié)果表明,簡支工況下模具最大應(yīng)力值為42.9 MPa,最大變形量為0.51 mm;脫模工況下模具最大應(yīng)力值為188.6 MPa,最大變形量為0.5 mm。根據(jù)模具結(jié)構(gòu)制定了分別組焊、整體裝配的加工工藝路線并完成了模具制造。仿真及模具實(shí)際使用結(jié)果表明,該模具滿足復(fù)合材料箱體的生產(chǎn)需求。
0 引言
某箱體是某儲(chǔ)運(yùn)發(fā)射系統(tǒng)的關(guān)鍵組成部分,肩負(fù)著儲(chǔ)存、運(yùn)輸、起豎、發(fā)射等重要作用,能夠有效提升儲(chǔ)運(yùn)發(fā)射系統(tǒng)機(jī)動(dòng)性,延長系統(tǒng)使用壽命,提高系統(tǒng)可靠性[1-2],該類型箱體通常采用金屬材料或復(fù)合材料制成。相對(duì)于傳統(tǒng)的金屬材料箱體,復(fù)合材料箱體具有輕質(zhì)高強(qiáng)、耐腐蝕及燒蝕性能好、無焊接變形、可設(shè)計(jì)性好等諸多優(yōu)勢[3-7],因此,復(fù)合材料已成為該類型箱體設(shè)計(jì)制造的優(yōu)選材料[8-10]。但不同于金屬材料箱體采用多件焊接成型,復(fù)合材料箱體往往采用纏繞[11-12]或真空導(dǎo)入[13-14]等成型方法在模具上一體化成型,并采用機(jī)械脫模的方法將箱體和成型模具分離。因此,設(shè)計(jì)制造滿足產(chǎn)品尺寸精度和工藝需求的成型模具是生產(chǎn)復(fù)合材料箱體的關(guān)鍵。
本文提出了一種可行的大型復(fù)合材料箱體成型模具設(shè)計(jì)及制造方案,針對(duì)某大型復(fù)合材料箱體的產(chǎn)品結(jié)構(gòu)及工藝特性設(shè)計(jì)了箱體成型模具,集中解決了模具在使用過程中撓度大、脫模力大等問題,針對(duì)相應(yīng)工況進(jìn)行了仿真驗(yàn)證。并制定了大型復(fù)合材料箱體成型模具的制造工藝路線,完成了模具的制造。
1 復(fù)合材料箱體及模具特性分析
1.1 復(fù)合材料箱體特性分析
某復(fù)合材料箱體外形及截面尺寸如圖1所示。箱體由蒙皮、蒙皮外部的多道周向加強(qiáng)筋和箱內(nèi)的一條導(dǎo)軌組成。
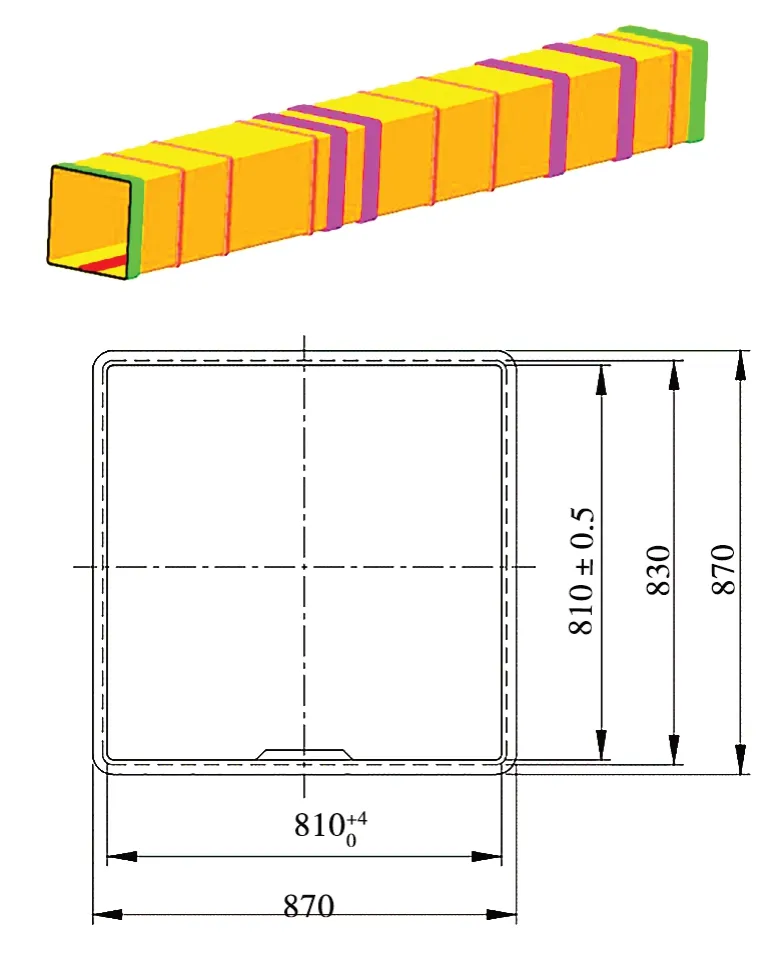
圖1 復(fù)合材料箱體外形及截面尺寸Fig.1 Shape and section dimensions of container
箱體總長8 370 mm,截面為方形,內(nèi)腔截面尺寸810 mm×810 mm,蒙皮厚度10 mm,周向加強(qiáng)筋高度20 mm。箱體采用玻璃纖維增強(qiáng)環(huán)氧樹脂基復(fù)合材料制成,理論質(zhì)量758.4 kg。要求箱體直線度≤2.5 mm。該箱體蒙皮采用真空導(dǎo)入成型,周向加強(qiáng)筋采用連續(xù)纖維纏繞成型,周向加強(qiáng)筋固化后借助油缸使用機(jī)械脫模方式將模具從箱體內(nèi)腔中頂出。
1.2 模具設(shè)計(jì)要點(diǎn)分析
由于箱體屬于大型長軸類產(chǎn)品,長度與截面尺寸的比值更是達(dá)到了10.3,這會(huì)使模具在兩端簡支情況下發(fā)生較大的撓曲變形。箱體直線度要求高,必須提高模具的剛度。箱體的截面尺寸和長度較大,箱體內(nèi)腔與模具的接觸面積較大,達(dá)到了5.5 m2,因此,脫模難度大,機(jī)械頂出脫模力大,對(duì)于模具的強(qiáng)度和剛度要求都較高;應(yīng)重點(diǎn)考慮通過合理的模具結(jié)構(gòu)設(shè)計(jì)降低脫模力。此外,纏繞設(shè)備極限載重9×103kg,模具質(zhì)量控制在8×103kg以內(nèi)為宜。
2 箱體成型模具設(shè)計(jì)
2.1 模具總體設(shè)計(jì)
大型復(fù)合材料箱體模具通常采用周向輻板、軸向筋板和蒙皮的結(jié)構(gòu)形式,模具質(zhì)量輕,施工空間大,但其定位效果差,整體剛性差,脫模力不能被有效傳遞,定位偏差和焊接變形往往會(huì)造成蒙皮變形量過大,進(jìn)而導(dǎo)致加工后蒙皮某些位置厚度大大低于設(shè)計(jì)厚度,影響其使用壽命甚至導(dǎo)致模具報(bào)廢。為此,增加脫模時(shí)的脫模力傳遞途徑,本模具考慮沿模具軸向設(shè)置一根通長軸,采用通長軸、周向輻板、軸向筋板和蒙皮組合的結(jié)構(gòu)形式。
模具需要承受較大的脫模力,對(duì)材料屈服強(qiáng)度及彈性模量要求高,不宜使用非金屬材料,本模具材料采用Q390 B 高強(qiáng)度鋼。模具主體結(jié)構(gòu)如圖2所示,模具總長9.6 m,由模具骨架、蒙皮、前后端軸組成。蒙皮外表面是模具的工作面,織物鋪放在模具蒙皮外表面上后進(jìn)行真空導(dǎo)入成型。模具骨架用于模具蒙皮的支撐和前后端軸的連接,是模具剛度設(shè)計(jì)的關(guān)鍵。前后端軸用于模具與設(shè)備的連接、自身的吊裝和脫模。模具骨架及蒙皮長度8.4 m,模具設(shè)計(jì)載重7.54×103kg。
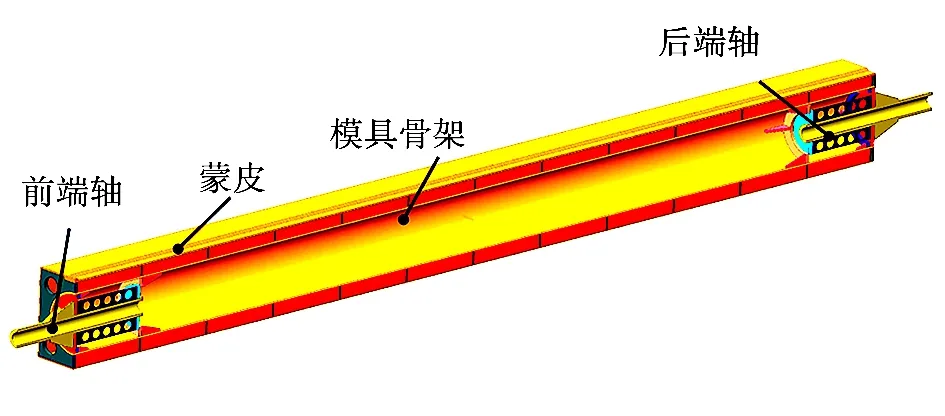
圖2 復(fù)合材料箱體成型模具主體結(jié)構(gòu)Fig.2 Main structure of mold
模具骨架見圖3,沿模具軸向布置一根長度8 400 mm,外徑560 mm,壁厚20 mm 的無縫鋼管,無縫鋼管前后端有厚度30 mm 的前后端板,外部沿軸向和周向分布有10 mm 厚的加強(qiáng)筋板,軸向加強(qiáng)筋板、周向加強(qiáng)筋板和無縫鋼管斷續(xù)焊接形成模具骨架。四面蒙皮依次焊接在模具骨架上,蒙皮設(shè)計(jì)厚度15 mm。由于箱體蒙皮采用真空導(dǎo)入成型,必須保證蒙皮表面的氣密性,因此四面蒙皮間采用滿焊方式。
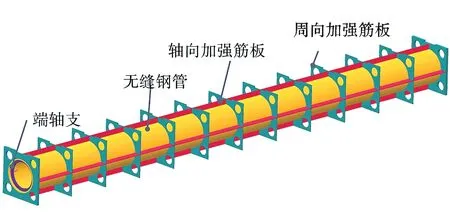
圖3 成型模具骨架結(jié)構(gòu)示意Fig.3 Diagrammatic skeleton of mold
模具前后端軸如圖4所示,由外徑168 mm,厚度30 mm 的無縫鋼管、厚度20 mm 的加強(qiáng)筋板、厚度20 mm 的腹板、端軸支撐板及端軸連接板組成,各件焊接在一起。模具骨架無縫鋼管內(nèi)部設(shè)置有外徑φ520 mm,內(nèi)徑420 mm,厚度為40 mm端軸支撐環(huán),作為與前后端軸的連接件。如圖5所示,前后端軸與模具骨架通過16枚螺釘進(jìn)行連接,便于拆卸和更換。
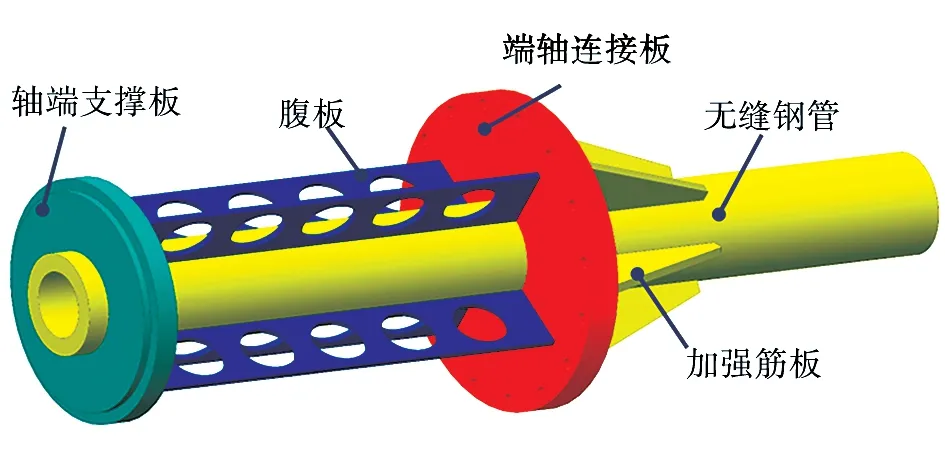
圖4 成型模具前后端軸結(jié)構(gòu)示意Fig.4 Diagrammatic of mold for front/rear shaft
選用的螺釘為M16×90 mm 的內(nèi)六角圓柱頭螺釘,其材質(zhì)為A2-70 不銹鋼。前端軸端軸支撐板、端軸連接板厚度為30 mm。后端軸為頂出端,需要具有更好的剛度,選用比前端軸更厚的50 mm厚鋼板。
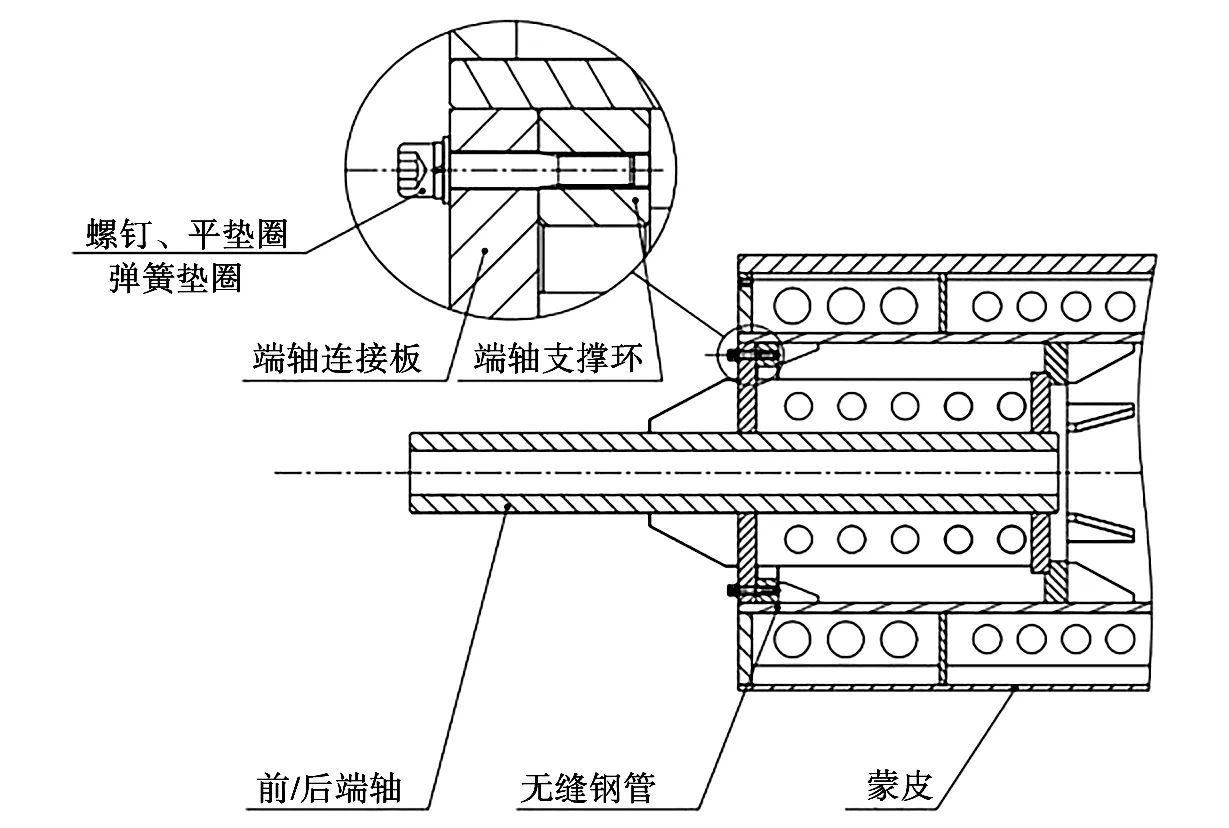
圖5 前/后端軸與模具骨架連接示意圖Fig.5 Diagrammatic of connection between front or rear shaft and skeleton
2.2 模具剛度設(shè)計(jì)
模具整體剛度設(shè)計(jì)重點(diǎn)考慮兩個(gè)方面,一方面是減小因?yàn)樽灾匾鸬膿锨冃危硪环矫媸怯捎诿撃Aσ鸬淖冃巍?/p>
在模具骨架設(shè)計(jì)時(shí),考慮沿模具軸向設(shè)置通長的無縫鋼管和軸向加強(qiáng)筋能夠顯著提高模具軸向的抗撓曲變形能力。同時(shí)蒙皮、軸向加強(qiáng)筋板、周向加強(qiáng)筋板和無縫鋼管形成三維網(wǎng)狀結(jié)構(gòu),能夠顯著提高模具的承載能力和沿各個(gè)方向的載荷傳遞能力,具有很高的剛度。
對(duì)于后端軸,各零件間焊接為一體,無縫鋼管在受到脫模的頂出力時(shí)能夠有效地將載荷傳遞至整個(gè)模具;且后端軸工況較為嚴(yán)苛,采用較厚的鋼板對(duì)后端軸作加強(qiáng)處理。
2.3 脫模結(jié)構(gòu)設(shè)計(jì)
為了安全高效地頂出模具,得到復(fù)合材料箱體產(chǎn)品,需根據(jù)復(fù)合材料成型特性對(duì)模具進(jìn)行設(shè)計(jì)。脫模結(jié)構(gòu)設(shè)計(jì)主要考慮兩個(gè)方面,一方面是減小模具和復(fù)合材料的結(jié)合力和機(jī)械咬合力,另一方面是減小模具和復(fù)合材料的接觸面積。
對(duì)于模具工作面,即蒙皮外表面要求加工后表面粗糙度≤Ra1.6 μm,良好的表面質(zhì)量能夠有效降低模具和復(fù)合材料的機(jī)械咬合力。模具使用時(shí)要求在工作面上涂覆復(fù)合材料用脫模劑[18]。
由圖1箱體輪廓尺寸可知,箱體內(nèi)腔上下面間距精度要求高,而左右側(cè)面精度要求低,同時(shí),箱體導(dǎo)軌側(cè)面為非工作面,無較高精度要求。因此,可在模具側(cè)面和導(dǎo)軌槽側(cè)面設(shè)置斜度。本模具兩側(cè)面后端間距尺寸要求為mm,兩側(cè)面前端間距尺寸要求為mm,側(cè)面斜度1 mm,導(dǎo)軌槽側(cè)面斜度2 mm,詳見圖6。方形復(fù)合材料制品纏繞成型時(shí),纏繞張力主要集中在方形模具圓角處[15-17],模具平面位置受力較小,需對(duì)模具圓角進(jìn)行脫模結(jié)構(gòu)設(shè)計(jì)。本模具一方面將圓角設(shè)計(jì)為變圓角,前端R10 mm,后端R15 mm,另一方面要求模具加工后精拋圓角部位,使其達(dá)到鏡面效果,以減少模具圓角位置與制品的摩擦。通過帶斜度面及變圓角設(shè)計(jì),模具在頂出過程中與箱體內(nèi)腔接觸面積逐漸減小,能夠有效減小箱體脫模力。
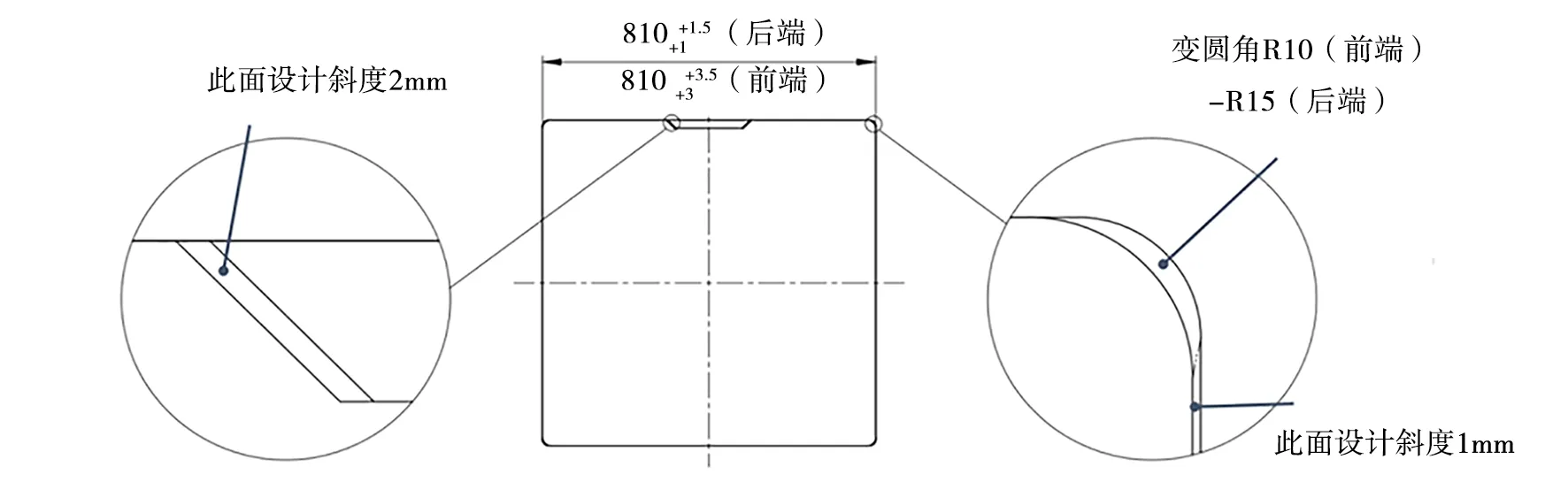
圖6 箱體模具脫模結(jié)構(gòu)示意圖Fig.6 Diagrammatic structures of demolding for mold
3 模具結(jié)構(gòu)仿真
3.1 計(jì)算模型
本文通過Abaqus有限元分析軟件對(duì)模具的簡支工況和脫模工況進(jìn)行了靜力學(xué)仿真。Q390B 鋼的密度、彈性模量和泊松比分別設(shè)置為7.85×103kg/m3,206 GPa 和0.28。安全系數(shù)取1.5,模具許用應(yīng)力為260 MPa。根據(jù)箱體直線度≤2.5 mm,取成型模具極限撓曲變形量為1 mm。
簡支工況主要考察模具在工作時(shí)由于自身和箱體重力引起的撓曲變形。仿真時(shí)將模具通過焊接連接的零件實(shí)施綁定約束,將模具前端軸端面固定約束,后端軸限制周向的位移,對(duì)模具施加重力,并在模具上表面施加8.9188 kN 總壓力(1.2 倍箱體設(shè)計(jì)質(zhì)量對(duì)應(yīng)重力)。
脫模工況主要考察模具在脫模時(shí)發(fā)生的變形和破壞。仿真時(shí)將模具前端面邊界位置固定,模具后端軸端面施加壓力1.96 MN,即總脫模壓力為2 MN。
3.2 仿真計(jì)算結(jié)果
簡支工況仿真結(jié)果見圖7,在模具前后兩端簡支工況下,其應(yīng)力最大處位于端軸部位,這是由于前后端軸與設(shè)備機(jī)械連接應(yīng)力無法及時(shí)釋放,最大應(yīng)力值為42.9 MPa,遠(yuǎn)小于許用應(yīng)力260 MPa,結(jié)構(gòu)強(qiáng)度滿足要求。模具最大變形發(fā)生在模具工作段中部,且變形由兩端至中部逐漸增大,最大變形量為0.51 mm,小于極限撓曲變形量1 mm,結(jié)構(gòu)剛度滿足要求。

圖7 簡支工況下成型模具的應(yīng)力和變形的仿真結(jié)果Fig.7 Stress and displacement simulation results of mold in simply-supported condition
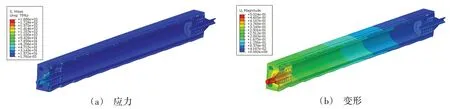
圖8 脫模工況下成型模具的應(yīng)力和變形的仿真結(jié)果Fig.8 Stress and displacement simulation results of mold in demolding condition
脫模工況仿真結(jié)果如圖8所示。在脫模工況下,模具最大應(yīng)力和變形都發(fā)生在后端軸。最大應(yīng)力值為188.6 MPa,小于許用應(yīng)力260 MPa,結(jié)構(gòu)強(qiáng)度滿足要求。最大變形量為0.5 mm,不影響產(chǎn)品尺寸和模具使用。
綜上所述,模具在簡支工況和脫模工況下剛度、強(qiáng)度滿足使用要求,結(jié)構(gòu)安全。
4 模具制造
箱體成型模具實(shí)際加工工藝路線如圖9所示。首先,根據(jù)設(shè)計(jì)要求準(zhǔn)備無縫鋼管、加強(qiáng)筋板、端軸支撐環(huán)和蒙皮等材料。先將軸向無縫鋼管校直并加工至設(shè)計(jì)長度,再與軸向及周向加強(qiáng)筋板、端軸支撐環(huán)等零件進(jìn)行焊接。為了使模具骨架和蒙皮焊接前能夠緊密接觸,模具骨架焊接后需要校形,并加工外輪廓。
其次,將四面蒙皮依次焊接在模具骨架上,前三面蒙皮直接從內(nèi)部焊接,第四面蒙皮開孔塞焊。焊后進(jìn)行退火消除焊接應(yīng)力,并加工蒙皮及端面至設(shè)計(jì)尺寸。模具骨架加工的同時(shí),前后端軸也按要求焊接成型、退火處理,并加工到位。其中,模具骨架和蒙皮焊接后的熱處理制度如下:以150 ℃/h的加熱速度將其加熱到600 ℃,保溫5 h,然后隨爐冷卻至200 ℃后空冷至室溫。前后端軸焊接后的熱處理制度如下:以150 ℃/h 的加熱速度將其加熱到600 ℃,保溫2 h,然后隨爐冷卻至200 ℃后空冷至室溫。
最后,前后端軸和模具骨架通過螺釘進(jìn)行連接,連接裝配后檢測模具的同心度。如同心度較差,可對(duì)端軸無縫鋼管與設(shè)備連接位置在同一基準(zhǔn)下進(jìn)行加工,以提高前后端軸同心度,減小模具使用時(shí)的轉(zhuǎn)動(dòng)慣量。
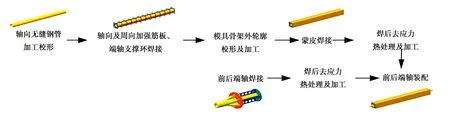
圖9 復(fù)合材料箱體成型模具加工工藝路線Fig.9 Processing route of mold
根據(jù)以上加工工藝路線對(duì)模具進(jìn)行制造。模具總質(zhì)量7.84×103kg。通過該模具順利完成了大型復(fù)合材料箱體的成型及脫模過程,所生產(chǎn)產(chǎn)品符合設(shè)計(jì)要求。
5 結(jié)論
(1)為保證整體剛性,有效傳遞脫模力,降低加工難度和風(fēng)險(xiǎn),復(fù)合材料箱體成型模具主體采用通長軸、周向輻板、軸向筋板和蒙皮組合的結(jié)構(gòu)形式。
(2)復(fù)合材料箱體成型模具通過采用通長的無縫鋼管、模具骨架和蒙皮形成的三維網(wǎng)狀結(jié)構(gòu)有效保證模具剛度,通過帶斜度工作平面及變圓角設(shè)計(jì)大大降低脫模力,通過采用裝配式的前后端軸以便于拆卸和更換,通過使用更厚的鋼板加強(qiáng)模具頂出端顯著提升模具在脫模時(shí)的可靠性。
(3)仿真結(jié)果表明,簡支工況下模具最大應(yīng)力值為42.9 MPa,最大變形量為0.51 mm;脫模工況下模具最大應(yīng)力值為188.6 MPa,最大變形量為0.5 mm。模具在簡支工況和脫模工況下剛度、強(qiáng)度滿足使用要求,結(jié)構(gòu)安全。
(4)制定了復(fù)合材料箱體成型模具分別組焊、整體裝配的加工工藝路線,并順利完成了模具制造及復(fù)合材料箱體生產(chǎn)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
中華詩詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
應(yīng)用化工(2014年10期)2014-08-16 13:11:29