航空無擴口導(dǎo)管擠壓成形的接觸優(yōu)化分析 *
2021-05-18 05:32:58陳文超李偉剛王勇超
機械研究與應(yīng)用 2021年2期
關(guān)鍵詞:深度
陳文超,陳 迪,李偉剛,王勇超,張 晶,楊 杰
(1.西南交通大學 力學與工程學院,四川 成都 610031; 2.成都飛機工業(yè)(集團)有限責任公司,四川 成都 610091)
0 引 言
目前航空液壓系統(tǒng)中最常用的兩種連接方式為擴口式與無擴口連接方式[1-2]。無擴口導(dǎo)管連接相比擴口式導(dǎo)管連接具有更好的密封性可靠性[3-4]。國內(nèi)學者研究表明成形后的殘余接觸壓力是導(dǎo)管與管套連接的重要原因[5-6]。連接強度的產(chǎn)生是由導(dǎo)管管套的徑向接觸力和管材嵌入管套凹槽形成的軸向抗拉托阻力共同形成[7-8]。密封機理是由于導(dǎo)管的塑性變形產(chǎn)生的殘余接觸壓力形成了密封環(huán)線[9]。擠壓膠套等相關(guān)工藝參數(shù)對成形質(zhì)量的影響研究[10]。部分學者[11-15]還對導(dǎo)管進行了滲漏診斷分析和密封接觸特性等研究。
現(xiàn)有擠壓成形工藝的質(zhì)量檢測評判指標主要是導(dǎo)管內(nèi)壁的擠壓深度,保障擠壓成形充分。發(fā)現(xiàn)檢測達標的管件中長期使用中仍然有出現(xiàn)滲漏問題,管壁和槽底的接觸狀態(tài)對密封性能有重要影響。外壁和槽底產(chǎn)生過接觸和剛好擠壓接觸時,由于壁厚變化接近,兩者的擠壓深度檢測結(jié)果也是十分接近的,所以在加工過程中往往會存在過接觸而無法被檢測評判的情況。因此考慮過接觸可能會對成形質(zhì)量產(chǎn)生不利影響,而目前這方面的研究討論較少。故筆者主要通過導(dǎo)管擠壓成形的仿真計算對比分析,研究討論了擠壓接觸及相關(guān)參數(shù)對成形質(zhì)量即無擴口導(dǎo)管密封連接性能的影響。
1 擠壓成形原理和評判方法
1.1 擠壓成形原理
如圖1[10]所示,無擴口導(dǎo)管預(yù)裝及成形過程示意圖,通過外部液壓驅(qū)動拉桿組件,組件壓縮膠套產(chǎn)生脹形壓力使得導(dǎo)管受擠壓發(fā)生徑向擴張,嵌入管套凹槽,回彈后導(dǎo)管管套間殘余有接觸壓力,從而確保管套和導(dǎo)管保持緊密連接,使其具有可靠的連接強度和密封性能。
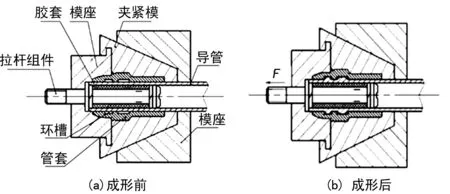
圖1 無擴口導(dǎo)管預(yù)裝及成形過程示意圖[9]
1.2 評判方法
擠壓接觸的評判方法是回彈前導(dǎo)管外壁與槽底的接觸狀態(tài),分為接觸,不接觸,過接觸三種。處于剛好產(chǎn)生接觸的臨界狀態(tài)附近是接觸;外壁與槽底相距較大完全不產(chǎn)生接觸則是不接觸;在相比接觸狀態(tài)更大的成形壓力作用下,導(dǎo)管槽底產(chǎn)生了的過量擠壓的狀態(tài)則是過接觸。
成形質(zhì)量的評判指標主要有密封性能和連接強度。擠壓過程中導(dǎo)管產(chǎn)生一定程度的塑性變形,回彈后使得導(dǎo)管管套接觸面上殘余有接觸應(yīng)力,集中分布在凹槽兩側(cè),形成線密封環(huán)線[16-17]。密封環(huán)線上接觸壓力峰值大小是衡量密封性能的重要參考。導(dǎo)管最大壓入深度和接觸壓力是連接強度的主要影響因素。
2 有限元模型參數(shù)設(shè)置
2.1 整體模型
實際擠壓成形過程中,膠套受到液壓拉桿作用,對導(dǎo)管內(nèi)壁產(chǎn)生擠壓,擠壓載荷由液壓壓力裝置和膠套的各項參數(shù)確定[18]。為提高計算效率且不影響計算準確性,將膠套傳遞的拉桿組件的擠壓載荷等效為直接作用到導(dǎo)管內(nèi)壁上的徑向均布載荷即成形壓力p[19]。參照擠壓式無擴口管套標準[20],對管套的外部尺寸參數(shù)進行了簡化。建立無擴口導(dǎo)管管套二維旋轉(zhuǎn)軸對稱模型及管套內(nèi)部尺寸參數(shù)示意圖如圖2。淺槽槽寬w1、槽深h1和深槽槽寬w2、槽深h2和槽間距L。

圖2 無擴口導(dǎo)管管套二維旋轉(zhuǎn)軸對稱模型及相關(guān)參數(shù)示意圖
2.2 固定參數(shù)設(shè)置
通過ABAQUS軟件以管徑Φ10 mm、厚度1 mm的導(dǎo)管作為模擬研究對象,材料參數(shù)設(shè)置參考航標[21],采用雙線性彈-塑性本構(gòu)模型,見表1。管套外部邊界固定位移約束,導(dǎo)管和管套初始無間隙裝配,采用面面接觸有限滑移,罰函數(shù)接觸算法,摩擦系數(shù)設(shè)置為0.1。使用CAX4R線性減縮積分單元,關(guān)心區(qū)域網(wǎng)格尺寸為0.02 mm,網(wǎng)格單元總數(shù)約20000個。采用靜態(tài)隱式分析最小增量步10-5,計算導(dǎo)管加載和回彈。
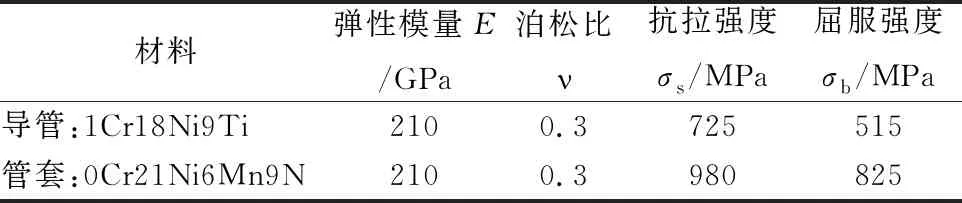
表1 導(dǎo)管與管套的材料參數(shù)
3 仿真與實驗結(jié)果分析
3.1 擠壓接觸對成形質(zhì)量的影響
不同成形壓力作用,導(dǎo)管與管套的擠壓接觸不同,考察不接觸和接觸以及過接觸時對成形質(zhì)量的影響。參考管壁入槽深度要求的相關(guān)標準[22],管徑Φ10 mm、厚度1 mm的導(dǎo)管對應(yīng)管套的淺槽凹槽深度設(shè)計0.20 mm,深槽凹槽深度要求0.30 mm。設(shè)置模型兩槽參數(shù),w1為3.0 mm,h1為0.20 mm,w2為3.3 mm,h2為0.30 mm,L固定為2 mm。相關(guān)尺寸參數(shù)固定時,考慮不同的成形壓力p對成形質(zhì)量的影響,分別進行擠壓回彈計算。統(tǒng)計不同成形壓力作用下,導(dǎo)管外壁沿軸線方向的回彈后,回彈前外壁壓入深度d分布曲線圖3。回彈后內(nèi)壁壓入深度d分布曲線如圖4。同時計算得到沿軸線方向上導(dǎo)管管套的接觸面上的接觸壓力分布,統(tǒng)計接觸面上在兩槽兩側(cè)峰值區(qū)域的四點接觸壓力峰值N對比如圖5。
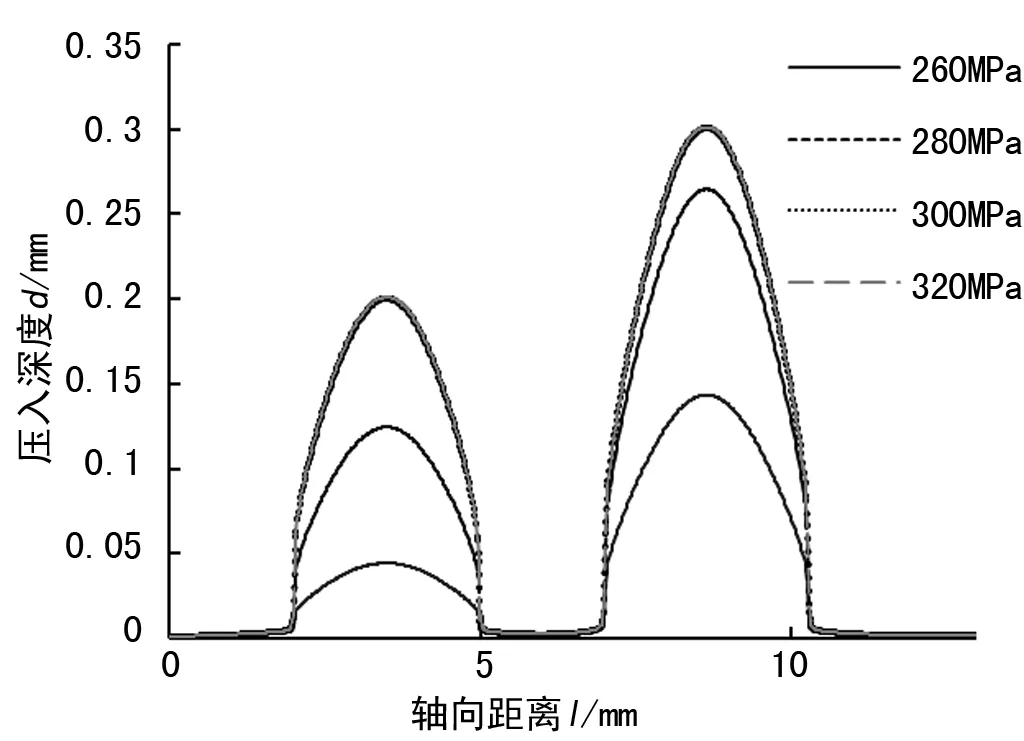
圖3 回彈前導(dǎo)管外壁徑向壓入深度分布曲線
如圖3,壓力300 MPa和320 MPa時回彈前外壁最大壓入深度都等于槽深,表明槽底和導(dǎo)管外壁發(fā)生了接觸,而在280 MPa和260 MPa時,深槽和淺槽的擠壓深度都沒有達到設(shè)計槽深,沒有產(chǎn)生槽底接觸。
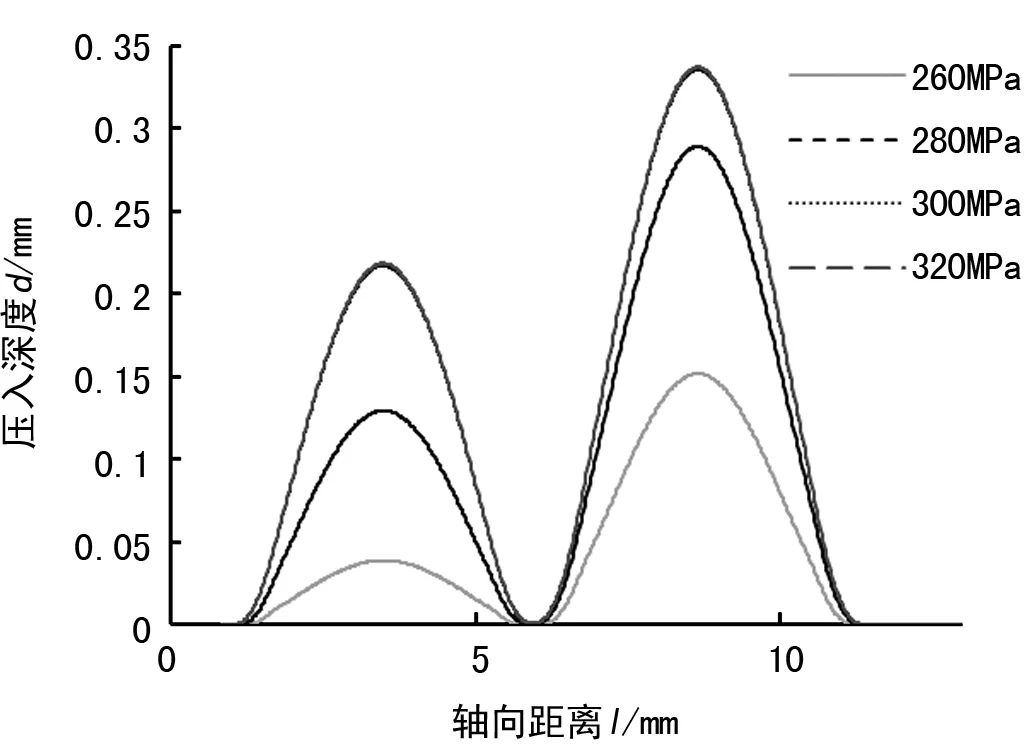
圖4 回彈后導(dǎo)管內(nèi)壁徑向壓入深度分布曲線
如圖4,壓力300 MPa和320 MPa時回彈后內(nèi)壁徑向壓入深度分布曲線趨于一致,表明檢測內(nèi)壁最大壓入深度來判定導(dǎo)管擠壓接觸的方法,對于過接觸情況并不有效。
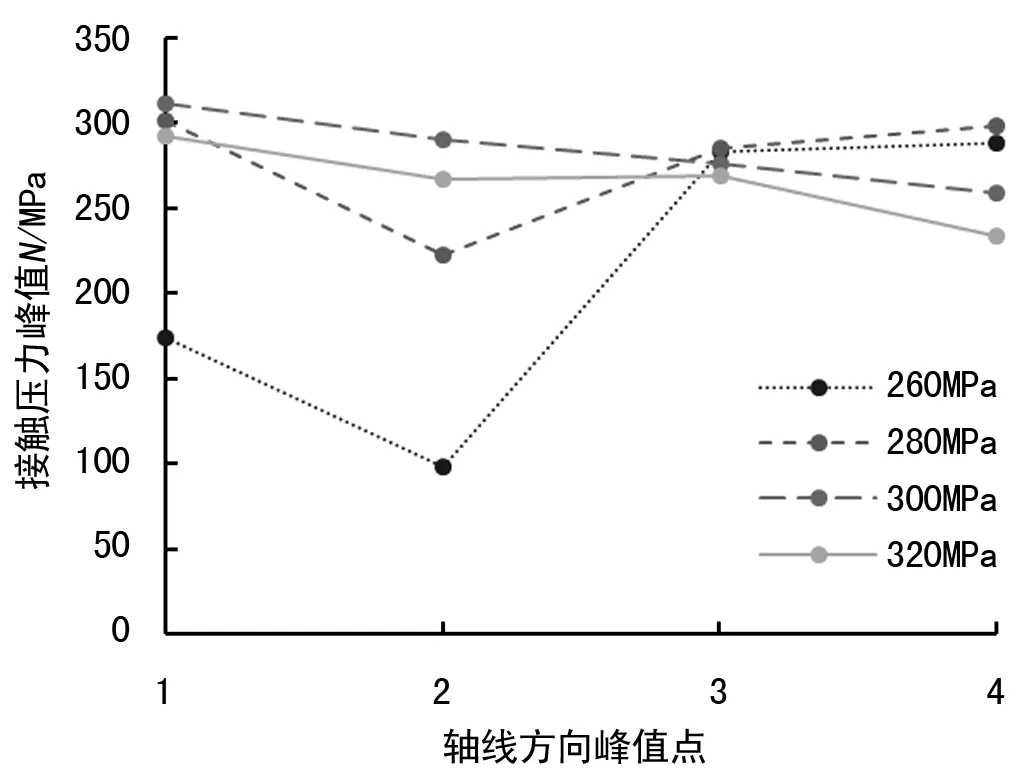
圖5 軸線方向不同成形壓力下四點接觸壓力峰值對比圖
結(jié)合圖5對比分析,300 MPa相較于280 MPa,使得淺槽成形更充分接觸壓力峰值增高,但在深槽槽底處產(chǎn)生了過接觸,過接觸導(dǎo)致回彈過程部分抵消了凹槽兩側(cè)的殘余接觸壓力,使得接觸壓力峰值減小。過接觸會使接觸壓力峰值減小,不利于形成高效的密封環(huán)線。
320 MPa相比300 MPa在兩槽都產(chǎn)生過接觸,接觸壓力回彈減小。260 MPa淺槽不接觸,接觸壓力峰值過小,不能形成有效的密封線。
3.2 槽深參數(shù)對擠壓接觸的影響
由于擠壓接觸會受到槽深設(shè)計的影響,考察變槽深時各成形壓力作用下成形質(zhì)量的變化。當槽寬不變,增加槽深設(shè)置,即淺槽h1為0.25 mm,深槽h2為0.35 mm時。同樣計算各成形壓力下的接觸壓力分布情況,統(tǒng)計如圖6,280 MPa和300 MPa區(qū)間接觸壓力整體接觸壓力峰值較大,分布較好。280 MPa在深槽處和300 MPa在淺槽處都存在較優(yōu)分布。300 MPa以上繼續(xù)加壓時,導(dǎo)管成形過度產(chǎn)生過接觸,會導(dǎo)致接觸壓力峰值降低,減弱密封連接性能。
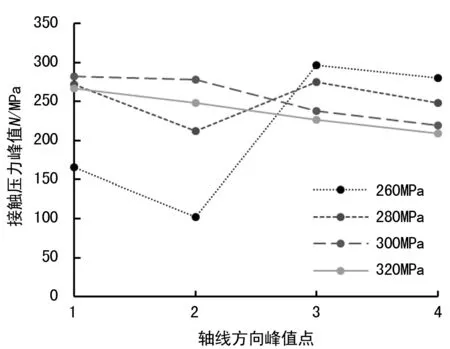
圖6 軸線方向不同成形壓力下四點接觸壓力峰值對比圖
當減小槽深設(shè)計時,即淺槽h1為0.15 mm,深槽h2為0.25 mm。同樣計算各成形壓力下的接觸壓力分布情況。如圖7,成形壓力280 MPa即可使得擠壓成形充分,繼續(xù)增加成形壓力時接觸壓力峰值有相應(yīng)起伏變化但對整體接觸壓力分布情況影響較小。
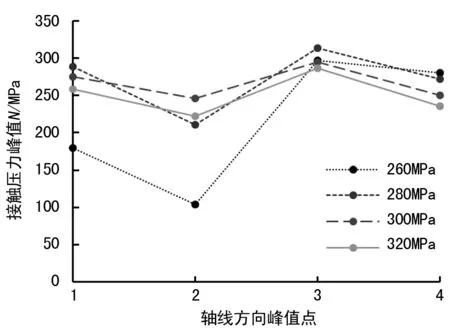
圖7 軸線方向不同成形壓力下四點接觸壓力峰值對比圖
將四點接觸壓力峰值取均值N,統(tǒng)計在不同成形壓力作用下,對應(yīng)三種槽深組合的接觸壓力平均峰值變化情況如圖8,明顯看出在成形壓力在280 MPa及以上時,槽深組合h為0.20~0.30 mm,接觸壓力均峰值優(yōu)于過深和過淺的槽深設(shè)計。
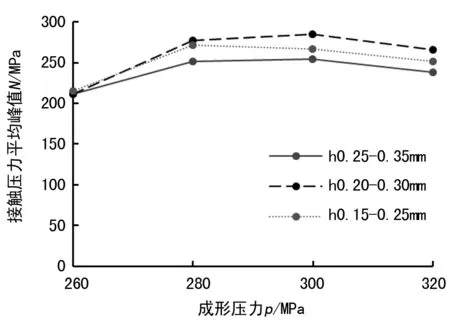
圖8 不同槽深組合的成形壓力與接觸壓力均峰值曲線對比
在同等成形壓力作用下,槽深設(shè)計增加時導(dǎo)管壓入深度更大,存在導(dǎo)管彎曲變形過度的問題,接觸壓力峰值反而減小。槽深設(shè)計減小時,導(dǎo)管過接觸與槽底接觸,回彈時槽底的接觸應(yīng)力會抵消凹槽兩側(cè)的部分殘余接觸壓力使其減小。槽深的合理設(shè)計能夠確保接觸時能有較好的接觸壓力分布,使結(jié)構(gòu)具有更高的密封可靠性。
3.3 擠壓成形剖面觀測
通過對兩組無擴口導(dǎo)管試件在不同成形壓力作用下擠壓成形試驗,回彈后進行半剖面切削加工,如圖9對比兩者的擠壓效果:圖9(a)成形壓力適中,兩槽擠壓較為充分,未與槽底產(chǎn)生過接觸,成形效果良好;圖9(b)成形壓力過小,深槽淺槽壓入深度明顯較小,成形效果較差,不能形成可靠有效密封連接。
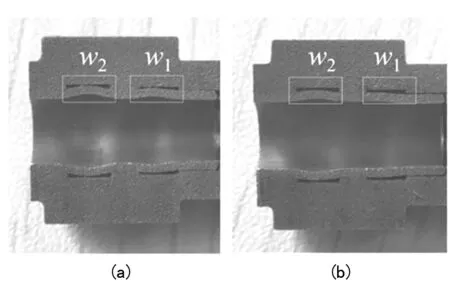
圖9 無擴口導(dǎo)管在不同成形壓力擠壓作用下剖面圖對比
4 結(jié) 語
無擴口導(dǎo)管擠壓成形過程中存在導(dǎo)管槽底過接觸問題,過接觸會導(dǎo)致接觸壓力峰值減小,降低結(jié)構(gòu)密封性能。導(dǎo)管槽底的不接觸導(dǎo)致壓入深度不夠,接觸壓力峰值較小減弱了結(jié)構(gòu)連接密封性能。槽深設(shè)計也不能過深和過淺,取合適的槽深設(shè)計可以在滿足擠壓深度要求的前提下實現(xiàn)接觸壓力最優(yōu)分布。針對本文參數(shù)設(shè)置,仿真計算表明成形壓力p在280~300 MPa區(qū)間,深度組合取h為0.20~0.30 mm時,擠壓效果最好。
實際通過結(jié)合導(dǎo)管擠壓成形的仿真計算和試驗修正,可確定合適的成形壓力及尺寸參數(shù)設(shè)計,使導(dǎo)管擠壓成形后具有最優(yōu)的成形壓入效果和接觸壓力分布,保障無擴口導(dǎo)管連接結(jié)構(gòu)具有更高的安全密封性。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
