摩擦焊焊接重型H型鋼Z向拉伸試樣的工藝探索 *
2021-05-18 06:01:34王慶文趙志海
機械研究與應用 2021年2期
何 俊,夏 冰,王慶文,趙志海
(馬鞍山鋼鐵股份有限公司檢測中心,安徽 馬鞍山 243000)
0 引 言
摩擦焊是在軸向壓力與扭矩的作用下,利用焊接接觸端面之間的相對運動及塑性流動所產生的摩擦熱及塑性變形熱,使接觸面及其近區達到黏塑性狀態并產生適當的宏觀塑性變形,然后迅速頂鍛而完成焊接的一種壓焊方法[1-2]。在重型H型鋼的Z向拉伸性能檢測中需要焊接輔材使試樣滿足于拉伸試驗機制樣需求使試樣保持在平行段的中間位置。正是由于摩擦焊接過程的復雜性難以進行精確的理論分析。因此通過研究各參數對焊接接頭性能影響具有重要的意義。
筆者試驗以Q235B重型H型鋼作為母材,45#鋼為輔材進行摩擦焊接工藝探索。在焊接固定轉速1 200 r/min的情況下,通過經驗公式計算得出頂鍛壓力值。焊接轉速和頂鍛壓力確定的情況下,進行不同頂鍛時間的焊接試驗。對焊接后的試樣進行焊接頭檢驗及拉伸試驗,觀察其焊接處情況及拉伸斷裂位置,分析拉伸試驗數據,最終得出摩擦焊接重型H型鋼Z向拉伸試樣的最佳頂鍛時間。
1 試驗材料與方案
在摩擦焊接的生產實際中,焊接工件的直徑、轉速、頂鍛壓力、頂鍛時間直接影響摩擦扭矩、摩擦加熱功率、焊接溫度等。這些工藝參數對摩擦焊接工件表面上的高速摩擦塑性變形層、深塑區及焊接接頭性能都有著很大的影響。在焊接轉速確定后,頂鍛時間以及頂鍛壓力將直接影響焊接質量。
1.1 試驗材料
設備型號:ZCC-32型連續驅動摩擦焊機,固定轉速為1 200 r/rnin。
母材:以Q235重型H型鋼作為研究對象,按GB/T2975-2018[3]取樣標準截取30×30翼緣厚度(以厚度為70 mm的翼緣厚度為例)。
輔材:根據現場條件和母材尺寸選取直徑為20 mm的45#鋼作為試驗輔材。
1.2 試樣準備階段
將母材與輔材在砂輪機上對其表面進行磨平。消除表面不平整問題,也防止乳化液等雜質黏附于試樣表面,在焊接中產生氣泡影響焊接性能。
1.3 試驗方案
此試驗主要以頂鍛時間為研究對象,頂鍛壓力可通過母材和輔材的直徑代入經驗公式:
D2×0.75×(12~15)/1000/2.2
(1)
式中:D為母材和輔材的直徑,mm;(12~15)為焊接系數,這里取焊接系數中間值13.5。
根據公式得出頂鍛壓力為4.5 M/Pa。設計四組方案進行試驗:每個方案選取4根試樣,方案參數見表1所列。

表1 試驗方案
2 試驗分析
按照上述試驗方案設置的參數焊接試樣,對焊接后試樣的焊接性能進行分析。
2.1 焊接頭檢驗
目測一個合格的焊接拉伸試樣應該有一個封閉的焊縫和發亮的藍灰色的外表層,焊縫表面不粗糙,無氣孔,焊接后經目測觀察四組試樣均符合(見圖1)。
將毛坯試樣焊接處進行酸洗,發現方案1和方案2中焊接頭有明顯縫隙(如圖2),不滿足制樣要求,所以頂鍛時間太短會導致焊接不牢固,產生縫隙,無法滿足實驗要求。方案3和方案4焊接的試樣,焊接處結合性良好,達到試驗的預期進行下一步的試驗。
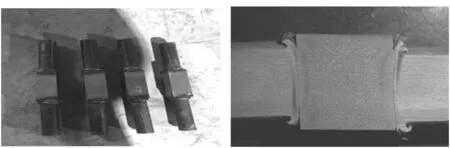
圖1 焊接后毛坯試樣 圖2 毛坯試樣焊接處酸洗形貌
2.2 拉伸試驗分析
將方案3和方案4毛坯試樣,轉送數控車削加工中心進行Z向拉伸試樣加工,并根據GB/T 228.1-2010[4]進行拉伸性能試驗。并檢查焊接接頭斷裂位置,記錄斷裂處位于母材處的試樣焊接合格率,試驗結果見表2所列。

表2 試驗方案
將車削后的拉伸試驗進行低倍酸洗,可以看出方案3試樣雖然斷裂在母材位置,但焊接處附近存在一些裂紋(見圖3)且抗拉強度等數值偏低。方案4試樣拉伸后的試樣,焊接處結合性良好(見圖4)。針對方案4參數進行40根試樣的驗證試驗:拉伸試樣均斷裂位置位于Q235重型H型鋼母材,焊接接頭力學性能滿足使用要求。
隨后繼續加大頂鍛時間測試發現隨著熱感應區增大會導致試樣拉伸試樣的抗拉強度數值偏低[5]。以此得出方案4的頂鍛時間較為符合Z向拉伸試驗要求,保證了重型H型鋼的Z向拉伸試驗。
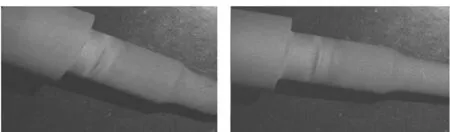
圖3 拉伸試驗酸洗形貌 圖4 拉伸試驗后酸洗形貌
3 結 論
(1) 通過試驗得出,摩擦焊接時,時間與壓力給的太小會使焊接接頭不穩定,出現焊縫,不能滿足制樣要求。
(2) 時間和壓力給的過大會導致熱感應區增大從而使內部結構不穩定導致抗拉強度數值出現偏低。
(3) 此次試驗通過摩擦焊技術制備了性能優良的Q235重型H型鋼焊接接頭,焊接面結合性良好,拉伸試樣均斷裂位置位于Q235重型H型鋼母材,焊接接頭力學性能滿足使用要求。
