長(zhǎng)圓柱棒料稱重量長(zhǎng)系統(tǒng)設(shè)計(jì)研究 *
2021-05-18 05:33:10王茂盛王全先
機(jī)械研究與應(yīng)用 2021年2期
關(guān)鍵詞:測(cè)量
王茂盛,王全先,劉 遠(yuǎn)
(1.安徽工業(yè)大學(xué) 機(jī)械工程學(xué)院,安徽 馬鞍山 243002; 2.特種重載機(jī)器人安徽省重點(diǎn)實(shí)驗(yàn)室,安徽 馬鞍山 243032)
0 引 言
在工業(yè)生產(chǎn)的測(cè)量環(huán)節(jié),需要對(duì)一些產(chǎn)品進(jìn)行長(zhǎng)度測(cè)量和質(zhì)量稱重。測(cè)量方式有離線測(cè)量和在線測(cè)量,相比較于離線測(cè)量,在線測(cè)量具有作業(yè)時(shí)間短、強(qiáng)度低、效率高等優(yōu)點(diǎn),同時(shí)還能將所測(cè)得的數(shù)據(jù)結(jié)果傳輸?shù)狡髽I(yè)的制造業(yè)信息化系統(tǒng)中,有利于工作人員隨時(shí)核對(duì)產(chǎn)品的生產(chǎn)數(shù)據(jù),從而可以實(shí)現(xiàn)生產(chǎn)過程的自動(dòng)化、信息化,進(jìn)而提高企業(yè)生產(chǎn)的效率[1-2]。為了確保在產(chǎn)品的稱重與測(cè)長(zhǎng)環(huán)節(jié)中所提供的數(shù)據(jù)準(zhǔn)確性高[3],在此次測(cè)量方案中,采用了非接觸式測(cè)量中的激光測(cè)距技術(shù)和電子稱重技術(shù),以保證足夠的測(cè)量精度,減少人工測(cè)量所帶來的較大誤差干擾。
目前在長(zhǎng)圓柱棒料的稱重量長(zhǎng)裝置的研發(fā)上,國(guó)內(nèi)有運(yùn)用輥道運(yùn)輸棒料,采用液壓連桿升降機(jī)構(gòu)[4-5]將棒料頂起稱重,但該裝置只是針對(duì)棒料的稱重,缺乏長(zhǎng)度測(cè)量,而且對(duì)輥道下方的空間要求比較高。也有一些裝置將稱重與量長(zhǎng)分為兩個(gè)工位,即先完成對(duì)棒料的長(zhǎng)度測(cè)量,接著將棒料運(yùn)輸?shù)椒Q重工位進(jìn)行稱重[6-7],這樣在測(cè)量效率上比較低下。此文筆者通過對(duì)測(cè)量系統(tǒng)功能要求的分析,得出長(zhǎng)圓柱棒料稱重量長(zhǎng)的機(jī)械系統(tǒng)與測(cè)量原理,設(shè)計(jì)出稱重量長(zhǎng)裝置,并對(duì)長(zhǎng)度測(cè)量系統(tǒng)進(jìn)行標(biāo)定,使得棒料的長(zhǎng)度測(cè)量誤差達(dá)到企業(yè)要求的小于3 mm,解決了企業(yè)的實(shí)際生產(chǎn)需求。
1 測(cè)量系統(tǒng)功能要求
1.1 測(cè)量系統(tǒng)應(yīng)用范圍
長(zhǎng)圓柱棒料的直徑φ380~φ450 mm;長(zhǎng)度2 000~7 000 mm;最大稱重質(zhì)量:7 t。
1.2 測(cè)量系統(tǒng)技術(shù)功能要求
長(zhǎng)圓柱棒料稱重量長(zhǎng)的自動(dòng)實(shí)現(xiàn);稱重量長(zhǎng)系統(tǒng)測(cè)量誤差為:質(zhì)量(鋼)≤50 kg,長(zhǎng)度≤3 mm;稱重量長(zhǎng)系統(tǒng)具有從露天跨到鋸切車間的傳送功能;連續(xù)稱重量長(zhǎng)3 min/根;稱重量長(zhǎng)控制系統(tǒng)能控制全部輥道和測(cè)量裝置;測(cè)量系統(tǒng)的數(shù)據(jù)能存盤并將所測(cè)得的數(shù)據(jù)傳輸?shù)組ES系統(tǒng)。
2 長(zhǎng)圓柱棒料稱重量長(zhǎng)系統(tǒng)設(shè)計(jì)
2.1 總系統(tǒng)
長(zhǎng)圓柱棒料的稱重量長(zhǎng)系統(tǒng)由機(jī)械系統(tǒng)、通信模塊、電子元件、控制系統(tǒng)、顯示終端等組成,如圖1所示。

圖1 稱重量長(zhǎng)系統(tǒng)框圖
該稱重量長(zhǎng)系統(tǒng)需要控制的電機(jī)信號(hào)及傳感器信號(hào)較多,利用PLC接受激光傳感器、接近/光電開關(guān)、稱重模塊等傳感器的信號(hào)。將接收到的信號(hào)經(jīng)過CPU處理和判斷,然后由CPU控制液壓缸、減速機(jī)組等運(yùn)動(dòng)。圖中的HMI通過TCP/IP與CPU和本地?cái)?shù)據(jù)庫SQL SERVER進(jìn)行通訊,實(shí)現(xiàn)現(xiàn)場(chǎng)設(shè)備的實(shí)時(shí)監(jiān)控和操作員命令的下達(dá)。本地?cái)?shù)據(jù)庫與MES服務(wù)器通過SQL SERVER JOB功能,完成計(jì)劃的下達(dá)和完成計(jì)劃的回傳。
2.2 機(jī)械系統(tǒng)與測(cè)量原理
長(zhǎng)圓柱棒料的稱重量長(zhǎng)的機(jī)械系統(tǒng)示意圖如圖2所示,由露天跨輥道2、激光測(cè)距傳感器3、稱重裝置4、中間輥道5、鋸切跨輥道6等組成。該測(cè)量裝置將激光測(cè)距技術(shù)和稱重技術(shù)設(shè)計(jì)在一個(gè)工位上,使得在對(duì)圓柱棒料進(jìn)行稱重的同時(shí)也能夠完成長(zhǎng)度的測(cè)量,有效地縮短了圓柱棒料在稱重和量長(zhǎng)工序上所花費(fèi)的時(shí)間。在每個(gè)輥道組之間分別安裝光電開關(guān),能夠?qū)﹂L(zhǎng)圓柱棒料在輥道上實(shí)現(xiàn)送料、測(cè)長(zhǎng)和稱重的自動(dòng)定位控制。通過PLC接受信號(hào),由CPU控制液壓缸、驅(qū)動(dòng)輥道運(yùn)行的減速電機(jī)組的工作。
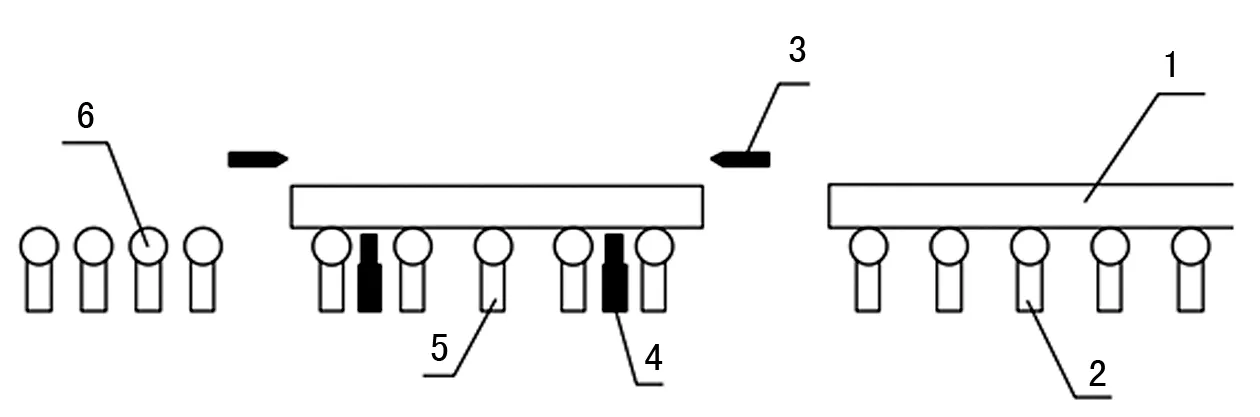
圖2 稱重量長(zhǎng)系統(tǒng)示意圖1.棒料 2.露天跨輥道 3.激光測(cè)距傳感器 4.稱重裝置 5.中間輥道 6.鋸切跨輥道
工作運(yùn)行基本原理及過程為:棒料1經(jīng)由吊車在露天吊到露天跨輥道2上,由露天跨輥道2將棒料1運(yùn)輸至測(cè)量區(qū)域。當(dāng)接受到光電開關(guān)信號(hào)時(shí),系統(tǒng)控制中間輥道5停止,待棒料1穩(wěn)定后,啟動(dòng)稱重和測(cè)長(zhǎng)系統(tǒng),稱重裝置4中的液壓缸伸出,由稱重裝置4采集長(zhǎng)圓柱棒料的質(zhì)量,同時(shí)由兩個(gè)對(duì)向布置的激光測(cè)距傳感器3測(cè)出激光器到棒料1前后兩個(gè)端面的距離再經(jīng)標(biāo)定值計(jì)算出棒料長(zhǎng)度,最后將采集得到的數(shù)據(jù)傳輸?shù)組ES系統(tǒng)中。測(cè)量完畢,液壓缸下降并將棒料1放置在中間輥道5上,輥道繼續(xù)工作將棒料運(yùn)輸至鋸切跨輥道6。重復(fù)上述操作則可以實(shí)現(xiàn)后續(xù)棒料的稱重與長(zhǎng)度測(cè)量。
3 圓柱棒料稱重量長(zhǎng)裝置的設(shè)計(jì)
3.1 圓柱棒料稱重量長(zhǎng)的機(jī)構(gòu)設(shè)計(jì)
如圖3所示,長(zhǎng)圓柱棒料的稱重量長(zhǎng)裝置包括稱重、量長(zhǎng)、輥道運(yùn)輸三大部分,由輥道、液壓缸、激光測(cè)距傳感器、稱重模塊、光電開關(guān)、接近開關(guān)等組成。液壓缸安裝在輥道下方,分別與上方所處的中間輥道錯(cuò)位布置。在被測(cè)棒料的上方,相向安裝兩個(gè)激光測(cè)距傳感器,能夠滿足對(duì)棒料進(jìn)行長(zhǎng)度測(cè)量的同時(shí)也能稱重。
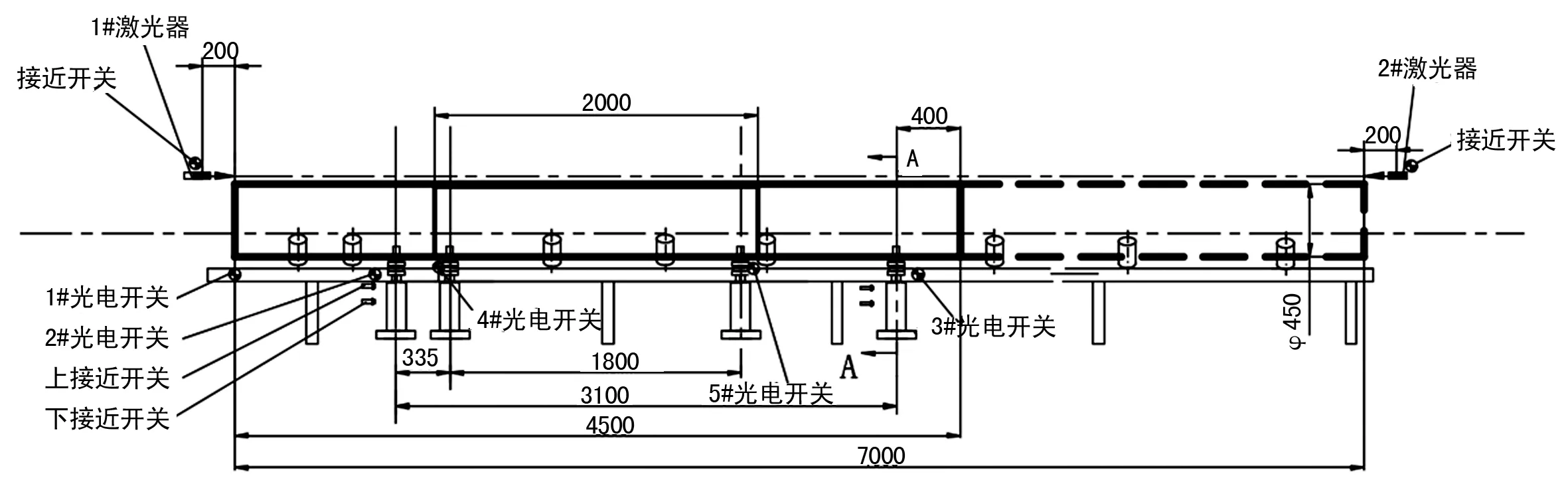
圖3 稱重量長(zhǎng)裝置示意圖
為了便于測(cè)量不同長(zhǎng)度的圓柱棒料的質(zhì)量及長(zhǎng)度,設(shè)計(jì)兩組稱重裝置,每組四個(gè)稱重模塊,其中相距3 100 m的兩個(gè)稱重裝置用來測(cè)量4.5~7 m(圖中實(shí)線和虛線部分)的圓柱棒料的質(zhì)量,當(dāng)測(cè)量4.5 m以上的圓柱棒料時(shí),全部由圖中所示的1#光電開關(guān)定位,在稱重前由2、3號(hào)光電開關(guān)判斷相應(yīng)的兩個(gè)油缸上方的輥道處是否有棒料。相距1 800 m的稱重裝置測(cè)量2~4.5 m的圓柱棒料的質(zhì)量(圖中實(shí)線部分),當(dāng)測(cè)量2~4.5 m的圓柱棒料時(shí),需要人工進(jìn)行確定位置,此時(shí)在稱重前由4、5號(hào)光電開關(guān)確認(rèn)對(duì)應(yīng)的液壓缸上方是否有棒料。每個(gè)液壓缸外側(cè)分別設(shè)置一個(gè)光電開關(guān),用來判斷中間輥道上是否有圓柱棒料,如果液壓缸上方的輥道上沒有圓柱棒料,則液壓缸不頂伸。另外再設(shè)置兩個(gè)上下接近開關(guān),用來確定液壓缸的頂伸位置。
當(dāng)圓柱棒料從右往左移動(dòng)到中間輥道,1#光電開關(guān)有信號(hào)時(shí),同時(shí)液壓缸對(duì)應(yīng)的光電開關(guān)2#和3#,或者4#和5#有信號(hào)時(shí),即液壓缸上方有圓柱棒料,則相對(duì)應(yīng)的兩個(gè)液壓缸同時(shí)升起將圓柱棒料平穩(wěn)地頂起,當(dāng)?shù)竭_(dá)上接近開關(guān)時(shí),棒料將位于兩個(gè)激光測(cè)距傳感器之間,上接近開關(guān)有信號(hào)后,由安裝在兩邊的1#和2#激光測(cè)距傳感器開始測(cè)量棒料的長(zhǎng)度,與此同時(shí)棒料底部的稱重模塊測(cè)得棒料的質(zhì)量。測(cè)量完畢后,液壓缸復(fù)位,當(dāng)液壓缸下降至下接近開關(guān)時(shí)有信號(hào),輥道電機(jī)組開始工作,啟動(dòng)中間輥道,將圓柱棒料運(yùn)輸至下一鋸切工位。
3.2 圓柱棒料的稱重裝置
稱重裝置如圖4所示。
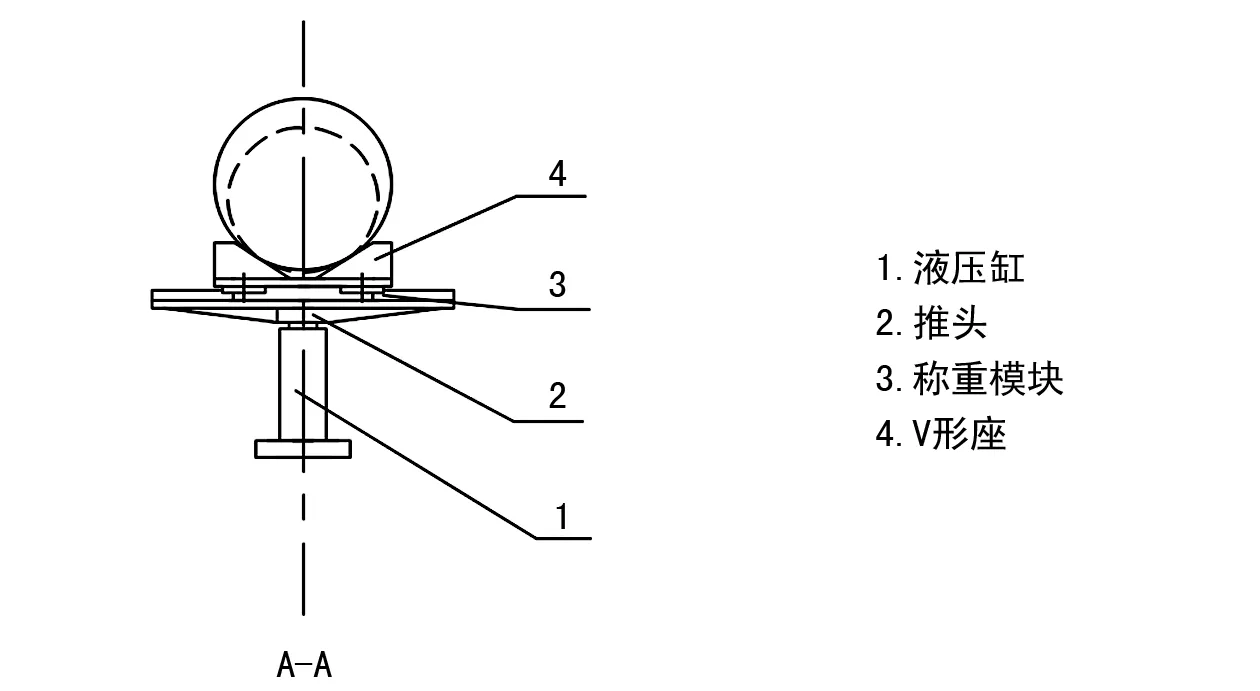
圖4 稱重裝置示意圖
即圖3中A-A處的剖面圖,由液壓缸1、推頭2、稱重模塊3、V形座4等組成。在非稱重狀態(tài)時(shí),液壓缸1處于縮進(jìn)狀態(tài),位于運(yùn)輸輥道的下方。稱重裝置與輥道的輥?zhàn)渝e(cuò)位布置,液壓缸1可安裝在中間輥道下方的水泥基礎(chǔ)上,推頭2安裝在液壓缸1活塞桿頭部上,在每個(gè)推頭2上對(duì)稱安裝兩個(gè)稱重模塊3,一套稱重裝置有四個(gè)稱重模塊,其中一個(gè)固定式、一個(gè)半浮動(dòng)式、兩個(gè)浮動(dòng)式,這樣可以確保稱重系統(tǒng)在受到外界影響而產(chǎn)生位移時(shí),作用在傳感器上的受力點(diǎn)不變,保證測(cè)量精度以及良好的穩(wěn)定性,又可以防止因安裝問題而造成的相應(yīng)誤差[8]。V形座4安裝在兩個(gè)稱重模塊上,被測(cè)圓柱棒料直接落在兩個(gè)V形座4的接觸面上。
在稱重過程時(shí)通過液壓缸1推動(dòng)推頭2和V型座4上升,將長(zhǎng)圓柱棒料頂起,由圖示中的V形座4將圓柱棒料的質(zhì)量傳遞到底部的兩個(gè)稱重模塊上,即可測(cè)得圓柱棒料的質(zhì)量,進(jìn)而完成對(duì)長(zhǎng)圓柱棒料的稱重。測(cè)量完畢,液壓缸1復(fù)位,將棒料放在中間輥道上。系統(tǒng)發(fā)出信號(hào),中間輥道開始工作將棒料送至下一工位。
稱重模塊選用SBT-FW型傳感器,采用合金鋼結(jié)構(gòu),可直接安裝在地上或者基礎(chǔ)結(jié)構(gòu)上,該稱重模塊的安全載荷可達(dá)150%,工作溫度范圍-10~70 ℃,具有高靈敏度2.0 mV/V,輸入阻抗387 Ω±20 Ω。稱重模塊采用如圖5所示的矩形布置,稱重模塊3安裝在V形座4和推頭2的中間,所以被測(cè)棒料的質(zhì)量為稱重模塊3測(cè)得的數(shù)值減去V形座4自身的質(zhì)量。該稱重裝置的精度取決于稱重模塊本身的精度,以及四個(gè)稱重模塊在安裝時(shí)出現(xiàn)的位置偏差。當(dāng)四個(gè)稱重模塊不處在同一水平高度時(shí),會(huì)導(dǎo)致在稱重過程中棒料的質(zhì)量無法均勻的落在四個(gè)稱重模塊上[9]。上述的兩個(gè)原因都將會(huì)導(dǎo)致棒料在稱重時(shí)產(chǎn)生相應(yīng)的誤差。
圖5 稱重模塊布置形式
3.3 圓柱棒料的量長(zhǎng)機(jī)構(gòu)
量長(zhǎng)裝置示意圖如圖6所示。
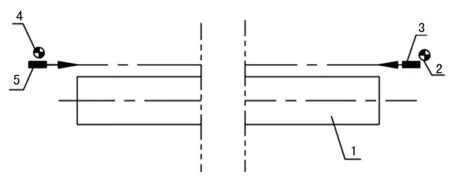
圖6 量長(zhǎng)裝置示意圖1.棒料 2. 2#接近開關(guān) 3. 2#激光器 4. 1#接近開關(guān) 5. 1#激光器
在被測(cè)圓柱棒料1的上方,高于長(zhǎng)圓柱棒料上母線50 mm處,相向安裝兩個(gè)相距7.4 m的1#和2#激光測(cè)距傳感器(以下簡(jiǎn)稱激光器)。為了保證圓柱棒料1的長(zhǎng)度測(cè)量精度,降低在測(cè)量過程中產(chǎn)生的誤差,在激光器的桿件頭部設(shè)計(jì)安裝兩自由度角度調(diào)整機(jī)構(gòu),通過該調(diào)整機(jī)構(gòu)的協(xié)調(diào)旋轉(zhuǎn),可以使得2個(gè)激光器3和激光器5所發(fā)射出的激光線能夠保持在同一直線上,并且盡量垂直于圓柱棒料1的端面。另外在每個(gè)激光器處分別設(shè)置一個(gè)接近開關(guān)2和4,防止被測(cè)圓柱棒料1撞到激光器3。
3.4 長(zhǎng)度測(cè)量原理及標(biāo)定
長(zhǎng)圓柱棒料的長(zhǎng)度測(cè)量原理如圖7所示,由一對(duì)激光測(cè)距傳感器實(shí)現(xiàn),通過2個(gè)傳感器相向發(fā)出的激光線,分別測(cè)出2個(gè)激光測(cè)距傳感器到棒料端面之間的距離,分別為h1,h2。則長(zhǎng)圓柱棒料的長(zhǎng)度H為:
H=(T-h1-h2)·cosθ
(1)
式中:θ為長(zhǎng)圓柱棒料的軸線與激光線之間的夾角,由于長(zhǎng)圓柱棒料軸線相對(duì)于激光器之間存在歪斜而產(chǎn)生;T為兩個(gè)激光測(cè)距傳感器之間的距離。
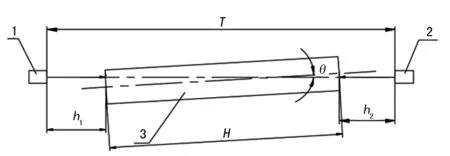
圖7 長(zhǎng)度測(cè)量原理圖1. 1#激光器 2. 2#激光器 3.棒料
為了能夠標(biāo)定測(cè)量過程中的θ角和激光器之間的距離T,在正式測(cè)量前,先利用兩根已知長(zhǎng)度H1和H2的長(zhǎng)圓柱棒料分別放在測(cè)量裝置上,采用上述測(cè)量方法,2個(gè)激光測(cè)距傳感器分別測(cè)出激光器到長(zhǎng)圓柱棒料的端面的距離為h11,h12和h21,h22,則:
(2)
由公式(1)可得,2個(gè)激光測(cè)距傳感器之間的距離T為:
(3)
根據(jù)公式(2)先對(duì)測(cè)量過程中存在的θ角進(jìn)行標(biāo)定,計(jì)算出該角度值,接著利用公式(3)計(jì)算出2個(gè)激光測(cè)距傳感器之間的距離T,最后利用公式(1)則可以進(jìn)行某長(zhǎng)圓柱棒料長(zhǎng)度的實(shí)測(cè)。
3.5 長(zhǎng)度測(cè)量三維仿真
根據(jù)上述測(cè)量方法,在Creo4.0虛擬空間中建立測(cè)量模型。模擬激光器在測(cè)量時(shí)發(fā)出的激光線如圖8所示,激光線與棒料軸線的夾角為θ。
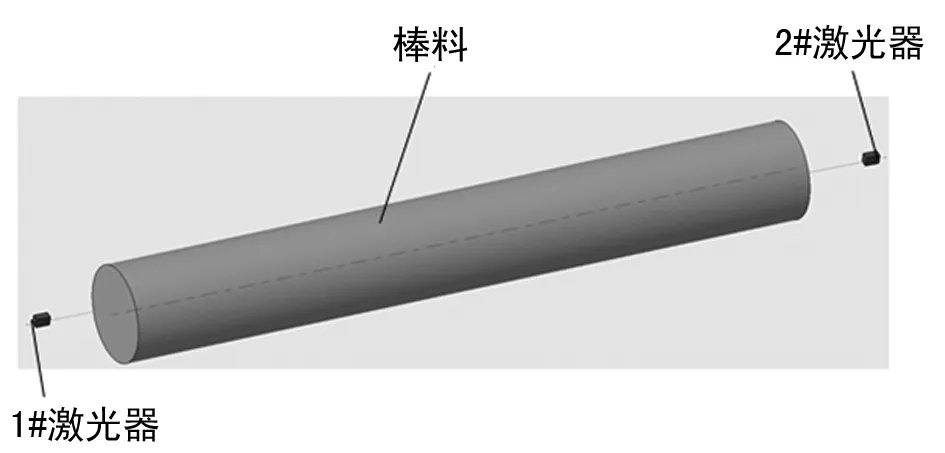
圖8 仿真測(cè)量模型
將已知長(zhǎng)度h1為4 658 mm的棒料放入測(cè)量裝置,啟動(dòng)測(cè)量系統(tǒng),2個(gè)激光測(cè)距傳感器同時(shí)開始測(cè)量,分別得到h11=1 715.88 mm,h12=1 424.52 mm。同理,將另一根已知長(zhǎng)度為h2為5 678 mm的棒料放入測(cè)量裝置,分別得到h21=1 116.39 mm,h22=1 003.66 mm。
根據(jù)公式(2)計(jì)算出:
再根據(jù)公式(3)計(jì)算出兩個(gè)激光器之間的距離:
而在Creo的虛擬空間中測(cè)得θ=1°30′36″,由此可得cosθ≈0.999 7。由上述計(jì)算可知,采用該方法標(biāo)定cosθ具有可行性。
在標(biāo)定激光器之間的距離以及激光線與棒料軸線的θ后,開始仿真測(cè)量。將待測(cè)的長(zhǎng)圓柱棒料放入測(cè)量裝置中,依據(jù)上述步驟,得到兩個(gè)讀數(shù)h1=1 834.43 mm、h2=1 684.30 mm,根據(jù)公式(1)計(jì)算待測(cè)長(zhǎng)圓柱棒料的長(zhǎng)度為4 279.603 mm,在三維虛擬空間中,測(cè)量出該棒料的長(zhǎng)度為4 279.809 mm,用本非接觸式激光測(cè)量方法測(cè)量的誤差為0.206 mm,達(dá)到企業(yè)小于的3 mm要求。
在該非接觸式激光測(cè)量方法中,采用的激光測(cè)距傳感器的型號(hào)為YF-YJA10,該激光器的測(cè)量精度為0.5 mm,重復(fù)精度為0.5 mm。測(cè)量系統(tǒng)經(jīng)標(biāo)定后,再經(jīng)過上述的三維仿真測(cè)試驗(yàn)證其實(shí)際總測(cè)量誤差小于3 mm。
4 結(jié) 語
構(gòu)建的一種針對(duì)長(zhǎng)圓柱棒料的運(yùn)輸和自動(dòng)稱重量長(zhǎng)相結(jié)合的系統(tǒng)裝置,由硬件系統(tǒng)和軟件系統(tǒng)組成,能夠?qū)﹂L(zhǎng)圓柱棒料進(jìn)行連續(xù)在線的測(cè)長(zhǎng)與稱重,并且將所測(cè)得的數(shù)據(jù)結(jié)果傳輸?shù)叫畔⒒圃霱ES系統(tǒng)中,實(shí)現(xiàn)企業(yè)生產(chǎn)的信息化。
采用激光測(cè)距技術(shù)和電子稱重技術(shù),降低人工測(cè)量過程中產(chǎn)生的偏差。通過將2根已知長(zhǎng)度棒料的長(zhǎng)度棒料的放入該測(cè)量系統(tǒng)中進(jìn)行標(biāo)定,可以消除激光線與棒料軸線之間夾角帶來的測(cè)量誤差,同時(shí)又能準(zhǔn)確標(biāo)定2個(gè)激光器之間的距離。此測(cè)量系統(tǒng)中的長(zhǎng)度測(cè)量誤差取決于激光器本身的測(cè)量精度,以及液壓缸頂伸時(shí)的升程誤差。針對(duì)液壓缸的升程誤差,在工作一段時(shí)間后,需要重新對(duì)測(cè)量系統(tǒng)進(jìn)行標(biāo)定,確保測(cè)量精度可達(dá)到企業(yè)要求的小于3 mm。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
