微觀組織和織構對 H65黃銅帶材折彎性能的影響
2021-05-24 22:01:55莫永達張嘉凝白依可王云鵬王虎婁花芬
有色金屬材料與工程 2021年6期
莫永達 張嘉凝 白依可 王云鵬 王虎 婁花芬
摘要:電子產品關鍵部件小型化對黃銅合金帶材折彎性能提出了更高的要求。研究了微觀組織和織構對 H65黃銅帶材折彎性能的影響規律和影響機制。結果表明:帶材平行于軋向折彎較垂直于軋向折彎更易于產生表面褶皺和裂紋,且隨著折彎半徑的減小,折彎性能降低。折彎變形過程中帶材外表面易形成剪切帶,所產生的剪切變形是造成表面褶皺和開裂的主要原因。微觀組織不均勻、較強的 Brass 織構易導致帶材折彎過程中產生剪切變形,造成帶材折彎性能下降。通過調控熱處理工藝來調整帶材織構,減少或抑制剪切帶的產生,能夠提升帶材的折彎性能。
關鍵詞:黃銅帶材;折彎性能;微觀組織;織構
中圖分類號: TG 146.4???? 文獻標志碼: A
Effects of Microstructure and Texture on Bending Properties of H65 Brass Sheet
MO Yongda1,2, ZHANG Jianing1,2, BAI Yike1,2, WANG Yunpeng1,2, WANG Hu1,2, LOU Huafen1,2
(1. China Copper Institute ofEngineering and Technology, Beijing 102209, China;2. Kunming Metallurgical ResearchInstitute Co., Ltd., Beijing Branch, Beijing 102209, China)
Abstract: The miniaturization of electronic products key components puts forward higher requirements for the bending properties of brass alloy strip. The effects of microstructure and texture on the bending properties of H65 sheet strip were studied. The results show that the bending parallel to the rolling direction is easier to produce surface wrinkle and cracks compared with the bending perpendicular to the rolling? direction,? and the bending properties? decreases with the? decrease? of bending radius. In the process of bending deformation, shear bands are easy to form on the outer surface of the sheet, and the resulting? shear? deformation? is? the? main? cause? of? surface? wrinkles? and? cracks. The? non-uniform microstructure and strong brass texture are easy to cause shear deformation, resulting in the decline of sheet bending performance. It can improve the bending properties of the sheet by adjusting the heat treatmen process parameters to adjusting the sheet texture and reducing or inhibiting the generation of shear bands.
Keywords: brass sheet; bending properties ; microstructure ; texture
隨著通信、汽車和電氣行業的不斷發展,對連接器用銅帶材也提出了更高的要求[1-2]。如電線束接插件產品,要求所用銅帶材同時兼顧沖壓時的塑性、插拔時的強度和彈性要求。此外,隨著接插件產品往小型化和輕質化方向發展,客戶對銅帶產品的彎曲條件也更加嚴格[3-4]。連接器用銅帶材一般為錫磷青銅帶和 H65黃銅帶材,出于成本考慮,近年來連接器用高性能低成本黃銅帶材已成為重要的發展趨勢。常規的黃銅帶材雖然滿足高抗拉強度和高伸長率指標,但其折彎性能仍存在較大的提升空間[5]。因此,有必要對黃銅帶材折彎性能的影響規律和影響機制開展研究,在此基礎上提出改善黃銅帶材折彎性能的控制建議。
黃銅合金具有較低的層錯能,在加工變形時易產生形變孿晶和剪切帶等變形組織[6-9]。由于形變孿晶具有取向依賴性[10-11],隨機取向的等軸晶組織各晶粒內部產生形變孿晶的幾率和數量不同,導致各晶粒之間產生顯著的不均勻變形。大變形量加工時,剪切應變主要集中在剪切帶區域[12-13],同樣使合金內部產生明顯的不均勻變形,剪切帶成為裂紋形核區域[14]。這些材料內部的不均勻變形受材料組織狀態和織構的顯著影響,導致合金的加工性能顯著降低[15]。基于對黃銅合金塑性變形機制的認識,本文重點從微觀組織和織構的角度,分析兩類因素對黃銅帶材折彎性能的影響,進而提出黃銅帶材折彎性能調控的相關措施,為高性能黃銅帶材的生產提供理論指導。
1 試驗材料及分析方法
以商業化銷售的 H65黃銅帶材為原材料,帶材初始狀態為 H08,厚度為2.4 mm,抗拉強度為753 MPa,伸長率為7.2%,維氏硬度為216。通過控制熱處理條件獲取具有不同微觀組織和性能的試樣,根據相關資料[16]確定在300、350、400、450℃條件下對帶材退火1 h,可獲得不同性能的試樣。
熱處理后的試樣經線切割取樣和機械打磨拋光后,用5%FeCl3無水乙醇溶液進行金相浸蝕,采用 Carl Zeiss ScopeA1金相顯微鏡觀察顯微組織。電子背向散射衍射(electron back-scattered diffraction, EBSD)試樣用成分為100 mL? H3PO4+100 mL? C2H5OH+50 mL CH3CH2CH2OH+250 mL H2O 的混合溶液進行電解拋光,采用 JSM-7800F場發射掃描電子顯微鏡( scanning electron microscope,SEM)的EBSD 系統和牛津全自動晶體取向數據采集系統 Channel 5軟件對試樣的微觀組織進行分析,試樣界面取向差統計采用步長0.5μm 進行掃描。采用Empyream型 X 射線衍射儀(X-ray diffractometer, XRD)對試樣的織構進行測定。分別沿帶材的軋向(rolling direction, RD,為試樣拉伸方向與軋制方向平行)、橫向(transverse direction, TD,為試樣拉伸方向與軋制方向垂直)切取力學性能測試試樣和折彎試樣。按照 GB/T228—2010標準對帶材試樣的力學性能進行測試,在 MTS-810萬能材料試驗機上進行室溫單向拉伸變形試驗,應變速率為10?3 s?1,每組拉伸試樣共3個,力學性能測試結果取其平均值。試樣的折彎變形試驗參考 GB/T232—2010標準開展,試樣尺寸為50 mm×20 mm,試樣長度方向分別為沿帶材 RD 和 TD,相應的折彎方向分別為垂直 RD(good way, GW)和平行 RD(bad way, BW)。
2 試驗結果
2.1 室溫拉伸試驗結果
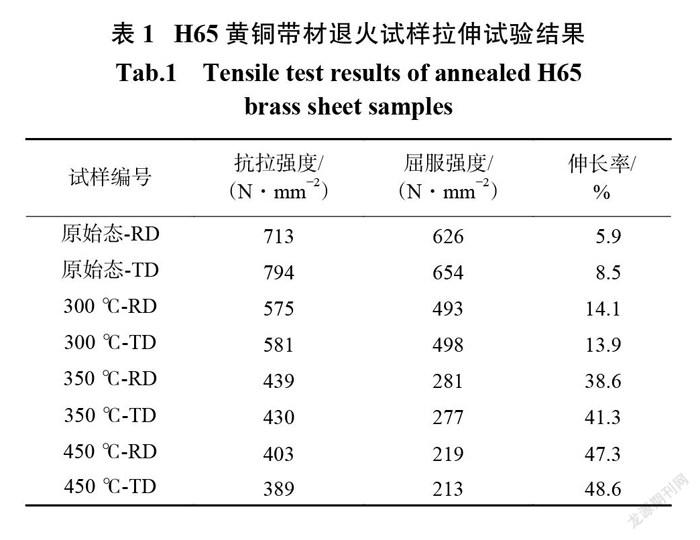
不同條件退火處理 H65黃銅帶材試樣的力學性能如表1所示。從表1中可以看出,同一退火溫度處理的試樣, TD 試樣的強度低于 RD試樣的,而斷后伸長率高于 TD試樣的。
2.2 試樣的顯微組織
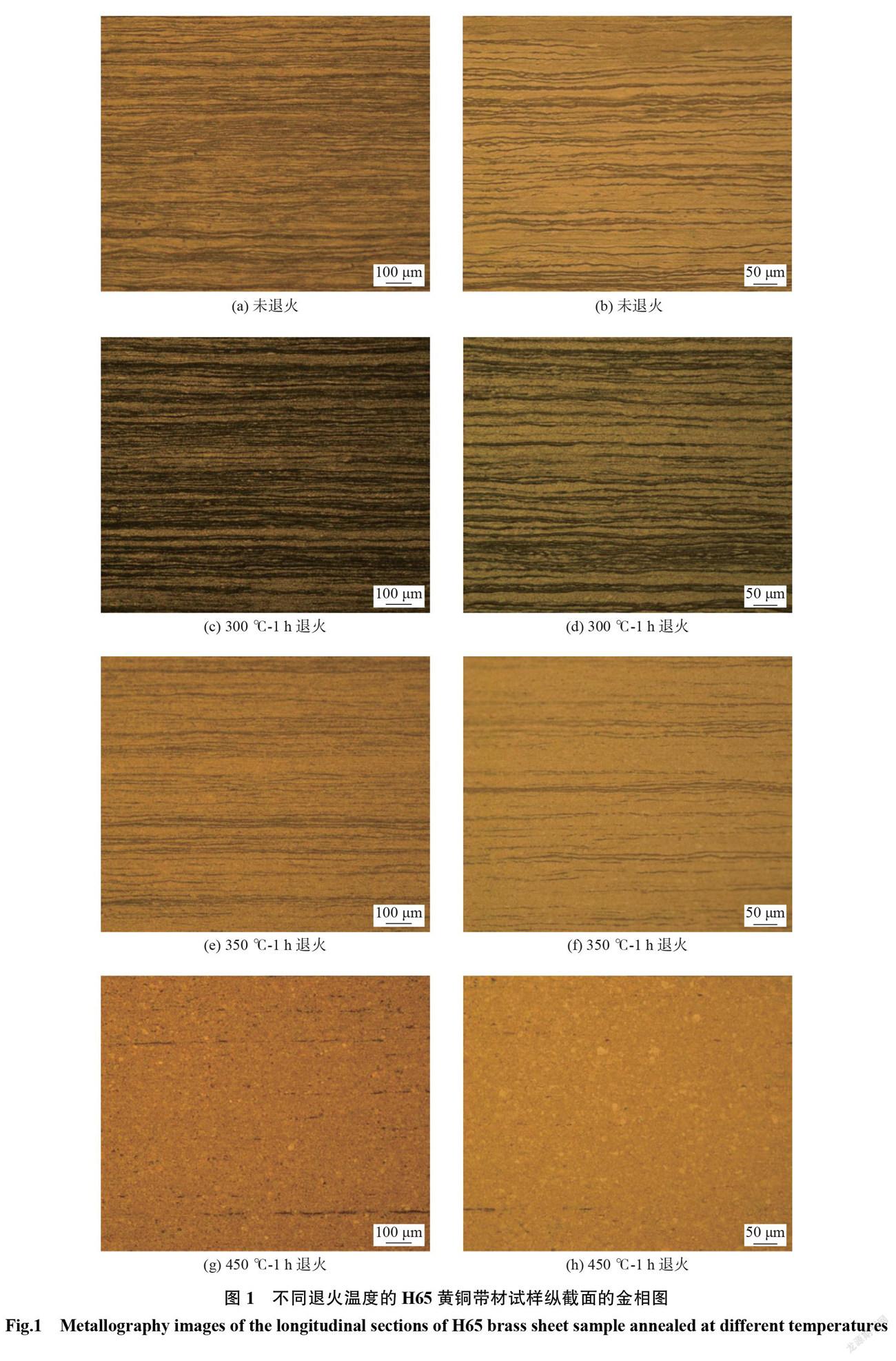
熱處理后, H65黃銅帶材試樣縱截面金相組織如圖1所示。從圖1中可以看出,未退火試樣內部主要為纖維狀變形組織;300℃退火后,微觀組織與未退火試樣的相比變化不大;350℃退火后,試樣中纖維狀變形組織減少,部分區域出現細小的再結晶晶粒;450℃退火后,試樣中大部分為再結晶組織,平均晶粒尺寸約為4μm。
2.3 試樣折彎試驗結果
根據 GB/T 232—2010標準,使用三點彎曲法對不同狀態的 H65黃銅帶材試樣進行180°折彎試驗,選擇折彎壓頭半徑分別為0.7、1.0、2.5 mm。部分折彎試樣外表面宏觀形貌如圖 2所示。從圖 2中可以看出,隨著退火溫度的升高,試樣抗折彎能力增強。折彎試驗結果如表 2所示。
結合表 2和圖 2可以看出,在相同退火溫度和折彎半徑條件下,試樣沿 BW方向折彎,其折彎外表面形貌變化較為劇烈,易出現裂紋或褶皺。圖3詳細對比了試樣沿 BW、GW 方向折彎后的外表面形貌。從圖3中可以看出, 300℃退火處理試樣沿 BW 方向折彎后表面出現連續貫穿裂紋,沿 GW 方向折彎表面出現斷續分布的裂紋;350℃退火試樣沿 BW 方向折彎表面出現明顯褶皺,而沿 GW 方向折彎后試樣表面仍保持光滑狀態。此外,較高退火溫度處理的試樣其折彎后保持較好的外表面形貌,350℃退火試樣無論沿 GW 方向或 BW 方向折彎均未出現裂紋。說明350℃退火試樣的折彎性能優于300℃退火試樣的。
圖4為 H65黃銅帶材試樣350℃退火后,在不同折彎半徑條件下,沿 BW方向折彎試樣外表面的形貌。從圖4中可以看出,隨著折彎半徑的減小,試樣表面出現褶皺的數量增加。
3 分析與討論
(1)試樣折彎處微觀形貌分析
圖 5為沿不同方向、不同折彎半徑條件下, H65 黃銅帶材試樣折彎后的截面微觀組織。從圖 5中可以看出,300℃沿 BW方向折彎試樣發生嚴重開裂,幾乎貫穿整個厚度;而沿 GW 方向開裂程度較小,這與圖 3中的形貌觀察結果相一致。當折彎半徑增大至1.0 mm 時,試樣未出現開裂現象。對圖 5中局部區域進行放大,可以發現斷口開裂方向與變形流線(或帶材表面切線)之間的角度約為45°;折彎半徑為1.0 mm 時,試樣內部出現的局部剪切變形形成了剪切帶,剪切帶與變形流線(或帶材表面切線)之間的角度同樣約為45°。表明試樣折彎開裂行為與試樣內部的剪切帶形成存在一定關聯性。
對 H65黃銅帶材試樣(300℃-GW,折彎半徑1.0 mm)折彎處截面微觀組織進行放大觀察,如圖 5(e)所示,可以觀察到,靠近試樣外表面處形成了大量的微剪切帶,且有相交跡象;剪切帶相交于試樣外表面處出現下凹現象,與圖4中試樣表面褶皺相對應。由此可見,試樣折彎過程中形成的外表面褶皺或裂紋(見圖5)與試樣內部的剪切帶密切相關。相關文獻表明,材料內部剪切帶的形成與材料原始組織、織構等因素有關。為此,本研究對不同條件處理的 H65黃銅帶材試樣微觀組織和織構做了進一步分析。
(2)微觀組織對折彎性能的影響
H65黃銅帶材試樣經300、350、450℃退火1 h 后,內部微觀組織(EBSD菊池帶襯度圖)如圖6所示,相應試樣經折彎后(BW,折彎半徑0.7 mm)的外表面形貌見圖 6上部照片。 EBSD 菊池帶襯度圖顏色深淺反映了試樣內部晶格畸變情況,顏色越深表明晶格畸變越嚴重。300℃退火后試樣大部分區域發生了再結晶,平均晶粒尺寸約為3.4μm,但內部仍存在晶格畸變嚴重的條帶狀組織,如圖6(a)方框區域所示。350℃退火后,試樣局部存在條帶狀組織,表明仍有部分變形組織殘留。450℃退火后,試樣內部為等軸晶組織,平均晶粒尺寸約為4.0μm,未觀察到條帶狀變形組織,表明試樣微觀組織較均勻。
根據相關文獻[13,17],黃銅合金材料內部存在的不均勻組織或晶格畸變嚴重的組織,變形過程中易在該處產生較大的應力集中,并發展成為剪切帶組織。結合圖5(e)觀察到的現象,當不同取向的剪切帶在試樣表面相交,形成交叉的剪切帶組織,則在相交處進一步產生應力集中,使試樣局部發生變形失穩,產生褶皺,如圖 6(b)所示;如果應力集中程度超過材料的變形極限,則可能導致微裂紋的產生和試樣開裂,如圖6(a)所示。以上結果表明,帶材內部的不均勻微觀組織是折彎變形過程中促使剪切帶形成、相交,并導致褶皺、微裂紋或開裂產生的重要因素。
(3)帶材織構對折彎性能的影響
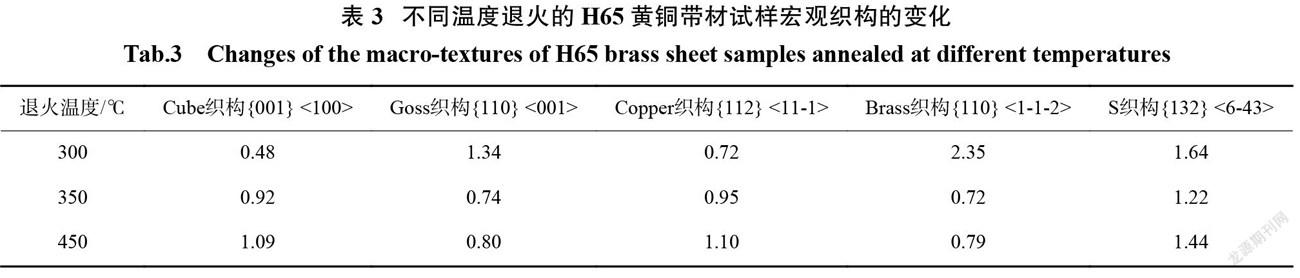
采用 XRD 對退火后的 H65黃銅帶材試樣的織構進行分析。圖7為不同溫度退火處理后試樣的取向分布函數(orientation distribution function, ODF)圖(φ2=45°)。從圖7中可以看出,300℃退火試樣存在強 Brass 織構,織構強度達到2.4。隨著退火溫度的升高,織構組分逐漸轉變為 Copper 織構,且織構強度降低。不同退火溫度試樣的織構組分體積分數如表3所示。300℃退火后,試樣的織構主要為Brass 織構,是典型的低層錯能合金冷軋織構,表明該溫度下退火的試樣仍部分保持軋制狀態組織;退火溫度由300℃升高至450℃,試樣內部 Brass 織構組分顯著降低,Cube 織構和 Copper 織構組分增加。
Kuroda 等[15]采用晶體塑性有限元方法模擬了面心立方金屬在折彎變形過程中的變形行為,分析了織構對折彎變形過程的影響。結果表明,在同一變形量下, S 織構試樣折彎過程中易在外表面產生剪切帶和應力集中; Brass 織構試樣外表面易發生凹陷形成表面褶皺; Copper 織構試樣表面雖然存在一定的應力集中,但表面褶皺程度較小; Goss 織構試樣內外表面應力分布較均勻,未出現明顯的褶皺。結合表3中織構測試結果可知, 300℃退火處理的試樣的織構以 Brass 織構和 S 織構為主,其在折彎變形過程中易在外表面發生應力集中,產生褶皺和裂紋形核,導致圖6(a)所示的試樣開裂;350℃和450℃退火試樣的織構強度較弱,取向接近隨機分布,試樣外表面應力集中程度較弱,能承受較大變形而不出現微裂紋或開裂,如圖6(b)和圖6(c)所示。
(4)H65黃銅帶材試樣折彎性能影響機制
綜合上述分析,可對 H65黃銅帶材試樣的折彎性能影響機制進行解釋,并提出相應的控制建議。從試樣縱截面微觀形貌(見圖5)可以看出,試樣開裂呈現線性特征,且裂紋穿過多個晶粒,同時試樣內部出現了明顯的剪切變形跡象(見圖5d),表明試樣屬于剪切帶開裂而發生失效。剪切帶的產生屬于非均勻變形,是由于位錯滑移大量受阻導致的塑性失穩,此時試樣產生的應變主要集中在剪切帶內部[16]。試樣折彎過程中,外表面受到的拉應力最大,當應力值達到發生失穩變形臨界條件時,剪切帶優先在靠近外表面的區域產生。剪切帶內部發生的切變量較大,導致處于自由表面的外表面出現凹凸不平的現象,也即形成了表面褶皺(見圖5e)。隨著變形量進一步增加,試樣外表面附近形成更多的剪切帶,發生剪切帶相交,相交處產生應力集中,當應力集中達到材料強度極限時則會產生微裂紋,裂紋擴展使試樣發生開裂或斷裂[18]。
影響剪切帶形成的因素包括析出相、溶質原子、層錯能、組織均勻性、織構等[19-20]。析出相和溶質原子在一定程度上會阻礙位錯運動,產生強化,但對于 H65黃銅合金這一溶質原子濃度一定的單相合金,兩者對位錯滑移的影響程度變化不大。層錯能顯著影響合金的變形機制, Cu-Zn 合金屬于典型的低層錯能合金,變形過程中不易發生交滑移,易產生形變孿生,進一步阻礙位錯的運動,導致剪切變形[21]。組織均勻性對剪切帶形成的影響主要體現在試樣內部的應力集中上,即不均勻的組織在變形過程中需要開動更多的滑移系以協調變形,增加了開動位錯滑移的難度、加劇了位錯塞積,導致應力集中和塑性失穩,促使材料內部發生剪切變形。織構也會顯著影響剪切帶的形成,因為不同織構組分的晶粒內部開動滑移系的數量不同[22]。
本研究條件下,試樣的寬度(25 mm)遠大于試樣的厚度(2.4 mm),試樣折彎過程中近似處于平面應變狀態。根據 Kaneko 等[23] 的研究,在平面應變狀態下,沿帶材 BW 方向進行折彎,不同織構試樣發生剪切變形并出現外表面褶皺由易到難的排序為 Brass 織構、Goss 織構、S 織構、Copper 織構和 Cube 織構;沿帶材 GW 方向進行折彎,產生剪切變形并出現外表面褶皺由易到難的排序為 Brass 織構、S 織構、Copper 織構、Goss 織構和 Cube 織構。研究[24]發現, Cube 織構可以顯著抵抗應變局部化或變形失穩,抑制剪切帶的形成,因而具有這一織構的材料沿各個折彎方向均具有較優的折彎性能。可通過合理調控形變熱處理工藝參數調整帶材織構,減少或抑制剪切帶的產生,從而提升或控制 H65黃銅帶材的折彎性能[25]。
4 結論
(1)H65黃銅帶材試樣平行于軋向折彎較垂直于軋向折彎更易于產生表面褶皺和裂紋,且隨著折彎半徑的減小折彎性能降低。
(2)試樣折彎變形過程中易在試樣外表面形成剪切帶,所產生的剪切變形是造成表面褶皺和開裂的主要原因。
(3)微觀組織不均勻、具有較強的 Brass 織構導致試樣折彎變形過程中易于產生剪切帶,造成帶材折彎性能下降。
參考文獻:
[1] 殷婷, 田保紅, 劉玉亮, 等.銅及銅合金加工材熱鍍錫研究進展[J].有色金屬材料與工程, 2019, 40(1):55–60.
[2] 張文芹, 鄭晨飛.銅及銅合金帶材表面質量控制及技術現狀[J].有色金屬材料與工程, 2016, 37(4):125–131.
[3] 王艷麗, 張玉鐘, 申相虎, 等.銅合金材料在插接件中的應用分析[J].汽車電器, 2013(2):37–40.
[4] 劉愛奎, 魯長建, 段廣超.高性能銅合金帶在汽車連接器中的應用[J].銅業工程, 2018(2):13–16.
[5] 易志輝. C2680黃銅帶材彎曲性能的研究[J].銅業工程, 2014(3):5–7.
[6] SAKHAROVA N A, FERNANDES J V, VIEIRA M F.Strain? path? and? work-hardening? behavior? of brass[J]. Materials? Science? and? Engineering:A, 2009, 507(1/2):13–21.
[7] KONKOVA T, MIRONOV S, KORZNIKOV A, et al.Grain? structure? evolution? during? cryogenic? rolling? of alpha brass[J]. Journal of Alloys and Compounds, 2015,629:140–147.
[8] KUMAR N K, ROY B, DAS J. Effect of twin spacing,dislocation density and crystallite size on the strength of nanostructured? α-brass[J].? Journal? of? Alloys? andCompounds, 2015, 618:139–145.
[9] HIRSCH J, L?CKE K, HATHERLY M. Overview No.76: mechanism? of? deformation? and? development? of rolling textures in polycrystalline f. c. c. metals—III. The influence of slip inhomogeneities and twinning[J]. Acta Metallurgica, 1988, 36(11):2905–2927.
[10] CHRISTIAN? J? W,? MAHAJAN? S.? Deformationtwinning[J]. Progress? in? Materials? Science,? 1995, 39(1/2):1–157.
[11] YANG? P,? XIE? Q,? MENG? L,? et? al. Dependence? ofdeformation? twinning? on? grain? orientation? in? a? high manganese? steel[J]. Scripta? Materialia, 2006, 55(7):629–631.
[12] HATHERLY M, MALIN A S. Shear bands in deformedmetals[J]. Scripta Metallurgica, 1984, 18(5):449–454.
[13] DUGGAN B J, HATHERLY M, HUTCHINSON W B,et al. Deformation structures and textures in cold-rolled 70:30 brass[J]. Metal Science, 1978, 12(8):343–351.
[14] ZHANG P, QU S, YANG M X, et al. Varying tensilefracture? mechanisms? of? Cu? and? Cu-Zn? alloys? with reduced? grain? size:? From? necking? to? shearing instability[J]. Materials? Science? and? Engineering:A, 2014, 594:309–320.
[15] KURODA M, TVERGAARD V. Effects of texture onshear band formation in plane strain tension/compression and bending[J]. International Journal of Plasticity, 2007, 23(2):244–272.
[16]田榮璋, 王祝堂.銅合金及其加工手冊[M].長沙:中南大學出版社, 2002.
[17] YEUNG W Y, DUGGAN B J. Flow localization in cold-rolled α-brass[J]. Materials? Science? and? Technology, 1986, 2(6):552–558.
[18] Ragab A R ,? Saleh C A. Evaluation of bendability ofsheet metals using void coalescence models[J]. Materials Science and Engineering A, 2005, 395(1):102–109.
[19] Lievers W B ,Pilkey A K , Lloyd D J. The influence ofiron? content? on? the? bendability? of? AA6111 sheet[J]. Materials? Science? and? Engineering? A, 2003, 361(1):312–320.
[20]段保華, 張柯, 劉平.純銅表面納米化的微觀結構演化及其力學性能研究[J].有色金屬材料與工程, 2019, 40(4):19–27.
[21] MO? Y? D,? JIANG? Y? B,? LIU? X? H,? et? al. Effects? ofmicrostructure on the deformation behavior, mechanicalproperties? and? residual? stress? of? cold-rolled? HAl77-2 aluminum brass tube[J]. Journal of Materials Processing Technology, 2016, 235:75–84.
[22] NakamachiE , Honda T , Kuramae H. Two-scale finiteelement? analyses? for? bendability? and? springback evaluation? based? on? crystallographic? homogenizationmethod[J]. International Journal of Mechanical Sciences, 2014, 80:109–121.
[23] KANEKO? H,? EGUCHI? T. Influence? of? texture? onbendability of Cu-Ni-Si alloys[J]. Materials Transactions, 2012, 53(11):1847–1851.
[24] Hirofumi I. Simultaneous prediction of bendability anddeep? drawability? based? on? orientation? distribution function? for? polycrystalline? cubic? metal? sheets[J]. Materials Science Forum, 2018, 941:1468–1473.
[25]李景新.激光燒結納米 Al2O3微觀結構研究[J].上海理工大學學報, 2005(1):55–58.