TiAl合金的焊接性研究
2021-06-03 06:46:32李娜
有色金屬設(shè)計 2021年1期
李 娜
(平?jīng)雎殬I(yè)技術(shù)學(xué)院,甘肅 平?jīng)?744000)
0 引 言
近年來,隨著我國制造業(yè)的蓬勃發(fā)展,對各種零部件的使用性能、可靠性、抗疲勞性及使用壽命都提出了越來越高的要求,因此對材料的性能與制造能力都提出了更高的要求。所謂渦輪增壓器,實際上就是在保持發(fā)動機工作效率不同的前提下,將輸出功率的機械裝置增加,其本身能夠改善發(fā)動機的排放、提升發(fā)動機的工作效率、提升燃油的經(jīng)濟性,從而降低其實際的油耗等優(yōu)點,已經(jīng)廣泛應(yīng)用于各種發(fā)動機領(lǐng)域。目前,傳統(tǒng)的渦輪增壓器采用的是K418渦輪與結(jié)構(gòu)鋼轉(zhuǎn)軸結(jié)構(gòu),這種結(jié)構(gòu)的缺點是渦輪材料比重大,整體質(zhì)量大,最終就會出現(xiàn)專業(yè)系統(tǒng)轉(zhuǎn)動慣量偏大的情況出現(xiàn),這一問題,其產(chǎn)生的影響在于:①發(fā)動機本身的加速性較差;②發(fā)動機的油耗偏大。
為了解決該問題,減輕渦輪質(zhì)量,這就需要做好K418替代材料的替換,這不僅要求K418本身擁有高溫性能,同時其本身也要求能夠滿足低密度的要求。于是TiAl金屬間化合物進入人們的視野,TiAl合本身帶有良好的高溫力學(xué)性能、強度高、低密度、以及抗氧化性等優(yōu)點,并且與鎳基高溫合金相比,質(zhì)量還可減輕40 %,這樣才能夠改善其加速的瞬態(tài)響應(yīng)特性,從而降低不充分燃燒帶來的廢氣污染量增加的問題。所以,其本身就可以滿足高溫運動部件制作、適合發(fā)動機高溫隔熱的要求。
因此,TiAl渦輪同結(jié)構(gòu)鋼轉(zhuǎn)軸之間的相互連接技術(shù)成為眾多學(xué)者的研究對象。該文擬通過對不同連接方式優(yōu)缺點的對比,總結(jié)歸納出適應(yīng)于TiAl合金的連接方式,使得TiAl合金直接應(yīng)用到渦輪增壓器相關(guān)方面就成為了可能。
1 TiAl合金概述
TiAl合金屬于高溫輕質(zhì)的結(jié)構(gòu)材料,其本身擁有耐磨、耐腐蝕、強度高、高度高等特別,其實際的使用溫度處于700~1 000 ℃;TiAl合金輕質(zhì),密度為3.7~4.1 g/cm3;高彈性模量室溫下160~180GPa;其抗蠕變性能良好,擁有一定的抗氧化行為,并且相對于傳統(tǒng)高溫合金,其綜合性能指標(biāo)更強,同時韌性也要高出普通陶瓷材料,在航空航天材料之中其發(fā)展前景也非常良好,從而成為高溫材料的代表之一,并且也成為先進軍用飛機發(fā)動機的高壓壓氣機與低壓渦輪葉片所使用的主要材料。雙相(γ+α2)TiAl合金采用不同的熱處理制度可以得到4種不同的顯微組織,分別為等軸近γ組織(NG)、雙態(tài)組織(DP)、近片層組織(NL)、以及全片層組織(FL),見圖1。

(a)NG

(b)DP

(c)NL
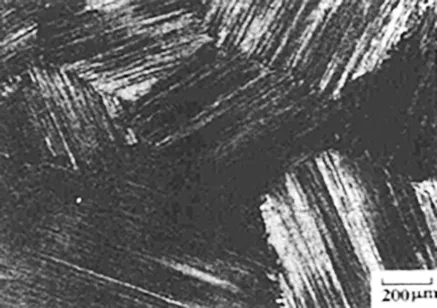
(d)FL
2 TiAl合金連接研究現(xiàn)狀
近年來,眾多學(xué)者對TiAl自身及TiAl與其它材料的連接技術(shù)進行了大量研究,也獲得了卓越成果。主要是選擇電子束焊、激光焊等對應(yīng)的熔焊方法和擴散焊、摩擦焊等固態(tài)焊接方法。
2.1 TiAl合金的熔焊
熔焊,也就是要求在焊接的時候,能夠在高溫的作用下,讓焊接直接打到熔化的狀態(tài),在重力、溫度場等作用下,不添加任何的壓力,使得2個工件之間能夠相互的混合。等待降低溫度之后,熔化的部分就會凝結(jié),最終讓2個工件可以相互連接在一起的一種方式。
Arenas和Bharani等人詳細研究了TiAl合金的TIG焊。研究發(fā)現(xiàn),焊后裂紋產(chǎn)生的程度隨著焊接電流的增加而減少,焊縫熔合區(qū)α2相數(shù)量減少,則裂紋敏感性降低;合適的預(yù)熱工藝、適當(dāng)?shù)睦鋮s速度、焊后熱處理等均可以降低TiAl焊縫的裂紋敏感性。
Chaturvedi對TiAl合金進行了電子束焊接。研究發(fā)現(xiàn):如果焊接之后的實際冷卻速度較快,其焊縫對于裂紋的敏感度較高;針對接頭的位置,其固相裂紋相對于α相的分解讀以及對應(yīng)的接頭應(yīng)力敏感性較高,當(dāng)達到合適冷卻速度的時候,其α相就會出現(xiàn)完全的分解,最終滿足無裂紋TiAl接頭的獲取。
Q.Xu采用電子束焊接來連接了Ti-48Al-2Mn-2Nb與Ti-45Al-2Mn-2Nb。通過相關(guān)的分析來看:TiAl合金接頭裂紋的出現(xiàn),其本身關(guān)聯(lián)到微觀組織對應(yīng)的焊縫內(nèi)α相的含量,在焊接之后冷卻速度較慢的情況下,就會直接的抑制α相的分解,以此來獲取無裂紋的接頭。
陳國慶對TiAl合金/TC4異種材料進行了電子束焊接。研究發(fā)現(xiàn),TiAl合金電子束焊接接頭容易產(chǎn)生宏觀冷裂紋,采用復(fù)合控制方法可獲得無裂紋接頭。
高海蕓對以Ni3Al為基的MX246合金進行了激光焊接。研究發(fā)現(xiàn),對于激光焊接之中的焊縫,是很容易出現(xiàn)裂紋的,并且其本身直接關(guān)聯(lián)到激光焊接的實際參數(shù),減少激光功率密度有利于控制熱裂紋。
通過以上分析可以看出,TiAl合金的熔焊焊接性很差,焊后易產(chǎn)生裂紋,對焊接性能的影響很大,因此不宜采用熔焊方式連接。
2.2 TiAl基合金的擴散焊
TiAl合金的擴散連接包括以下幾種方式:直接擴散連接、超塑性擴散連接、瞬時液相擴散連接(TLP)。
Cam采用直接擴散連接實現(xiàn)了TiAl合金(Ti-47Al)的擴散連接,獲得了無缺陷的TiAl接頭,經(jīng)過熱處理后的接頭抗剪強度最高可達到460 MPa。
Duarte等采用Ti/Al薄膜作為中間層對TiAl合金進行了固態(tài)擴散焊接,研究發(fā)現(xiàn),采用2 μm薄膜層,在800~1 000 ℃焊接條件下可以獲得無缺陷焊接接頭。
Luo和Li等使用激光表面改性技術(shù)實現(xiàn)Ni與TiAl高溫合金之間的相互連接。研究發(fā)現(xiàn):采用不同成分的Ni-Cr-Ti-Al包覆層對TiAl和K418焊后界面反應(yīng)層的厚度和形狀會產(chǎn)生顯著影響且獲得的接頭抗剪強度最大為359 MPa。
楊榮娟等使用擴散連接方法對TiAl合金與TC4進行了焊接。研究發(fā)現(xiàn),在915 ℃、80 MPa、1 h的焊接條件下,TiAl基合金與TC4實現(xiàn)了冶金結(jié)合,焊后接頭的抗拉強度達到了TiAl母材強度的90 %以上。
何鵬等以鈦為中間層對TiAl合金與GH99進了擴散連接,對焊接參數(shù)研究發(fā)現(xiàn),隨著連接溫度的升高,各反應(yīng)層厚度增加,接頭的抗剪強度先增加后減小,抗剪強度最高為260.7 MPa。
綜上可知,在合適擴散焊接條件下,就可以滿足TiAl合金接頭的獲取,但是依舊有弊端出現(xiàn),當(dāng)處于長時間保溫的環(huán)境之下,會讓組織結(jié)構(gòu)出現(xiàn)較大的變化,并且晶粒本身也會嚴重的長大,當(dāng)達到一定程度之后,就會導(dǎo)致TiAl合金母材的性能降低,不利于實際應(yīng)用。
2.3 TiAl基合金的釬焊
采用釬焊就可以滿足TiAl合金自身與異種材料焊接的匹配。目前,針對TiAl合金釬焊,還需要考慮到Ag基及Ti基釬料的使用。
Shiue采用純Ag和Bag-8釬料可以達成TiAl合金的釬焊要求。研究發(fā)現(xiàn),采用純Ag釬料時,不同焊接參數(shù)所獲接頭性能有所差異,而實際接頭抗剪強度就超出385 MPa。
李玉龍等采用AgCu/Ti/AgCu釬料實現(xiàn)了TiAl合金和42CrMo鋼的連接。研究表明:釬料與兩側(cè)母材反應(yīng),生成了多種化合物以及Ag基固溶體。所得接頭的拉伸強度為374 MPa。
張柯采用AgCuTi作為中間層,實現(xiàn)了TiAl合金與40Cr鋼的異種材料連接并獲得了性能優(yōu)良的接頭,強度可達近400 MPa。
高強采用B-Ag72Cu釬料對TiAl和42CrMo進行了真空擴散釬焊,對界面分析發(fā)現(xiàn),B-Ag72Cu/42CrMo的界面未形成金屬間化合物,而TiAl/B-Ag72Cu的界面上有Ti(Cu,Al)2金屬間化合物產(chǎn)生。
綜上所述,通過Ag基釬料就能夠直接連接TiAl與異種材料。不過,在使用Ag基釬料所得到的釬縫使用溫度,一般情況下都不會超出500 ℃,還無法滿足TiAl合金理想使用溫度的要求,所以,針對TiAl合金的釬焊使用Ag基釬料并不適合。
P.He采用TiH2-Ni粉末釬料可以滿足連接TiA合金。通過相應(yīng)的分析來看,在實施焊接之后,就會直接形成Ti3Al+TiAl層片結(jié)構(gòu),并且還會有對應(yīng)的Ni4Ti3與TiAl3金屬間化合物的生成,而對應(yīng)的接頭室溫抗剪強度達到256 MPa。
Shiue采用Ti-15Cu-25Ni和Ti-15Cu-15Ni,能夠滿足對于TiAl合金與TC4鈦合金之間的釬焊連接。通過分析來看,其實際的接頭之中,其囊括了Ti基固溶體、Ti3Al與Ti2Ni金屬間化合物。其實際的接頭強度主要是由接頭中Ti2Ni和Ti3Al化合物實際數(shù)量所確定的,并且其對應(yīng)的抗剪強度能夠達到280 MPa。
李海新等基于Ti作為中間層,就可以滿足Ni基合金與TiAl之間的接觸反應(yīng)釬焊。就相關(guān)分析來看,當(dāng)達到960 ℃的釬焊溫度,其釬縫包含了Tiss和Ti2N;其接頭最大剪切強度達到233 MPa。伴隨著釬焊溫度的不斷升高,就會先增加釬縫厚度,然后減小釬縫厚度。
朱穎等主要是利用Ti-20Zr-Ni-Cu釬料來滿足42CrMo鋼與TiAl合金的真空釬焊。通過分析來看,在焊接之后,就會有TiCu、TiC、TiNi、Fe4Cu3等化合物存在于焊接之后的焊頭之中,通過拉伸試驗分析,其斷裂到反應(yīng)層,并且接頭的實際拉伸強度會達到160 MPa。
通過對應(yīng)的分析來看,選擇使用Ti基釬料釬焊TiAl合金,其實際的焊接接頭效果良好,不過,目前在材料之中還會有Cu、Ni等元素的存在,其本身在反應(yīng)中會形成Ti2Ni或Ti2Cu的脆性物質(zhì),難免會對接頭的性能帶來影響。
2.4 TiAl基合金的摩擦焊
摩擦焊作為先進的制造技術(shù),其擁有節(jié)能、高效、優(yōu)質(zhì)等對應(yīng)的特點。考慮到摩擦焊接的接頭屬于鍛造組織,所以也不會出現(xiàn)關(guān)聯(lián)到熔化和凝固冶金等焊接缺陷或者是焊接脆化的問題。再加上力學(xué)冶金效應(yīng)的存在,如晶粒細化、動態(tài)再結(jié)晶等等,這樣就會讓摩擦焊接能夠匹配到異種材料的焊接。近年來,對TiAl合金摩擦焊接技術(shù)的研究有了較大的發(fā)展。
宮下卓也等人對TiAl合金做好對應(yīng)的摩擦焊接處理,在經(jīng)過分析來看,其焊接接頭囊括了細晶再結(jié)晶區(qū)、纖維區(qū)和塑性變形區(qū),接頭抗拉強度達到560 MPa。
王忠平采用Inconel718作為中間層對TiAl合金和42CrMo進行了三體摩擦焊,研究發(fā)現(xiàn),中間層厚度對接頭的機械性能有顯著的影響,當(dāng)中間層厚度介于0.9~1.1 mm時,焊后接頭未生成脆性化合物相,接頭抗拉強度可達到360 MPa左右。
Lee等人采用摩擦焊接技術(shù)對TiAl合金和AISI4140鋼進行了摩擦焊接試驗。研究發(fā)現(xiàn),焊后界面生成了脆性反應(yīng)物,且界面不連續(xù),形成了較多的裂紋,嚴重影響了焊接性能,焊后抗拉強度僅為120 MPa;之后作者采用純Cu做為中間層,改善二者的摩擦焊接性,顯著提高了焊接強度,最高可達到375 MPa。
徐向軍等對高Nb含量的TiAl合金的摩擦焊接性進行了研究,研究顯示該合金具有良好的摩擦焊接性,過渡區(qū)由變形的層狀晶粒和部分再結(jié)晶晶粒組成,且焊接接頭的拉伸性能優(yōu)于母材。
Ventzke等人研究了TiAl合金和Ti6Al4V實際的摩擦焊接,并且也提出,在進行焊接的前后都應(yīng)該對應(yīng)的進行處理,同時,其接頭的實際拉伸強度是TiAl合金母材決定的,并非是連接界面決定的。
Park等人研究了TiAl/Cu/SCM440和TiAl/Ni/SCM440摩擦焊接接頭對應(yīng)的機械性能和實際的微觀結(jié)構(gòu)。通過研究分析,其中間層金屬類型決定了焊接界面的實際結(jié)構(gòu),并且伴隨著摩擦?xí)r間變化,其IMC層厚度也會出現(xiàn)變化。
Kumar R引入OFC,然后在Ti-6Al-4V和SS304L相互的摩擦焊接特性進行分析研究,獲得接頭最高拉伸強度達523.6 MPa。
董紅剛等討論了熱處理對TiAl合金與40Cr及40CrMo調(diào)質(zhì)鋼摩擦焊接頭顯微組織及力學(xué)性能的影響,經(jīng)過焊后熱處理,接頭的抗拉強度大幅提高。
綜上所述,摩擦焊可以較好的實現(xiàn)TiAl合金自身及其與其它材料的連接。
3 結(jié) 語
通過以上分析可知,TiAl合金熔焊的突出問題是焊接裂紋,熔焊焊接性較差,焊接熱裂傾向嚴重,焊后接頭質(zhì)量差,尤其與異種材料焊接時更為突出。出現(xiàn)焊接裂紋,主要是因為在焊接熱循環(huán)之后,會有較大的殘余應(yīng)力出現(xiàn)在焊縫區(qū)域之中,并且也是因為TiAl合金本身的塑性較差、脆性較大所引起的。這就要求能夠選擇固相焊接來實現(xiàn)焊接性能的改變。針對固態(tài)焊接,其可以滿足在熔焊之中規(guī)避與熔化、凝固等相應(yīng)的缺陷出現(xiàn),其本身的應(yīng)用前景是非常良好的。其實際的摩擦焊就可以滿足材料與材料之間的相互連接要求,具有無可比擬的優(yōu)勢,有必要深入的研究探索。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
天津外國語大學(xué)學(xué)報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
民用飛機設(shè)計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學(xué)報(2017年2期)2017-07-05 08:13:02
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
