鑄造模擬技術在消失模鑄造工藝開發中的應用
2021-06-03 09:31:00張杰瓊呂樂華許海鐸
中國鑄造裝備與技術 2021年3期
張杰瓊,呂樂華,許海鐸
(第一拖拉機有限公司,河南洛陽 471004)
消失模鑄造具有很多優點,如生產成本低、表面質量好、尺寸精度高、環境污染小等。但是消失模鑄造工藝設計相比砂型鑄造要困難,因為消失模鑄造過程中負壓的存在,使其充型、冷卻過程和砂型鑄造的差別很大。因此,澆注系統的設計思路和砂型鑄造也存在很大的差別。借助計算機數值模擬技術對消失模鑄造全過程進行模擬有助于技術人員判斷工藝方案的優劣性,模擬結果通過3D可視化處理后,技術人員可直觀的分析出工藝方案的充型、凝固特點,并以此做出判斷進而優化工藝。如此,便可有目標的進行工藝實驗,減少工藝實驗的次數,縮短開發周期,降低開發成本。鑄造數值模擬技術的出現使鑄造由半經驗、半理論走向了可視化、可控化的發展道路,是現代工藝設計發展的方向。
某型號拖拉機傳動系前箱是一拖公司KW 線的主要產品之一,批量較大,其結構復雜、體積大、重量大、最小壁厚小,消失模鑄造難度非常大。在鑄造工藝設計過程中采用鑄造模擬仿真系統對所設計的三種工藝方案分別進行模擬,綜合分析各個方案的優劣性,通過工藝優化得到最優工藝方案。
1 產品介紹
該傳動箱殼體是某型號拖拉機傳動系的關鍵零部件,毛坯理論重量:265.1kg(密度按7.3×103kg/m3),最大外形尺寸分別為:816mm×530mm×578mm(如圖1 所示),腔壁最小壁厚約為14mm(如圖2 所示),最大壁厚約為50mm。
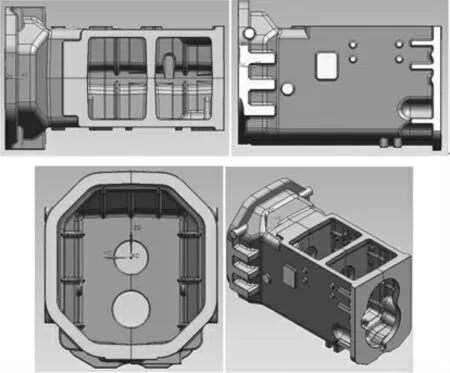
圖1 傳動箱三維模型
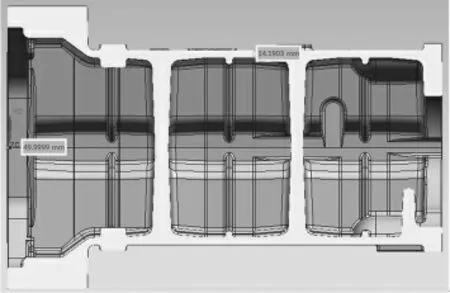
圖2 最大壁厚和最小壁厚
箱體整體尺寸大,壁厚小,采用消失模鑄造首先考慮變形問題,其次是冷隔問題,變形可通過嚴格的工藝過程管控、合理的澆注系統及防變形措施的設計和合理的加砂造型工藝等措施防控,冷隔可通過合理的澆口位置及較高的澆注溫度解決。
2 工藝設計
為了保證提高將來工藝試驗的效率及成功率,設計了3 種消失模工藝方案并進行了相應的模擬仿真,檢驗工藝方案的合理性。三種工藝方案如圖3 所示。
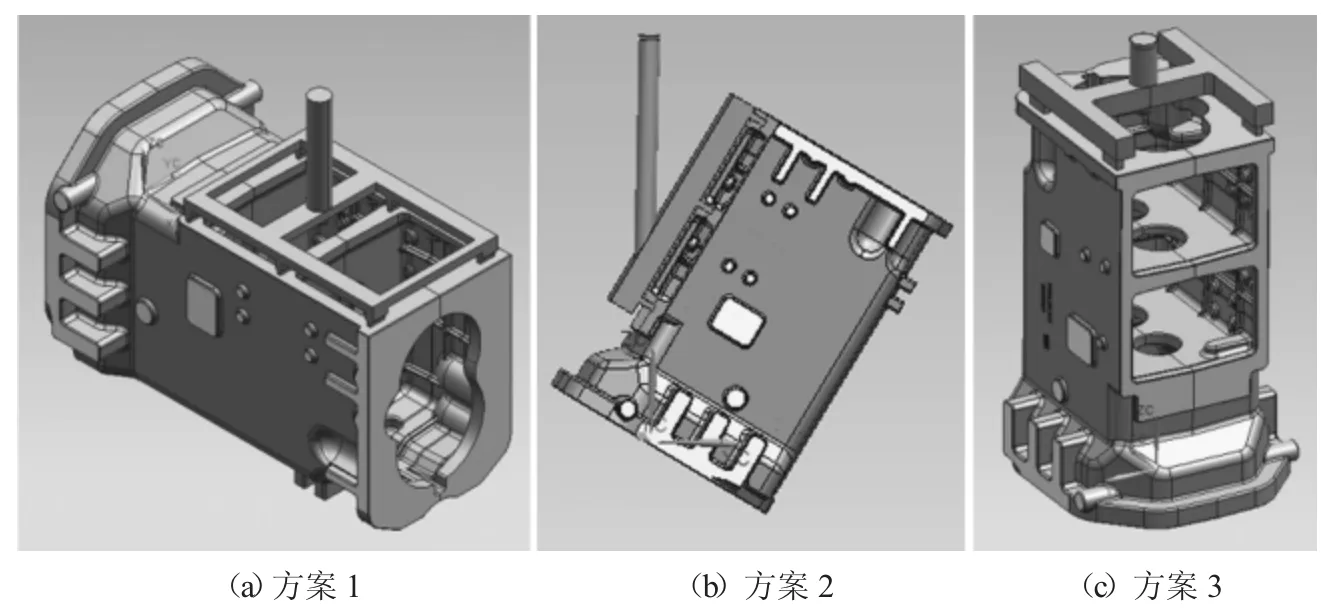
圖3 工藝方案
方案1:平放頂注工藝,直澆道直徑 覬50mm,橫澆道截面40mm×20mm,內澆口截面40mm×7.5mm,壓頭210mm。
方案2:斜放側注工藝,直澆道直徑 覬50mm,橫澆道截面60mm×55mm,內澆口截面55mm×15mm,壓頭190mm。
方案3:豎放頂注工藝,直澆道直徑 覬50mm,橫澆道截面45mm×50mm,內澆口截面60mm×15mm,壓頭320mm。
采用華鑄CAE 鑄造模擬系統消失模仿真模塊對上述3 種工藝方案進行模擬,其結果如圖4、5、6 所示。

圖4 方案1 模擬結果
方案1 模擬結果:凝固后期在圖中所標注位置出現夾渣和縮孔缺陷,需增設溢流結構。另外,由于平放緣故,零件平面部分在下方,容易造成塌箱,因此在振實過程中要注意分多次加砂和振實,在澆注過程中要快澆。并且在造型過程中由于尺寸影響只能一箱一件,箱重較小。
方案2 和方案1 相比較,具有更小的夾渣和縮孔傾向,同時也降低了塌箱的風險,但是傾斜放置造成了加砂和振實過程中的難度,需多次加砂,低振幅高頻率振實。同樣在造型過程中由于尺寸影響只能一箱一件,箱重較小。
方案3 和方案2 具有相同的特點,并且可以實現1 箱2 件澆注,箱重大,效率較高,但是充型較紊亂。
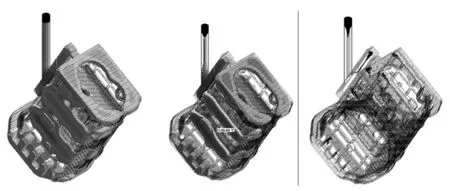
圖5 方案2 模擬結果
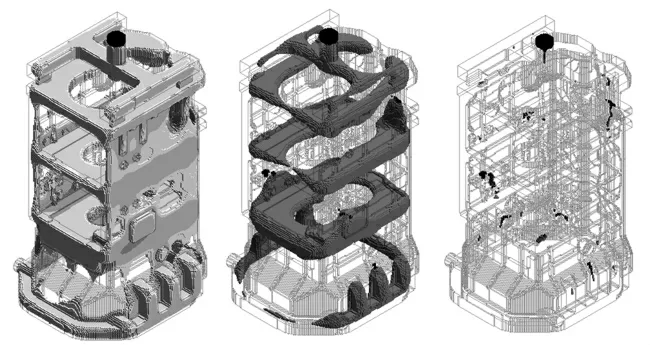
圖6 方案3 模擬結果
3 工藝優化
結合三種工藝方案的優劣性,以及消失模生產線現場實際情況,綜合分析后采用圖7 所示工藝方案,并進行組模和澆注試驗。
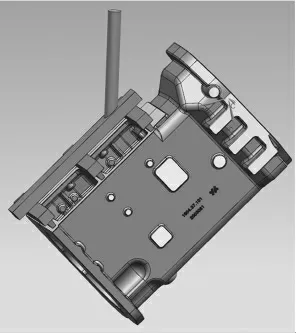
圖7 優化后的工藝
直澆道直徑覬50mm,橫澆道截面60mm×55mm,內澆口截面55mm×15mm,壓頭190mm。
4 工藝實驗
工藝流程:珠粒預發→模樣成型→修模組型→施涂→烘干→造型澆注→清理。
采用1 箱1 件方案,鐵水從鑄件上部進入,頂端加溢流塊。
造型方式如圖9 所示,裝箱數量:1 箱1 件;底砂厚度:100mm;面砂厚度:30mm;澆注溫度:1490~1510℃;負壓強度:5.5MPa~6MPa。
單箱設計澆注時間:90s;保壓時間:≥20min。
經過拋丸清理,鑄件表面質量良好,未見明顯缺陷。端面硬度180~190HB。
5 檢測加工
采用三維掃描儀對樣件毛坯進行掃描,得到毛坯的三維模型,通過毛坯的三維模型和理論三維模型全尺寸對比檢測毛坯的變形及加工余量情況,結果如圖11 所示。
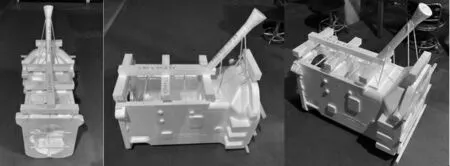
圖8 組型方案
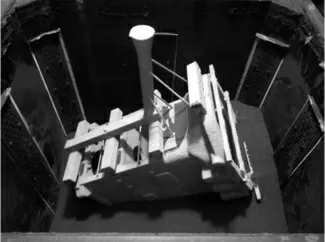
圖9 黃模裝箱造型
經過對比,毛坯三維模型和理論模型幾乎完全吻合,未發現有較大變形量的部位,其變形量在工藝控制范圍內。
為了進一步驗證樣件毛坯的變形及加工情況,將樣件毛坯進行加工鑒定,結果顯示樣件變形量較小,在工藝控制范圍內,未見其他缺陷,樣件合格。加工成品如圖12 所示。
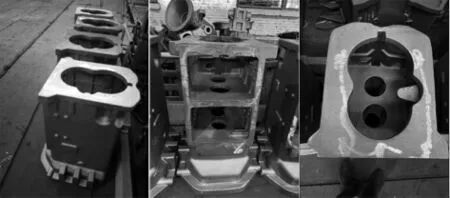
圖10 鑄件毛坯
6 結束語
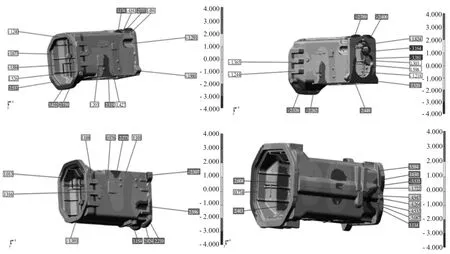
圖11 毛坯和三維模型對比結果

圖12 加工成品
消失模新產品開發周期較長,在工藝設計階段采用鑄造模擬仿真系統對擬定工藝進行模擬仿真,技術人員可直觀的分析各工藝方案的優缺點,便于后期工藝優化。工藝設計階段采用鑄造模擬仿真系統大大提高了新產品開發效率,縮短了試制周期。本文所述傳動箱殼體按照傳統的工藝開發思路的話,至少需要進行3 次工藝試驗,而采用本文所述方案則工藝試驗僅進行一次便獲得成功,在成本、周期、效率方面具有明顯優勢。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
