激光熔覆表面強化在水電站轉輪室的應用
2021-06-05 02:36:40胡成學
水電與新能源 2021年5期
關鍵詞:工藝
胡成學,徐 進,楊 杰,關 博
(中國長江電力股份有限公司檢修廠,湖北 宜昌 443000)
水輪發電機組在長期運行過程中,過流部件轉輪室內環鋼板受到空蝕、磨損、磨蝕,材料表面出現空蝕坑,鋼板厚度方向尺寸減薄,局部出現空鼓、穿孔現象,甚至出現撕裂脫落。這些損壞將導致水輪機葉片與轉輪室鋼板間隙增加,水能利用率下降,機組發電效率下降,嚴重時將導致結構性破壞,影響機組的安全運行。
目前,轉輪室鋼板為鑄造不銹鋼,出現局部損壞常采用馬氏體不銹鋼焊條堆焊修復,修復變形大、易存在大量焊接裂紋、氣孔等缺陷,焊接部位使用壽命短,反復檢修堆焊。對于大面積的嚴重損壞,目前國內外還沒有很好的修復方法,只能采用整體更換,拆除原轉輪室內環鋼板,挖除原混凝土并填回,安裝新內環[1]。整體更換的方法周期長,工程量大,一般需要200 d以上。國內一些水電站嘗試采用熱噴涂WC硬質合金,以提高耐磨性,但涂層與基體結合強度不高,涂層厚度薄,內環鋼板使用壽命低。因此,在未出現大面積空鼓和撕裂脫前,采用現場修復的方法有效提高轉輪室鋼板的耐空蝕、耐磨損、耐磨蝕性能[1],從而提高轉輪室內環鋼板的使用壽命,是目前國內外水電站有待解決的問題。
激光熔覆技術可顯著改善金屬表面的耐磨、耐熱、耐蝕、抗氧化等性能[2]。與堆焊、熱噴涂、電鍍等傳統表面處理技術相比,它具有諸多優點,如適用的材料體系廣泛、熔覆層與基體為冶金結合[3]、熱變形小、工藝易于實現自動化等。直接熔化同軸同步輸送于基體表面的合金粉末并快速凝固,從而獲得成分、組織及性能完全不同于零件基材并優于基材的快速凝固非平衡組織[4]。修復微觀組織細小、致密,熔覆層與基材結合好,無氣孔、微觀裂紋、夾雜等缺陷,使用性能達到或超過新內環鋼板的使用性能,節省了更換成本,產生巨大的經濟效益。
1 應用目標
針對提高材料耐空蝕、耐磨損、耐磨蝕性能,研究開發適用于水輪發電機組現場激光熔覆修復的合金材料和工藝方法,能夠解決現有的堆焊或噴涂技術存在的大面積堆焊變形大、易產生裂紋、耐蝕和耐磨性差、噴涂結合強度低、厚度不足的問題。該合金材料和工藝,用于現場水平送粉激光熔覆修復,熔覆厚度大于0.5 mm,使用面硬度、耐空蝕性、耐磨性大大提高,無裂紋、氣孔缺陷。
2 實施方案
1)激光熔覆原理。以激光為熱源輻照使鋼板基體熔化形成熔池,粉末通過載氣輸送從噴嘴送出進入熔池迅速熔化凝固,在惰性氣體保護下熔覆層材料與基體材料成冶金結,從而顯著改善基體材料表面的耐磨性、耐空蝕、耐磨損性能[5-9]。
2)熔覆層粉末選擇。轉輪室鋼板為鑄造馬氏體不銹鋼材質,常用ZG0Cr13Ni4Mo、ZG0Cr13Ni5Mo。鋼板激光修復的粉末選擇除了考慮粉末自身特性外,還要考慮粉末與基體材料的熱膨脹系數、熔點等物理參數的匹配性。修復材料粉末包括一種鈷基,Co-Cr-W-C型合金粉末,該粉末優點在于:與基材有良好的匹配性,無氣孔和裂紋產生,熔覆層耐空蝕性、耐磨性、耐沖蝕性、耐磨性好。所述鈷基合金粉末由如下按重量百分比分配的修復材料組成:鈷:55%~75%;鉻:15%~35%;鎢:1%~10%;碳:0.3%~5%;硅、硼:剩余。鈷基合金粉末粒度50~100 μm,粉末顆粒形狀為球型[10-14]。
3)現場修復設備。現場修復系統主要包括控制柜、激光器、高精度六軸機械手、激光頭、噴嘴、工作導軌、水冷機、載氣送粉器。
3 現場激光熔覆工藝
3.1 修復步驟
轉輪室內環鋼板激光修復步驟包括以下內容[15-18]。
1)表面預處理和粉末準備:對待修復區域進行PT探傷,對缺陷和待修復表面區域進行打磨去除表面氧化層,再用丙酮和無水酒精清洗修復區域及周圍2 mm以上范圍內的污質。其目的在于:排除基體殘留缺陷對熔覆層組織造成的不利影響;防止金屬氧化物和非金屬雜質對熔覆層組織造成的夾雜、氣孔、裂紋等缺陷,從而提高熔覆冶金質量。金屬粉末攪拌預熱,加熱至80~120 ℃保溫1 h,目的是為了除去粉末中的水份,提高粉末流動性,防止水份進入熔覆組織。
2)安裝高精度六軸機械手在可滑動工字鋼導軌上。
3)三維掃描和圖像、數據處理。采用三維掃描和圖像處理工具實現修復區域的尺寸檢測。
4)編制生成激光掃描路徑程序,并實現機器人路徑模擬仿真。
5)自動化修復。采用自主開發的自動化激光熔覆設備,實現水平送粉修復。為減小熱積累從而減小變形,采用分區對稱熔覆,分區大小300 mm×300 mm。
6)對熔覆層表面進行打磨拋光處理,表面粗糙度小于Ra0.6。
7)對熔覆層進行PT探傷檢測、變形量測試、硬度測試和厚度檢測,PT探傷無氣孔、裂紋缺陷;鋼板面曲翹變形量小于0.2 mm;表面洛氏硬度大于HRC48;修復厚度大于0.5 mm。
3.2 修復工藝參數
在此工藝中主要的修復參數有激光功率、掃描速度、送粉量、離焦量和送粉器的送粉速率、送粉氣流、保護氣流。具體工藝參數見表1。

表1 激光修復工藝參數表
3.3 試驗效果
采用激光熔覆工藝和新熔覆材料修復轉輪室內環鋼板,從修復后的金相分析、耐空蝕、耐磨損、硬度測試方面說明使用此工藝方法的修復效果。
1)金相分析。采用金相顯微鏡對修復后的工件,分別對基體組織、過渡區組織、熔覆層組織進行金相檢驗,低倍下的金相組織見圖1,結果表明熔覆層材料與基體結合界面良好,粉材與基體材料結合良好。低倍下無未熔合、裂紋和夾雜等缺陷。高倍組織見圖2,高倍下無明顯氣孔,組織細小致密。說明此工藝可將焊接層和基材緊密結合,并具有良好的力學性能。
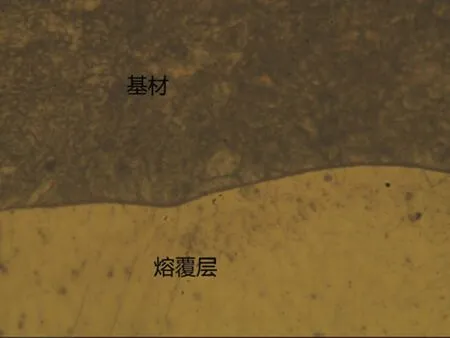
圖1 低倍金相組織圖(200倍)

圖2 高倍金相組織圖(500倍)
2)耐空蝕性能檢測。采用超聲波振動在試樣表面產生空泡現象的加速空蝕試驗方法,對熔覆層和基材進行對比試驗,試驗原理示意圖如圖3。通過對比證實,熔覆層比基材有更好的耐空蝕性能。這對延長轉輪室內環鋼板使用壽命具有重要意義。

圖3 空蝕試驗裝置示意圖
3)耐磨損性能檢測。使用EG-EW-900沖蝕磨損試驗機,做抗沖蝕性能對比試驗。試驗結果表明,熔覆層的抗沖蝕性能是基材的3倍左右。
4)硬度檢測。使用特視顯微硬度計進行硬度檢測,檢測五組以上熔覆層,其硬度均在HRC50以上,滿足轉輪室鋼板的硬度要求。
4 結 語
在水電站轉輪室易空蝕、易磨損區域,應用激光熔覆技術強化涂層,提高過流面的抗磨、抗空蝕特性;經一個汛期的運行檢驗,熔覆區域無空蝕、無磨損,表面光滑平順,與修復前對比無差異。激光熔覆表面強化技術可推廣至水電站其他過流部件使用,為今后的過流部件修復與防護提供一種工藝選擇。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52