焊接參數(shù)對5A06鋁合金攪拌摩擦焊接頭性能的影響
2021-06-10 10:12:02李小欣鄭延召徐仲勛王曉貞
上海金屬 2021年3期
李小欣 鄭延召 徐仲勛 王曉貞
(1.平高電氣股份有限公司,河南 平頂山 467001; 2.平高集團焊接技術(shù)及壓力容器實驗室,河南 平頂山 467001;3.平高集團有限公司,河南 平頂山 467001)
攪拌摩擦焊是英國焊接研究所于1991年發(fā)明的一種固相焊接技術(shù),經(jīng)過近30年的發(fā)展,該技術(shù)已廣泛應(yīng)用在船舶、航空航天、機車車輛等領(lǐng)域[1]。攪拌摩擦焊接過程中的峰值溫度低于材料熔點,有效降低了焊接熱輸入,使得焊接接頭不產(chǎn)生焊接熔池,從而避免了鑄造組織的產(chǎn)生,并通過攪拌頭劇烈的攪拌作用細化接頭組織,進而改善接頭的性能[2]。攪拌摩擦焊過程非常復(fù)雜,焊接工藝參數(shù)是影響焊接接頭質(zhì)量的重要因素之一。攪拌頭轉(zhuǎn)速和焊接速度是焊接過程中最常用的調(diào)整參數(shù),焊接速度與攪拌頭轉(zhuǎn)速的比值(即焊接熱輸入特征值)決定焊接熱輸入,焊接熱輸入特征值對接頭的力學(xué)性能有重要影響[3]。在工程應(yīng)用中,普遍希望采用能耗小、效率高的焊接參數(shù)以獲得優(yōu)質(zhì)的焊接接頭。
5A06鋁合金屬于高鎂含量的Al- Mg系合金,具有良好的耐蝕性、可焊性以及中等強度[4],其焊接結(jié)構(gòu)在航空航天、軌道交通等領(lǐng)域應(yīng)用廣泛。采用傳統(tǒng)熔焊焊接5A06鋁合金時,易產(chǎn)生氣孔、裂紋等焊接缺陷,降低了焊接質(zhì)量;同時,傳統(tǒng)熔焊過程中產(chǎn)生的氣體煙塵、弧光等會對環(huán)境造成污染。攪拌摩擦焊作為一種綠色環(huán)保的固相焊接方法,可以有效地避免上述問題[5- 9]。目前,關(guān)于5A06鋁合金攪拌摩擦焊工藝的研究主要集中在單一焊接參數(shù)對性能的影響方面,各參數(shù)之間的相互作用對焊接質(zhì)量影響的研究報道較少。因此,本文對5A06鋁合金進行攪拌摩擦焊對接焊,研究了攪拌頭轉(zhuǎn)速和焊接速度對接頭顯微組織和力學(xué)性能的影響,以確定合適的焊接參數(shù)范圍,為5A06鋁合金板材的攪拌摩擦焊提供理論參考。
1 試驗材料與方法
試驗材料為尺寸500 mm×125 mm×10 mm的5A06鋁合金板,化學(xué)成分見表1。

表1 5A06鋁合金的化學(xué)成分(質(zhì)量分數(shù))Table 1 Chemical composition of the 5A06 aluminium alloy (mass fraction) %
焊前沿板厚方向進行銑切處理,用不銹鋼絲刷去除鋁板對接表面氧化皮,并用酒精擦拭。采用FSW- LM- AM16- 2D型攪拌摩擦焊接設(shè)備進行攪拌摩擦對接焊,攪拌針形狀為錐形螺紋,針長9.8 mm,軸肩形狀為內(nèi)凹錐面,軸肩直徑為18 mm,機頭傾角為2.5°,攪拌頭轉(zhuǎn)速為150、250、400 r/min,焊接速度為50、100、150、200 mm/min,具體試驗參數(shù)見表2。
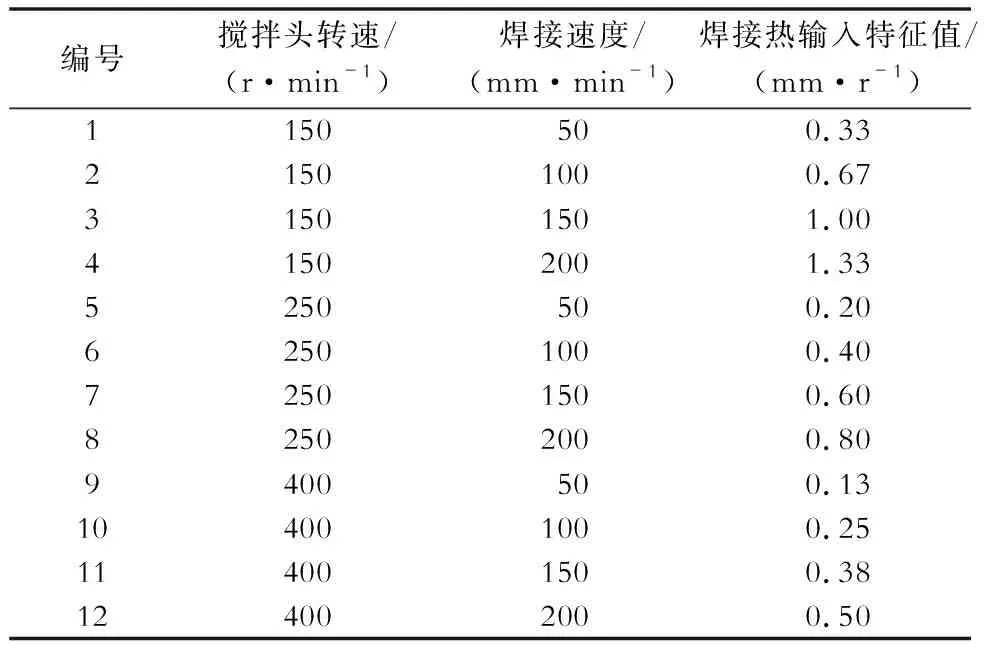
表2 攪拌摩擦焊參數(shù)Table 2 Friction stir welding parameters
從焊接接頭上垂直于焊縫方向截取金相試樣,經(jīng)粗磨、精磨、機械拋光后,在5 mL HF+50 mL H2O混合溶液中腐蝕10 min,然后在Axio Scope.A1型金相顯微鏡下觀察顯微組織。按照GB/T 228—2002《金屬材料室溫拉伸試驗方法》,以焊縫為中心,垂直于焊縫方向截取如圖1所示的拉伸試樣,在EW- 100B型液壓萬能試驗機上進行室溫拉伸試驗,拉伸速度為1 mm/min,測量3個試樣,結(jié)果取平均值;拉伸試驗結(jié)束后,采用JSM- 6510A型掃描電子顯微鏡觀察斷口形貌。按照GB/T 4340.1—1999《金屬維氏硬度試驗第1部分:試驗方法》,采用HVS- 1000型維氏硬度計測試接頭硬度,測試間隔為1 mm,試驗力為0.98 N,保載時間為(30±2)s。
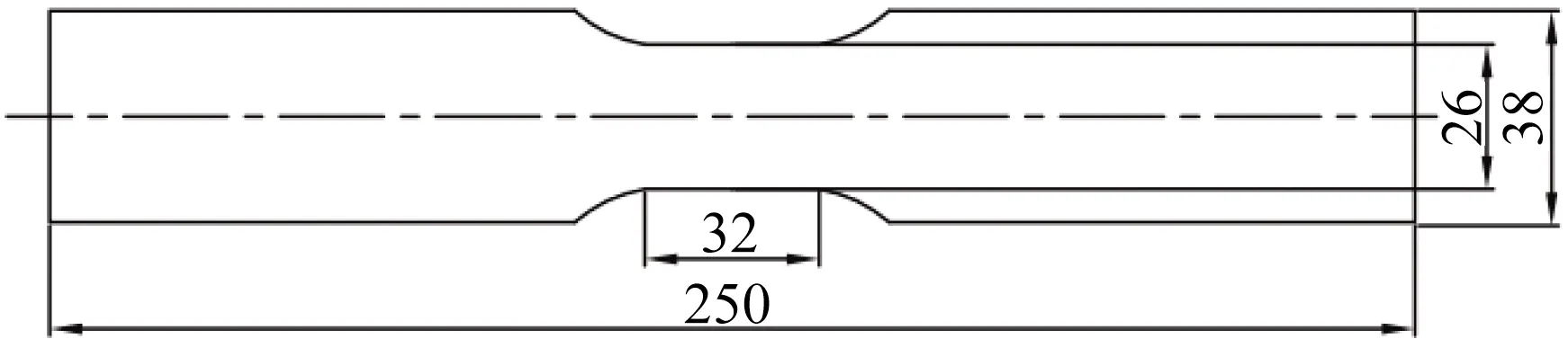
圖1 焊接接頭拉伸試樣Fig.1 Tensile specimen of welded joint
2 試驗結(jié)果與分析
2.1 外觀及宏觀形貌
觀察發(fā)現(xiàn)12組接頭焊縫成形光滑,弧形紋較密集,無宏觀缺陷,如圖2所示。

圖2 焊接接頭焊縫的外觀形貌Fig.2 Appearance of weld in the welded joint
12組接頭截面的宏觀形貌相似,呈V形,如圖3所示。接頭由母材(BM)、熱影響區(qū)(HAZ)、熱機影響區(qū)(TMAZ)和焊核區(qū)(WNZ)4個區(qū)域組成。接頭兩側(cè)形狀不對稱,分為前進側(cè)和后退側(cè)。焊縫兩側(cè)材料的流動狀態(tài)存在差異,導(dǎo)致前進側(cè)熱影響區(qū)與焊縫區(qū)分界明顯,而后退側(cè)熱影響區(qū)與焊縫區(qū)分界比較模糊。

圖3 焊接接頭的截面宏觀形貌Fig.3 Macrograph of cross- section of the welded joint
2.2 顯微組織
6號接頭的顯微組織如圖4所示。母材為軋制態(tài)帶狀組織。熱影響區(qū)僅受熱循環(huán)作用,其帶狀組織較母材略有粗化。熱機影響區(qū)為被拉長的回復(fù)晶粒。熱機影響區(qū)受攪拌力和焊接熱循環(huán)的雙重作用,但該區(qū)域距離攪拌針較遠,受到的攪拌作用很小,因此組織僅發(fā)生動態(tài)回復(fù),帶狀組織消失,并在攪拌力作用下回復(fù)晶粒被拉長。焊核區(qū)晶粒細小,組織均勻,沒有明顯的方向性。焊核區(qū)位于接頭中心,受到強烈的攪拌作用及軸肩與母材的摩擦作用而產(chǎn)生大量的熱量,在溫度較高的熱循環(huán)作用下,周圍金屬發(fā)生塑性流動,且焊縫溫度達到再結(jié)晶溫度,同時位錯密度不斷增加,當達到臨界形核密度時,金屬發(fā)生動態(tài)再結(jié)晶現(xiàn)象;在攪拌力的作用下,晶粒來不及長大而被打碎成細小的等軸晶。除9號接頭外,其他接頭的組織與6號接頭相似。9號接頭熱機影響區(qū)和焊縫區(qū)的組織較粗大,如圖5所示。此時焊接熱輸入較大,使得焊核區(qū)溫度過高,從而導(dǎo)致晶核過熱長大,同時冷卻過程中散熱緩慢,促使晶粒進一步長大,因此9號接頭的組織較粗大。

圖4 6號接頭不同區(qū)域的顯微組織Fig.4 Micorstructures of the different areas of the joint No.6

圖5 9號接頭熱機影響區(qū)和焊核區(qū)的顯微組織Fig.5 Micorstructures of the TMAZ and WNZ of the joint No.9
2.3 拉伸性能
表3為接頭的拉伸性能及斷裂位置,可見接頭的抗拉強度為340~381 MPa,達到母材的89%以上,斷后伸長率為16.5%~25.4%,達到母材的66.5%以上。4號和9號接頭在焊縫處斷裂,而其他試樣均在熱影響區(qū)斷裂。

表3 接頭及母材的力學(xué)性能Table 3 Mechanical properties of the joints and base metal
圖6為攪拌頭轉(zhuǎn)速不變時,接頭抗拉強度和斷后伸長率與焊接速度之間的關(guān)系。當攪拌頭轉(zhuǎn)速為150 r/min時,隨著焊接速度的增加,接頭抗拉強度和斷后伸長率均降低;焊接速度為50 mm/min時,接頭的抗拉強度最高,達到379 MPa,斷后伸長率也最大,為25.2%,與母材相當;當焊接速度增加到200 mm/min時,抗拉強度最低,為340 MPa,斷后伸長率也最小,為16.5%。當攪拌頭轉(zhuǎn)速分別為250、400 r/mm時,接頭抗拉強度和斷后伸長率隨焊接速度的增加均呈先升高后降低的趨勢,接頭強度較低時其對應(yīng)的斷后伸長率也較小,接頭抗拉強度較高時其對應(yīng)的斷后伸長率也較大。綜上,當攪拌頭轉(zhuǎn)速不變,焊接速度達到一定值時,接頭抗拉強度和斷后伸長率均達到最大值,隨著焊接速度的繼續(xù)增大,抗拉強度和斷后伸長率下降。這是因為焊接速度增大,軸肩在單位面積上產(chǎn)生的摩擦熱減少,塑性變形熱熱輸入中所占比例增加,焊縫橫截面組織更均勻,使得接頭抗拉強度和斷后伸長率明顯提高;但繼續(xù)增大焊接速度,摩擦熱和塑性變形熱來不及傳導(dǎo),致使焊縫橫截面組織不均勻,且易產(chǎn)生缺陷,接頭的抗拉強度和斷后伸長率下降。
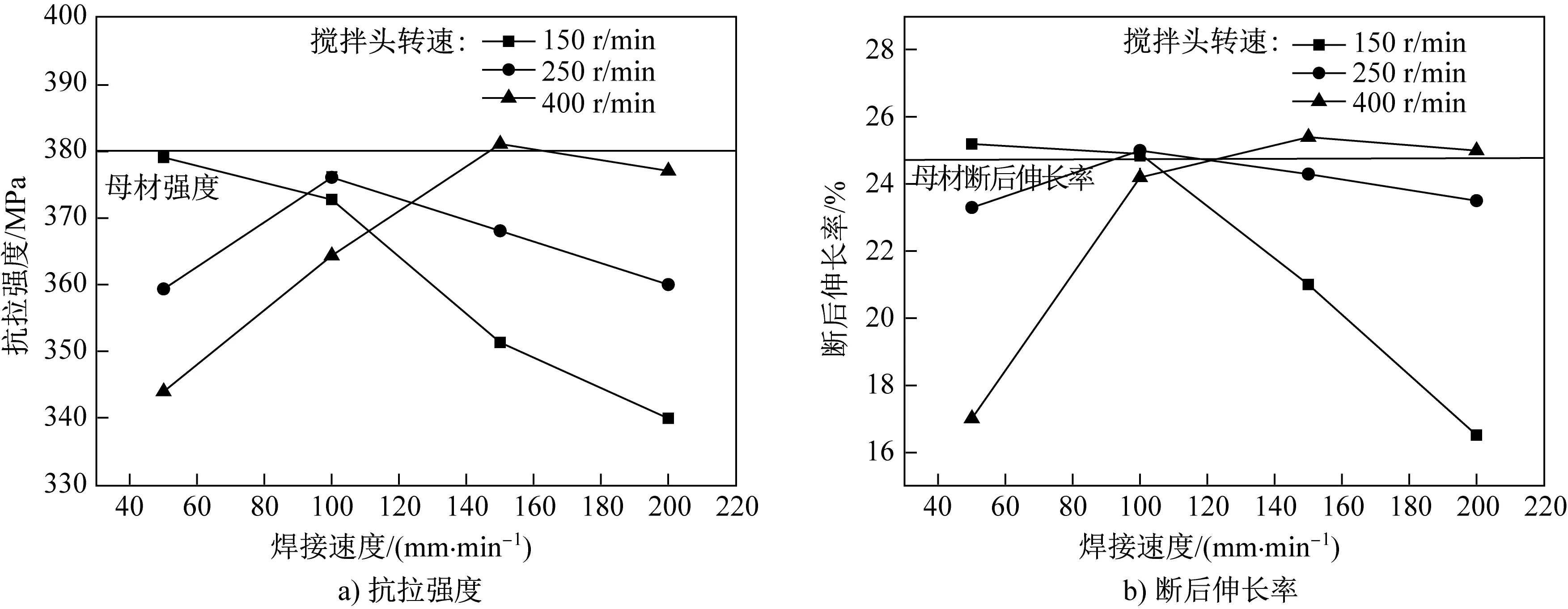
圖6 接頭的抗拉強度和斷后伸長率隨焊接速度的變化曲線Fig.6 Variation curves of tensile strength and elongation of the joint with welding speed
圖7為焊接速度不變時,接頭抗拉強度和斷后伸長率與攪拌頭轉(zhuǎn)速之間的關(guān)系。當焊接速度較低(50 mm/min)時,隨著攪拌頭轉(zhuǎn)速的增大,接頭抗拉強度和斷后伸長率均降低,焊接速度為100 mm/min時,隨著攪拌頭轉(zhuǎn)速的增大,接頭抗拉強度和斷后伸長率先升高后降低,且變化較平緩。當焊接速度為150、200 mm/min時,隨著攪拌頭轉(zhuǎn)速的增大,接頭抗拉強度和斷后伸長率均明顯升高。攪拌頭轉(zhuǎn)速較低時,接頭拉伸性能達到最佳后,隨著攪拌頭轉(zhuǎn)速的增大,焊縫金屬因溫度太高而出現(xiàn)粗大組織,導(dǎo)致拉伸性能降低,這是9號接頭在焊縫處斷裂的原因。攪拌頭轉(zhuǎn)速較高時,接頭拉伸性能達到最佳后,隨著攪拌頭轉(zhuǎn)速的減小,摩擦熱減少而不足以形成熱塑性流動層,使得焊縫中形成孔洞缺陷,因此接頭拉伸性能變差。
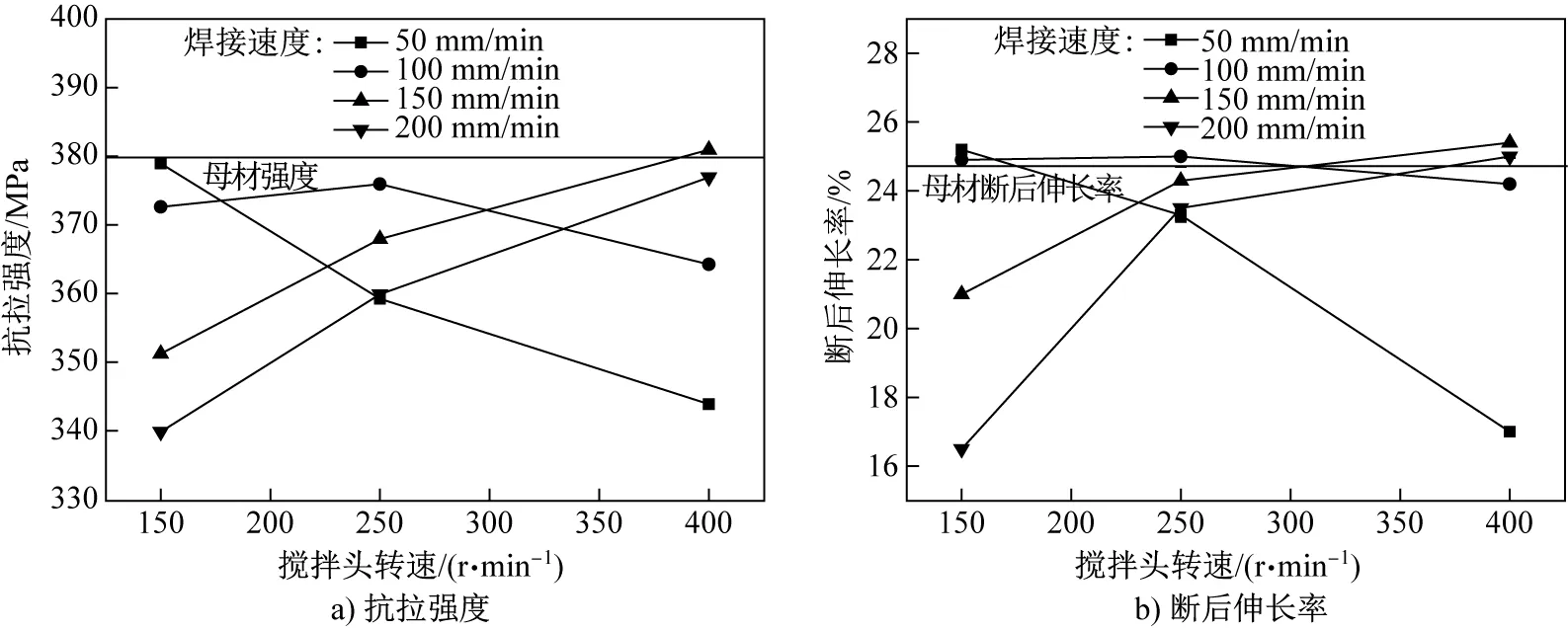
圖7 接頭的抗拉強度和斷后伸長率隨攪拌頭轉(zhuǎn)速的變化曲線Fig.7 Variation curves of tensile strength and elongation of the joint with rotating speed of stirring head
圖8為接頭抗拉強度和斷后伸長率與焊接熱輸入特征值之間的關(guān)系。隨著焊接熱輸入特征值的增大,接頭抗拉強度和斷后伸長率均先升高后降低。當焊接熱輸入特征值在0.3~0.5 mm/r時,接頭抗拉強度基本高于370 MPa,斷后伸長率大于25%,與母材相當;當焊接熱輸入特征值小于0.3 mm/r或大于0.5 mm/r時,接頭抗拉強度和斷后伸長率明顯降低。以較低的攪拌頭轉(zhuǎn)速(150 r/min)配合較低的焊接速度(50 mm/min),或以較高的攪拌頭轉(zhuǎn)速(400 r/min)配合較高的焊接速度(150~200 mm/min),均有利于獲得拉伸性能與母材相當?shù)暮附咏宇^;以250 r/min攪拌頭轉(zhuǎn)速配合100 mm/min焊接速度時,亦可獲得拉伸性能與母材相當?shù)暮附咏宇^。接頭的拉伸性能與焊接過程的熱輸入有關(guān)。當焊接熱輸入特征值較小時,焊接產(chǎn)生的熱量過多,焊縫發(fā)生局部軟化,且組織粗大,導(dǎo)致接頭的強度及斷后伸長率較低;隨著焊接熱輸入特征值的增大, 焊接產(chǎn)生的熱量降低, 焊縫不發(fā)生軟化,焊縫金屬流動充分而發(fā)生動態(tài)再結(jié)晶,組織細小, 同時攪拌時產(chǎn)生的摩擦熱傳遞到待焊母材,相當于對待焊母材預(yù)熱,從而提高了接頭的強度及斷后伸長率;當焊接熱輸入特征值為1.33時,4號接頭的熱輸入較小,焊縫金屬流動不充分而無法發(fā)生再結(jié)晶,同時焊縫中易產(chǎn)生孔洞缺陷,導(dǎo)致接頭的強度及斷后伸長率較低,這也是4號接頭在焊縫處斷裂的原因。

圖8 接頭的抗拉強度和斷后伸長率隨焊接熱輸入特征值的變化曲線Fig.8 Variation curves of tensile strength and elongation of the joint with characteristic value of welding heat input
圖9為4號和6號接頭拉伸斷口形貌,可見斷口中存在著大小不等的圓形和橢圓形杯狀韌窩,是典型的韌性斷裂。4號接頭拉伸斷口的韌窩小而淺,塑性較差,6號接頭拉伸斷口的韌窩大且深,塑性較好,這與表3中的試驗結(jié)果相吻合。
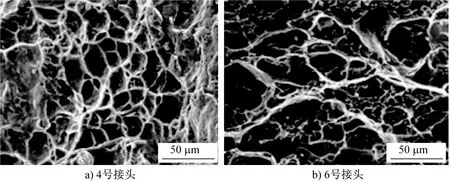
圖9 4號和6號接頭拉伸斷口的微觀形貌Fig.9 Micrographs of tensile fractures of the joints No.4 and No.6
2.4 顯微硬度
焊接熱輸入特征值為0.13、0.4、1.33 mm/r時,接頭橫截面顯微硬度分布如圖10所示。可見從焊縫中心向母材兩側(cè)硬度先降低后略微升高,呈近似“W”形分布;焊核區(qū)的硬度最高,這是焊核區(qū)在攪拌針強烈的機械攪拌作用下發(fā)生完全動態(tài)再結(jié)晶,晶粒細化所致;熱影響區(qū)的硬度最低,母材的硬度稍高于熱影響區(qū),這是熱影響區(qū)僅受到熱循環(huán)作用, 晶粒發(fā)生一定程度的粗化所致。當焊接熱輸入特征值為0.4 mm/r,即攪拌頭轉(zhuǎn)速為250 r/min、焊接速度為100 mm/min時,焊核區(qū)的硬度較高。當攪拌頭轉(zhuǎn)速較低、焊接速度較高時,材料塑性變形程度較小,再結(jié)晶不充分;而當攪拌頭轉(zhuǎn)速較高、焊接速度較低時,焊接熱輸入較高,這都將導(dǎo)致焊核區(qū)晶粒粗大,硬度降低。
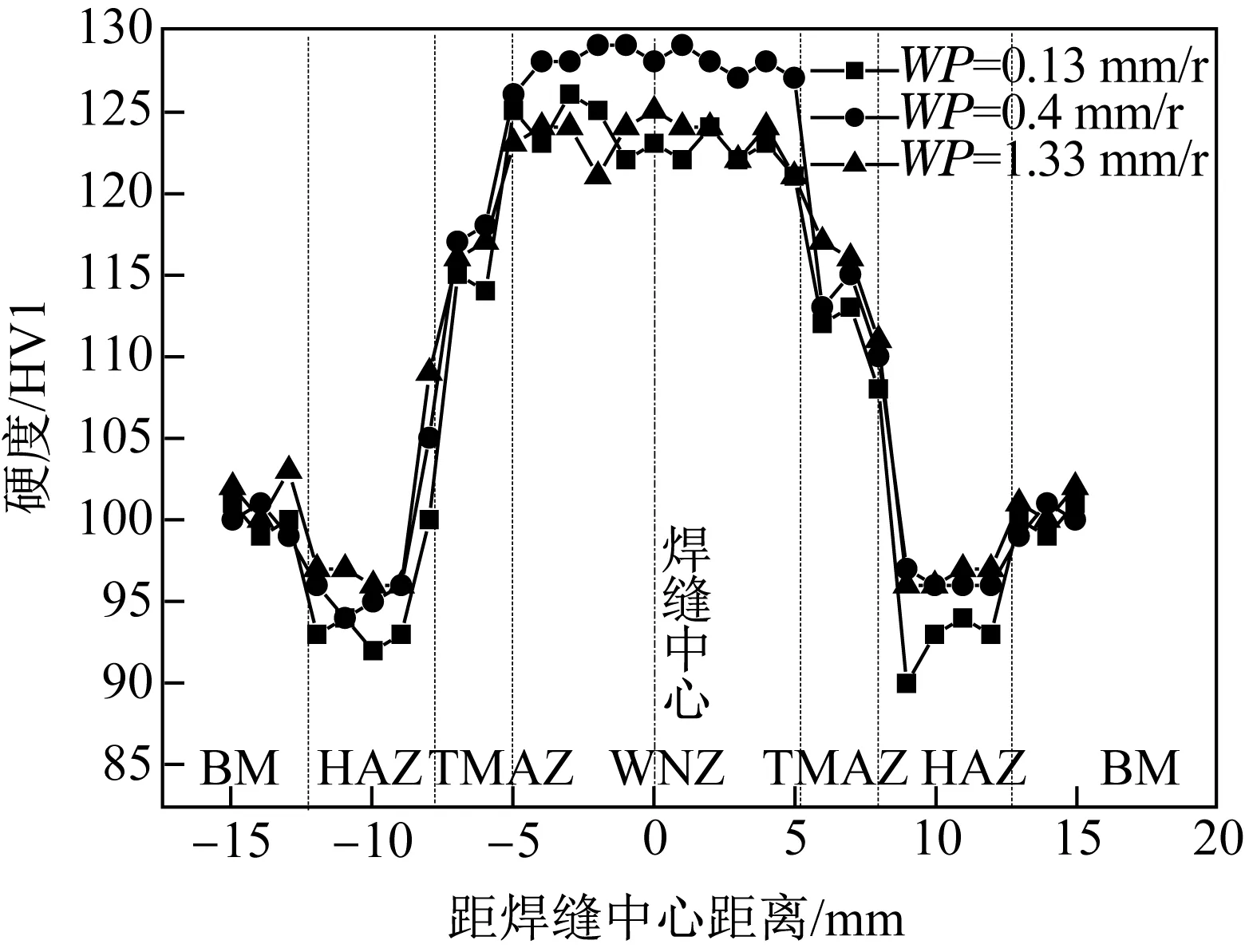
圖10 不同焊接熱輸入特征值下接頭橫截面顯微硬度分布Fig.10 Distributions of microhardness on the cross-section of the joints under different characteristic values of welding heat input
3 結(jié)論
(1)攪拌頭轉(zhuǎn)速在150~400 r/min、焊接速度在50~200 mm/min時,均可獲得成形良好且無宏觀缺陷的5A06鋁合金攪拌摩擦焊接頭。接頭熱影響區(qū)組織比母材粗大,且均為帶狀組織;焊核區(qū)晶粒細小、組織均勻,熱機影響區(qū)組織比焊核區(qū)粗大。當攪拌頭轉(zhuǎn)速為400 r/min、焊接速度為50 mm/min時,焊核區(qū)和熱機影響區(qū)組織明顯粗大。
(2)當焊接熱輸入特征值,即焊接速度與攪拌頭轉(zhuǎn)速的比值在0.3~0.5 mm/r時,焊接接頭的抗拉強度和斷后伸長率均與母材相當,抗拉強度最高可達381 MPa,斷后伸長率最大達25.4%。接頭顯微硬度從焊縫中心向母材兩側(cè)先降低后略微升高,焊核區(qū)的硬度最高,熱影響區(qū)的硬度最低。當焊接熱輸入特征值為0.4 mm/r,即攪拌頭轉(zhuǎn)速為250 r/min、焊接速度為100 mm/min時,焊核區(qū)的硬度較高。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
