模擬熱鍍鋅的退火對冷拔珠光體鋼絲組織和扭轉性能的影響
2021-06-10 10:12:04蘇紅艷
上海金屬 2021年3期
蘇紅艷
(鶴壁職業技術學院建筑設計與工程學院,河南 鶴壁 458030)
鍍鋅鋼絲是大型鋼鐵橋梁纜索的核心材料,要求其具備優良的強度、扭轉性能和耐蝕性[1- 3]。其生產過程一般為:高碳鋼線材經多道次連續拉拔后得到珠光體鋼絲,然后再進行鍍鋅處理。熱鍍鋅處理可以提高冷拔鋼絲的耐蝕性能,但會嚴重影響其力學性能,特別是扭轉性能[2]。
冷拔鋼絲熱鍍鋅過程中組織與性能的變化已有大量研究[4- 10],組織變化主要為碳原子的擴散,包括片層狀滲碳體的溶解和碳原子進入鐵素體中并以納米級碳化物顆粒重新析出,同時鐵素體中的位錯密度大幅度下降。鐵素體中過飽和碳原子來源于滲碳體片層的溶解,Languillaume等[7]和Gridnev等[8]分別提出了界面能機制和碳原子位錯交互機制以解釋變形誘導滲碳體的溶解現象。Tariu等[9]的研究表明:鍍鋅加熱過程中,冷拔鋼絲中的碳原子擴散顯著,鐵素體中碳原子出現局部富集,鐵素體內不同區域碳濃度差超過1%(原子分數)是鋼絲扭轉分層的原因。Fang等[10]通過對一種冷拔珠光體鋼絲進行450 ℃退火處理,指出冷拔鋼絲扭轉性能惡化的組織原因是片狀滲碳體溶解球化。因此,深入研究熱鍍鋅過程中冷拔珠光體鋼絲組織和性能的變化,從而抑制鍍鋅后鋼絲扭轉性能下降,對研發高強度鍍鋅鋼絲具有重要意義。但目前對穩定和提高鍍鋅鋼絲扭轉性能方法的研究匱乏。
本文利用電阻爐對φ6.9 mm冷拔珠光體鋼絲進行450 ℃不同保溫時間的退火處理以模擬其熱鍍鋅過程,研究了此過程中鋼絲的顯微組織和性能的變化,并對退火后扭轉性能較差的鋼絲進行預應力試驗,確定了其扭轉性能惡化的主要原因,以期指導國產橋索鋼性能的提升。
1 試驗材料及方法
試驗材料為武鋼生產的φ14.0 mm熱軋盤條經連續冷拉拔至φ6.9 mm的鋼絲,其化學成分如表1所示。拉拔總壓縮率為75.7%(應變量ε=1.42),單道次壓下率最大不超過19.7%。冷拔鋼絲的抗拉強度和扭轉性能分別為2 095 MPa和24次。

表1 珠光體鋼絲的化學成分(質量分數) Table 1 Chemical composition of the pearlitic steel wire (mass fraction) %
利用MSRA- 621型電阻爐對冷拔鋼絲進行450 ℃退火處理,保溫時間分別為0.5、1、2、3、5、15、30、60、120 min。采用CMT5105型電子萬能試驗機對退火前后的鋼絲進行室溫拉伸試驗。采用CTT1000型扭轉試驗機測量鋼絲的扭轉性能,單向扭轉,扭轉速度為30 r/min,夾頭間距為210 mm。采用Q60A+型維氏硬度計測量鋼絲的截面硬度,每個試樣測3個截面,測量位置為試樣橫截面幾何圓心的兩條垂直線,測量點間隔為0.5 mm,每條線測量13個有效點。利用FEI Siron- 400型掃描電鏡(SEM)和JEM 2000 EX型透射電鏡(TEM)觀察鋼絲退火后的截面形貌。
對經450 ℃×5 min退火的鋼絲進行預應力試驗。首先確定鋼絲拉伸斷裂時的破斷力Fm;然后對試樣進行預應力處理,預應力上限分別為70%Fm、80%Fm、85%Fm、90%Fm和95%Fm,當拉應力提高至預應力上限時立刻卸載;最后切除試樣的夾口,再測試其扭轉性能。
2 試驗結果
2.1 抗拉強度和扭轉性能
冷拔鋼絲經450 ℃退火后的抗拉強度和扭轉性能隨保溫時間的變化如圖1所示。可以看出,在退火初期(0~5 min),鋼絲的抗拉強度基本在2 000 MPa以上,在約3 min時達到最大值2 105 MPa,之后大幅度下降。未退火鋼絲的扭轉性能為24次,扭轉斷口平齊;隨著退火時間的延長,其扭轉性能呈先降低后升高的趨勢,在2~5 min范圍內扭轉性能降低至5次以下,扭轉斷口呈脆性斜劈狀,鋼絲表層出現分層;而后又逐漸回升至12次以上并保持穩定,斷口平齊。
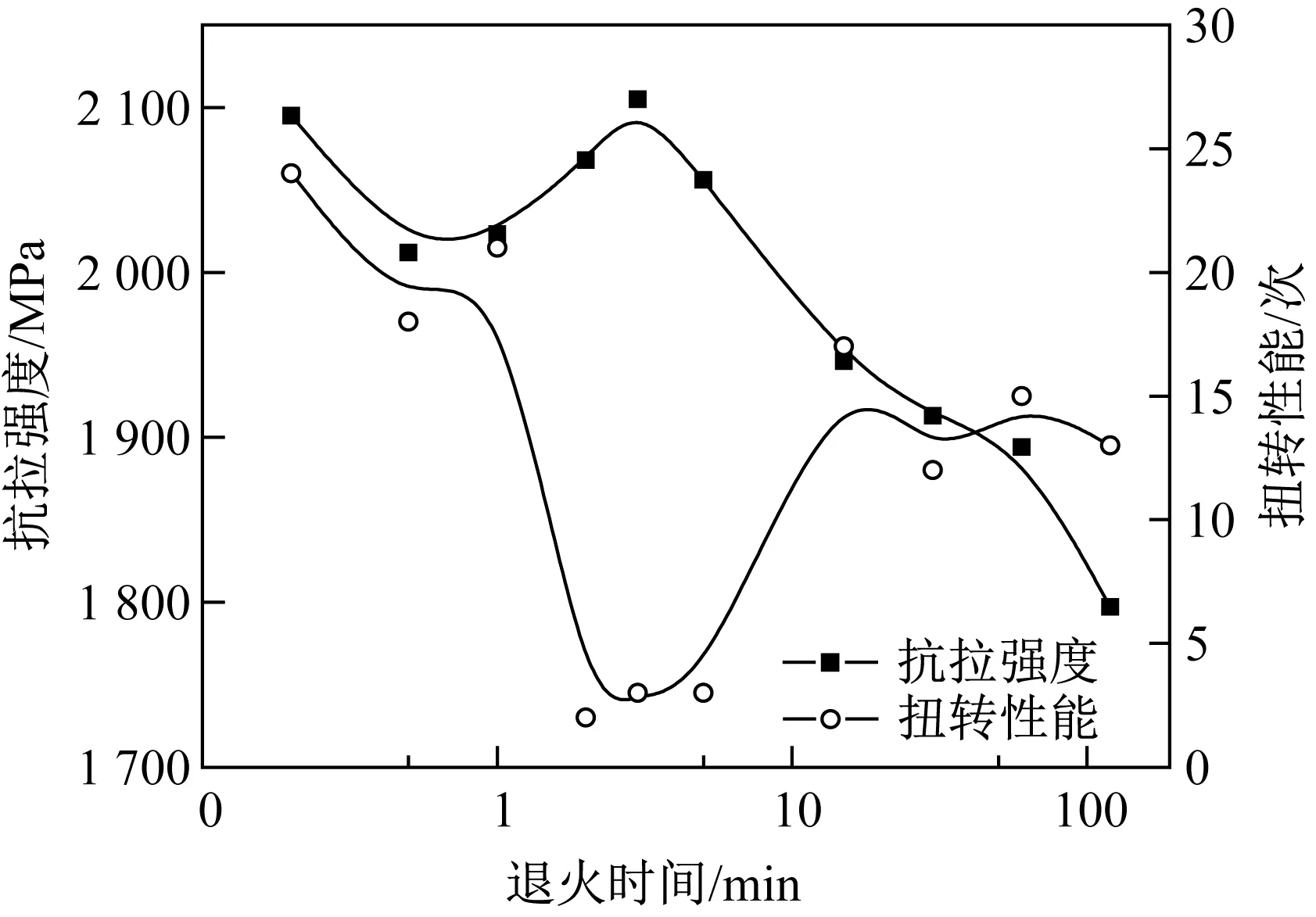
圖1 鋼絲抗拉強度和扭轉性能隨450 ℃退火時間的變化Fig.1 Variation of tensile strength and torsion property of steel wires with annealing time at 450 ℃
2.2 顯微硬度
冷拔鋼絲經450 ℃退火不同時間后的顯微硬度如圖2(a)所示。可以看出,鋼絲橫截面顯微硬度存在一定波動,且近似沿第7測量點對稱分布。
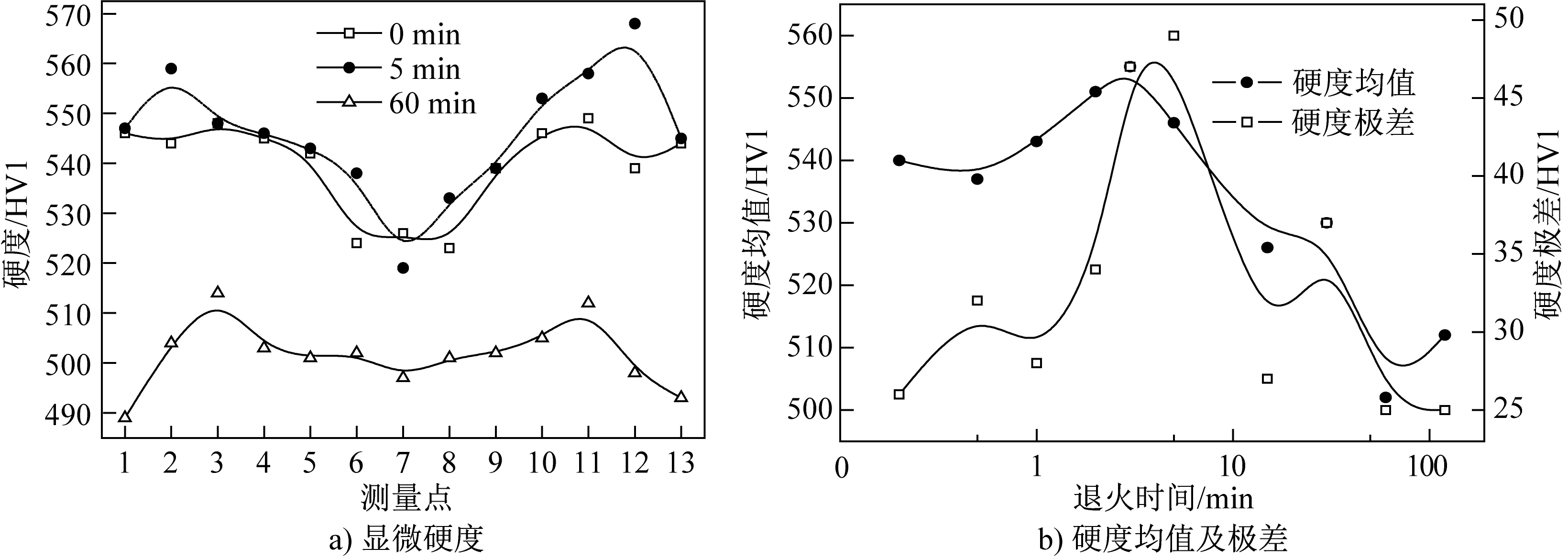
圖2 450 ℃退火不同時間后鋼絲的顯微硬度Fig.2 Microhardness of steel wires annealed at 450 ℃ for different times
為定量表征鋼絲橫截面顯微硬度的波動,以鋼絲橫截面顯微硬度測量線上的極大值與極小值的差值作為該測量線的硬度極差。從圖2(a)可以看出,450 ℃保溫0、5和60 min鋼絲的硬度均值與極差分別為(540、26 HV1)、(546、49 HV1)和(502、25 HV1),據此得到鋼絲經不同時間退火后的硬度均值和極差,如圖2(b)所示。
對比圖1和圖2(b)可發現,鋼絲的顯微硬度均值與抗拉強度的變化趨勢一致:隨著保溫時間的延長,硬度均值先小幅度波動后劇烈下降,在3~5 min內達到峰值。硬度極差與扭轉性能的變化趨勢相反:隨著保溫時間的延長,硬度極差先增大后減小,在2~5 min內達到最大,與低扭轉性能區域重合。
2.3 顯微組織
未退火和經450 ℃×5 min退火的冷拔鋼絲的橫截面SEM形貌如圖3所示。如圖3(a)所示,未退火鋼絲的組織為完整連續的變形片層狀珠光體。450 ℃×5 min退火鋼絲的組織隨著與表面距離的不同而變化,表層組織先發生退化;距表面約0.5 mm深處的片層狀珠光體基本退化,片層長度顯著減小,并且析出了納米級碳化物顆粒,如圖3(b)中箭頭所示;距表面約1.5 mm深處,珠光體仍保持片層狀結構,但片層的長- 寬比明顯減小, 部分區域的片層退化為短桿狀或顆粒狀,如圖3(c)中圓圈所示;距表面約2.5 mm深處,組織仍保持完整連續的珠光體片層結構,如圖3(d)所示。
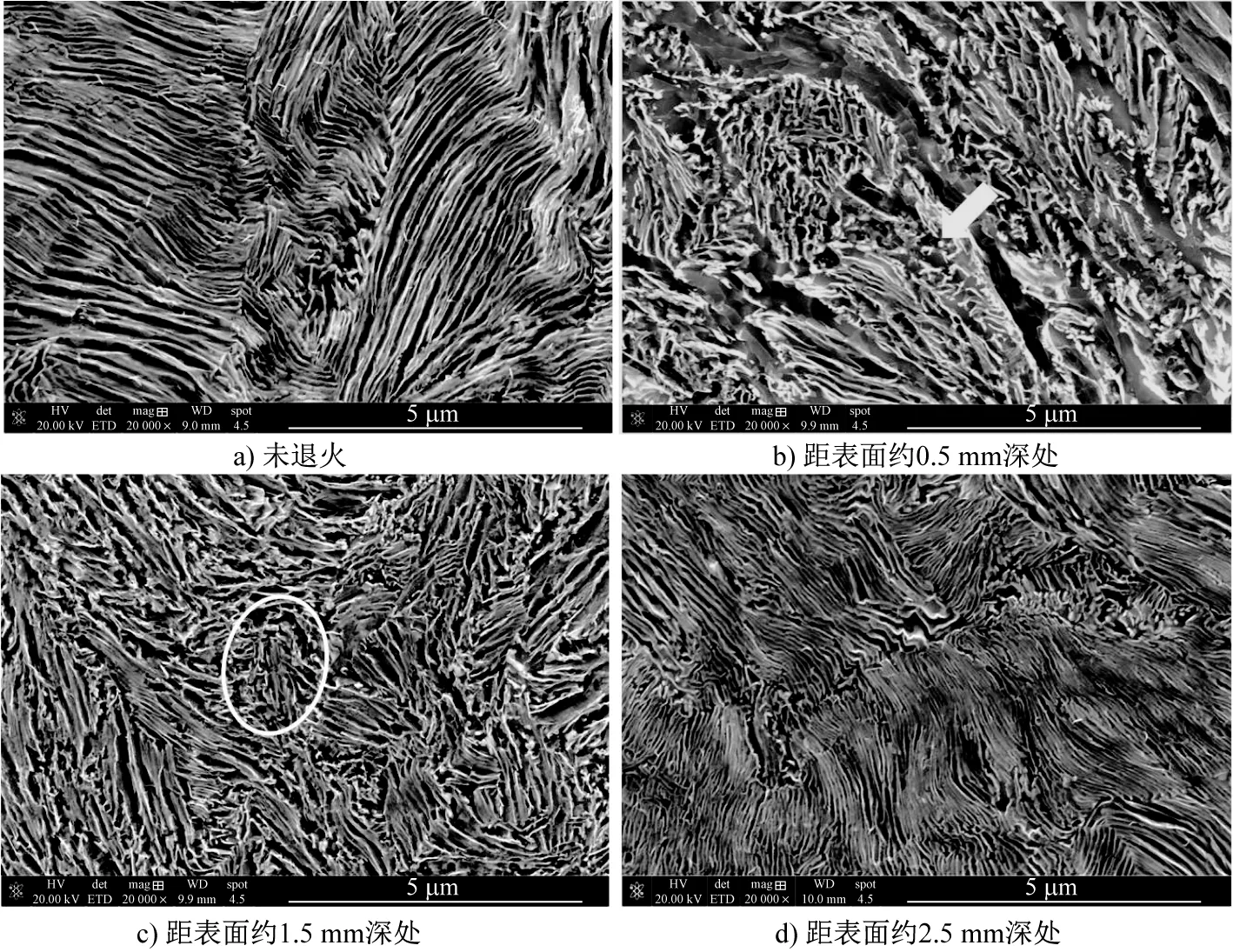
圖3 未退火(a)和經450 ℃×5 min退火(b~d)的鋼絲的橫截面SEM形貌Fig.3 SEM micrographs of cross section of steel wires un- annealed(a) and annealed at 450 ℃ for 5 min(b~d)
連續片層狀珠光體是鋼絲獲得高強度和高扭轉性的組織保證。退火鋼絲表層組織出現退化,形成的納米級滲碳體顆粒可起到析出強化作用,但加熱會加速位錯運動和合并而降低位錯密度[6],因此在雙重作用下鋼絲的強度和硬度出現小幅度波動。隨著加熱時間的延長,鋼絲組織退化區域擴大,片層狀結構逐漸分解,退化為短桿狀或顆粒狀,導致材料強度和硬度顯著下降。
450 ℃×120 min退火的鋼絲距表面約0.5和2.5 mm處的橫截面SEM形貌分別如圖4(a)和4(b)所示,兩處組織類似,片層狀珠光體顯著退化,片層狀結構基本消失,對應鋼絲的抗拉強度和扭轉性能分別為1 797 MPa和13次,相較于冷拔鋼絲,強度下降了約300 MPa,扭轉性能降低了11次。

圖4 經450 ℃×120 min退火的鋼絲橫截面SEM形貌Fig.4 SEM micrographs of cross section of steel wires annealed at 450 ℃ for 120 min
2.4 預應力試驗
經450 ℃×5 min退火的冷拔鋼絲的屈服強度Rp0.2和抗拉強度Rm分別為1 877和2 056 MPa,屈強比為0.913,扭轉性能為3次,試樣拉伸斷裂時的破斷力Fm=79.1 kN。該試樣經不同上限的預應力處理后的扭轉性能如圖5所示。
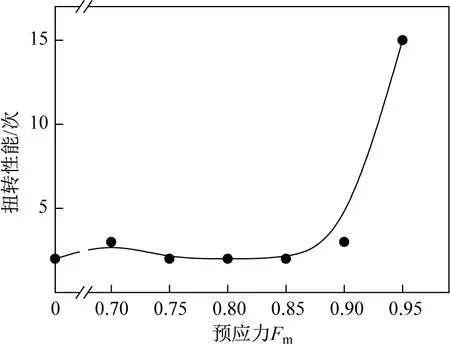
圖5 預應力處理對鋼絲扭轉性能的影響Fig.5 Effect of prestressing treatment on torsion properties of steel wires
在(70%~90%)Fm預應力作用下,鋼絲的扭轉性能未出現顯著變化,均低于5次,扭轉斷口呈斜劈狀;經95%Fm拉拔的鋼絲的扭轉性能大幅度提升至18次,扭轉斷口平齊。因此預應力處理使鋼絲發生屈服,大幅度提高了其扭轉性能。
經80%Fm和95%Fm預應力處理的鋼絲的TEM圖如圖6所示。可見經80%Fm預應力處理的試樣鐵素體中的碳原子對位錯起釘扎作用,如圖6(a)中箭頭所示。95%Fm預應力處理的試樣由于發生了屈服,組織中原先被碳原子釘扎的位錯產生脫釘,可移動位錯密度大量增加,如圖6(b)所示。此外,退火時析出的細小碳化物也能阻礙位錯的運動。
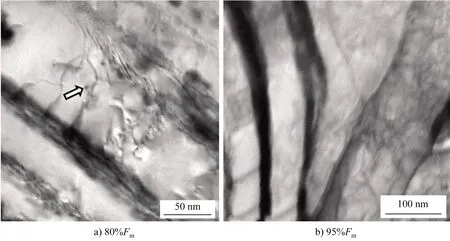
圖6 鋼絲經不同上限預應力處理后的TEM形貌Fig.6 TEM micrographs of steel wires after different upper limit prestressing treatments
3 分析與討論
冷拔鋼絲在連續拉拔過程中會形成大量可移動位錯,同時片層狀珠光體得到細化。冷拔鋼絲熱鍍過程中的組織變化主要為碳原子的運動[6,11- 12],Watté等[11]從能量的角度解釋:位錯附近的能量狀態較間隙處更低,當碳原子受熱獲得一定能量后,就越過能量勢壘聚集于位錯附近對其產生釘扎作用,可動位錯密度降低。形變片狀滲碳體經加熱后會發生部分溶解,形成短桿狀或顆粒狀,而溶解至鐵素體中的碳原子會以碳化物的形式析出。鐵素體中的碳原子對位錯產生釘扎作用,析出的碳化物顆粒周圍形成位錯塞積和纏結,均有強化效果,扭轉性能下降。對經450 ℃×5 min退火的冷拔鋼絲進行95%Fm預應力處理后,試樣產生屈服,組織中被釘扎的位錯脫釘,柯氏氣團消散,位錯恢復到自由狀態,試樣扭轉性能大幅度提高。
冷拔鋼絲加熱后橫截面硬度的波動和組織形貌觀察均證明了冷拔鋼絲表層和心部組織存在差異,冷拔鋼絲顯微硬度極差較大的退火時間范圍(2~5 min)與低扭轉性能區域重合,說明表層與心部組織差異是造成鋼絲扭轉性能惡化的主要原因。扭轉過程中鋼絲表層組織變形最大,表層和心部的組織差異會造成鋼絲在扭轉過程中產生應力集中,進而導致鋼絲發生扭轉分層,斷口呈斜劈狀。冷拔鋼絲表層與心部組織差異的主要原因是在拉拔過程中表層組織變形量更大,儲存能量更多,位錯密度更高;在加熱過程中表層組織受熱程度更大,組織變化劇烈。
未退火冷拔鋼絲的扭轉性能為24次,經450 ℃×5 min退火后下降至3次,再經95%Fm預應力處理后又上升至18次。冷拔鋼絲在退火過程中的組織變化主要為:滲碳體分解后的碳原子溶于鐵素體對位錯產生釘扎和過飽和碳原子以碳化物形式重新析出。退火后鋼絲在預應力處理過程中的組織變化主要為:被釘扎位錯發生脫釘恢復到自由運動狀態,但碳化物顆粒仍能阻礙位錯運動,因此經過預應力處理的鋼絲的扭轉性能得到改善(18次),但無法恢復到冷拔鋼絲狀態(24次)。因此,鐵素體中碳原子對位錯的釘扎作用和碳化物的析出均會惡化鋼絲的扭轉性能,而碳原子對位錯的釘扎作用是造成鋼絲表層和心部組織差異,進而惡化其扭轉性能的主要原因。
4 結論
(1)450 ℃退火時,隨著保溫時間的延長,冷拔鋼絲的顯微硬度均值與抗拉強度均小幅度波動后急劇下降;扭轉性能整體上先下降后升高,低扭轉性能對應的退火時間范圍與橫截面顯微硬度極差較大的區域重合。
(2)冷拔鋼絲450 ℃退火后表層與心部的組織差異是造成其扭轉性能惡化的主要原因,該組織差異表現為片狀滲碳體分解后碳原子溶于鐵素體對位錯產生釘扎和碳化物重新析出;導致該組織差異的主要原因是鋼絲拉拔過程中表層組織變形量更大,儲存能量更多,且加熱過程中受熱程度更大,組織變化劇烈。
(3)退火鋼絲經95%Fm預應力處理后,碳原子對位錯的釘扎作用消除,大量位錯脫釘成自由狀態,鋼絲的扭轉性能大幅度提升。
