圓臺形冒口脈沖磁致振蕩處理對Al- Si合金鑄錠凝固均質化的影響
2021-06-10 10:10:04葉春洋仲紅剛李仁興徐智帥翟啟杰
上海金屬 2021年3期
邵 輝 葉春洋 仲紅剛 李仁興 徐智帥 翟啟杰
(上海大學材料科學與工程學院,上海 200444)
由于批量小、尺寸大和質量要求高等原因,部分特殊鋼仍主要采用模鑄工藝生產。但隨著鑄錠體積的增大,其缺陷越來越難以控制,如粗大的樹枝晶、心部縮孔、冒口正偏析、中心“V”型偏析,1/2半徑“A”型偏析及底部負偏析等。為使鑄錠組織均質化,業已采取了很多措施,如振動[1- 3]、超聲波[4- 5]、電磁場[6- 9]和添加鋼球[10]等。李殿中等[11]研究發現,達到一定體積分數的氧化物基夾雜物產生的浮力能促進通道偏析的形成,認為控制氧含量是解決通道偏析的根本方法。多包澆注法[12- 13]可在一定程度上降低元素偏析程度。但隨著鑄錠尺寸的增加,由于前后澆注的熔體充分混合,會影響多包澆注改善鑄錠整體偏析的效果。李軍等[14]提出了一種層狀鑄造(layer casting)法,在降低多相流速、提高凝固速率均勻性、改變溶質分凝方面效果顯著,提高了鑄錠的均質化水平。但該方法操作復雜,難以實際應用。
脈沖磁致振蕩(pulsed magneto oscillation, PMO)凝固均質化技術[15- 18]是在揭示脈沖電流細晶機制[19]的基礎上提出的,其基本原理是感應脈沖電流在金屬液內產生“電致過冷”效應,促進形核并形成“結晶雨”,從而細化凝固組織。目前,PMO技術已在連鑄生產中應用[20- 24],均質化效果顯著。關于模鑄宏觀偏析問題,本研究團隊提出了便于實施的液面脈沖磁致振蕩,并對5和9 t的45鋼鑄錠進行了工業試驗[25- 27]。在此基礎上,為進一步簡化操作,改善處理效果,提出了冒口脈沖磁致振蕩技術[28- 30],用該技術處理的鋼錠凝固組織顯著細化,錠身部位宏觀偏析基本消除,且夾雜物的分布明顯改變[31]。研究發現,雖然大型鑄錠采用的圓柱形冒口補縮效果較好,但材料收得率較低,且由于脈沖磁場衰減較快,磁致振蕩難以作用到冒口的中心部位,鑄錠的最后凝固區得不到有效處理。
本文提出圓臺形冒口脈沖磁致振蕩(round- table hot- top pulsed magneto- oscillation, R- HPMO)處理,將圓柱形冒口改為圓臺形。該方法的冒口體積顯著縮小,磁場及電磁力可作用到冒口中心的最后凝固區,處理效果有望進一步提高,且能耗顯著下降。研究了圓臺形冒口經脈沖磁致振蕩處理的鑄錠的電磁場、電磁力及流場分布,并通過澆注Al- 3%Si(質量分數,下同)合金鑄錠研究了其均質化效果。
1 試驗材料與方法
鑄型、圓臺形冒口及脈沖磁致振蕩線圈的尺寸見圖1,圖中線圈形狀為圓臺形,6匝,用中空的純銅導線管繞制而成。試驗材料為Al- 3%Si合金,鑄錠處理參數見表1。
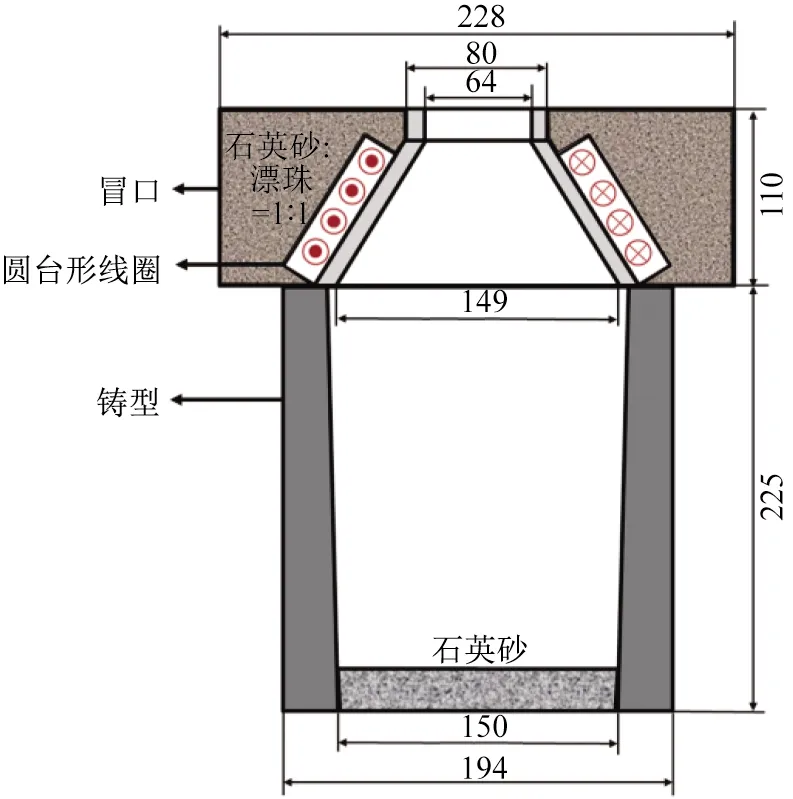
圖1 鑄型、圓臺形冒口及脈沖磁致振蕩線圈的尺寸圖Fig.1 Dimensional drawing of the cast mould, round- table hot- top and PMO coil

表1 試驗參數Table 1 Experimental parameters
試驗前,準備干凈的黏土坩堝和304不銹鋼鑄型,鑄型內壁噴涂BN涂料,以便于脫模。將經稱量的純鋁(99.9%)放入干燥的黏土坩堝,并置于兩臺井式爐中熔化。在700 ℃保溫1 h去除氧化皮;將塊狀純硅(99%)加入熔體,保溫1 h后攪拌均勻并再次去除氧化皮。隨后將熔體澆入烘干的304不銹鋼鑄型,澆注時間15 s。澆注后冒口加蓋石棉隔熱保溫,并立即進行脈沖磁致振蕩處理,待鑄錠心部溫度達到共晶點時停止處理,測定冒口部位的溫度,如圖2(a)所示。
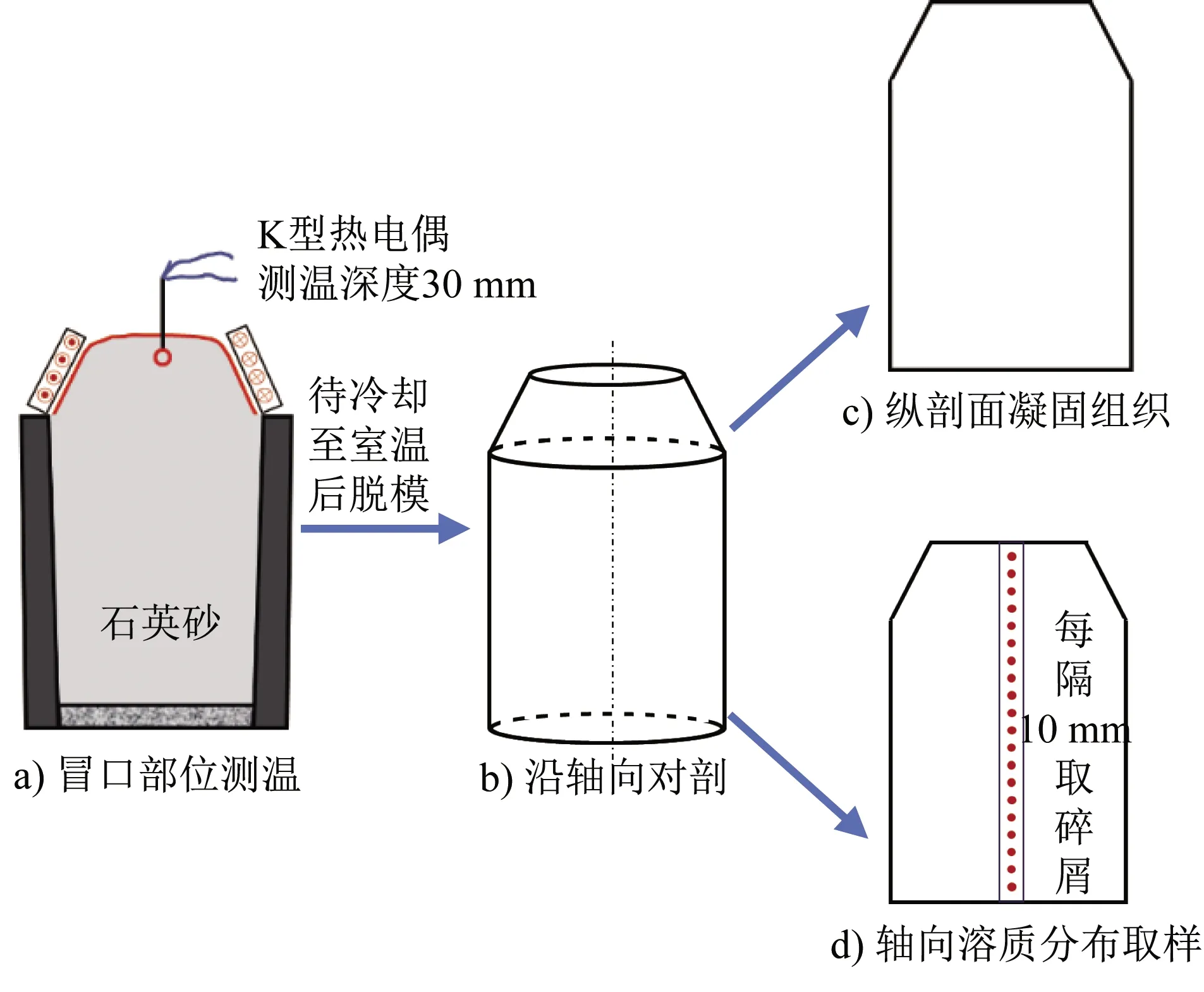
圖2 鑄錠測溫、宏觀組織及溶質含量檢測的取樣示意圖Fig.2 Illustration of temperature survey and cutting samples used for detection of macrostructure and solute distribution in the ingot
待鑄錠冷卻至室溫脫模取樣,并將試樣沿軸向對剖,見圖2(b)。將其中一半試樣的縱剖面磨平進行宏觀組織觀察(圖2(c)),腐蝕液為鹽酸、硝酸、氫氟酸和水(體積比12∶6∶1∶1)的混合試劑。在另一半試樣軸向取樣進行成分檢測,如圖2(d)所示。采用電感耦合等離子體原子發射光譜儀測定合金硅含量。
2 數值模擬
2.1 模型的建立
根據鑄錠的實際尺寸建立有限元模型,采用COMSOL Multiphysics軟件模擬熔體內的流場和磁場。表2為Al- 3%Si合金鑄錠的熱物性參數。

表2 Al- 3%Si合金的熱物性參數Table 2 Thermophysical parameters of Al- 3%Si alloy
通過建立簡化的二維軸對稱模型模擬圓臺形冒口脈沖磁致振蕩作用下鑄錠內的電磁場及流場。數值模型分熔體、脈沖磁致振蕩線圈和空氣3個區域。為加快計算速度,對不同的區域采用不同尺寸的三角形網格,其中金屬液區域網格尺寸為熔體半徑的1/25。初始條件為熔體過熱度50 ℃。脈沖磁致振蕩處理參數見表1。
2.1.1 基本假設
(1)試驗系統簡化為二維軸對稱數值模型;(2)將金屬液視為不可壓縮牛頓流體;(3)不考慮金屬液溫度的降低及焦耳熱對金屬液溫度的影響;(4)不考慮感應線圈中脈沖電流的趨膚效應,電流在線圈中均勻分布;(5)忽略金屬液流動對磁場分布的影響。
2.1.2 控制方程
為了節約計算時間,數值模擬分兩步進行。首先,通過電磁場數值模擬計算金屬液中的電磁場分布。電磁場模型由以下方程控制:
(1)

(2)
(3)
(4)

解出熔體中電磁場分布后,調用第一步的模擬結果,通過K-ε模型計算金屬液中的流場分布。控制方程為:
(5)

(6)
式中ρ、p和μ分別表示金屬液的密度、壓力和金屬液的動態粘度。
2.1.3 邊界條件
對于電磁場模型,設定空氣域邊界不導磁。在計算金屬液中流場分布時,設定與空氣層接觸的自由液面為滑動壁,型壁處則為剛性壁面,即在自由液面處只考慮切向流速(垂直于液面的速度等于零),在型壁處切向速度和法向速度均為零。
2.2 模擬結果
2.2.1 圓臺形冒口脈沖磁致振蕩在鑄錠內形成的磁場
(1)磁感應強度分布
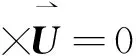
由于脈沖電流具有周期性,因此在熔體內感應出的磁感應強度、電磁力等同樣具有周期性。關于電磁場在熔體內的分布規律已有相關研究[23,32],本文僅選取鑄錠內磁感應強度達到最大值的時刻,如圖3所示。鄰近線圈的部位磁感應強度最大,方向斜向上;鄰近鑄錠中心的磁場方向豎直向上。大功率處理時,磁感應強度為302 mT,是小功率處理的3.03倍,方向向上。根據一個脈沖周期內磁場的變化規律,磁感應強度在T/4時刻達到最大值。這是由于脈沖電磁場是以波的形式在熔體內傳播,這體現了磁場的傳播特性。
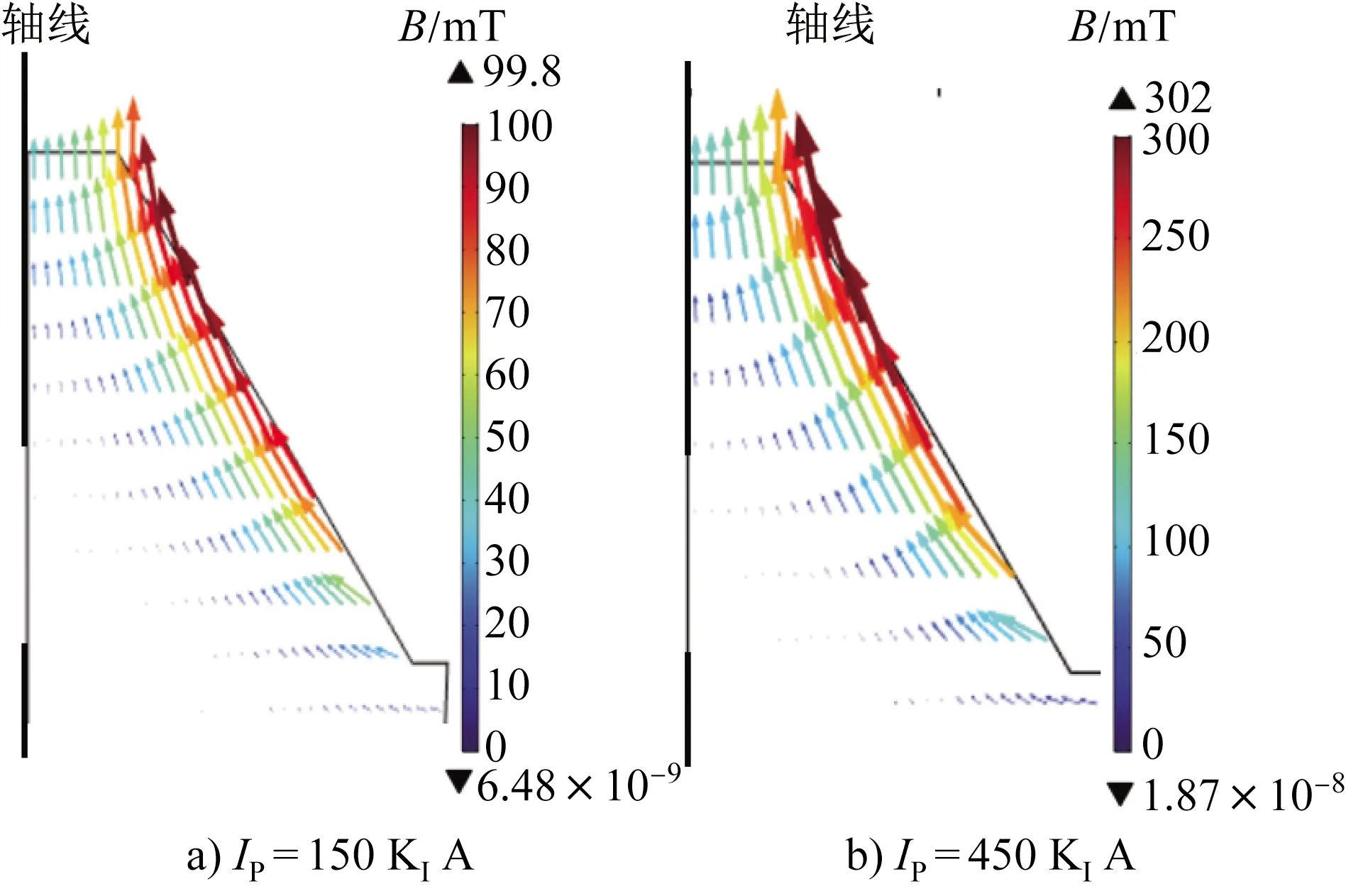
圖3 R- HPMO處理在熔體中產生的最大磁感應強度Fig.3 Maximum magnetic induction intensity generated by R- HPMO in the melt
(2)電磁力分布
脈沖磁致振蕩在鑄錠內產生的電磁力如圖4所示。在一個周期內,不同功率脈沖磁致振蕩的電磁力相差1個數量級,且徑向電磁力遠大于軸向電磁力。徑向電磁力的正值表示其水平方向的分力指向邊緣,負值則相反;軸向電磁力的正值表示其豎直方向的分力垂直向上,負值則反之。

圖4 不同功率脈沖磁致振蕩處理鑄錠內電磁力分布 Fig.4 Distribution of electromagnetic forces in the ingots treated by PMO of different powers
不同時刻電磁力在鑄錠內的分布狀態見圖4。由圖4可以看出,電磁力方向始終垂直于線圈。由于存在趨膚效應,電磁力僅存在于靠近線圈的熔體內。圖4(a)為電磁力達到最大值時刻的分布狀態,大功率處理的極值是小功率處理的8.2倍。圖4(d)為電磁力最小的時刻,大功率處理的極值是小功率處理的9.9倍。在一個脈寬內,電磁力的方向發生4次變換,但指向熔體中心的電磁力始終大于下一時刻指向邊緣的電磁力,這有利于熔體向中心運動,形成穩定的強制對流,從而使型壁處的自由晶核向中心運動。在鑄錠中軸線上,根據電磁力在垂直方向的分力,冒口處的金屬液會向下運動,這有助于液面和型壁處形成的晶核向鑄錠底部漂落、沉積,從而形成結晶雨。
2.2.2 圓臺形冒口脈沖磁致振蕩在鑄錠內形成的流場
不同功率冒口脈沖磁致振蕩處理的鑄錠內形成的穩態流場見圖5。圖5(a)為穩定流場的徑向分量,正值表示流場方向從徑向指向邊緣,負值表示流場方向從徑向指向中心。大功率處理時,指向鑄錠中心和邊緣的最大流速分別為333和257 mm/s,分別是小功率處理時的2.87倍和2.71倍。圖5(b)是穩定流場的垂直分量,正值表示流場方向垂直向上,負值表示流場方向垂直向下。冒口內形成了中心向上、沿邊緣向下的熔體流動,其下方形成了中心向下、鑄型邊緣向上的流動。冒口下半部分形成的流場幾乎占據了整個鑄錠。大功率處理時,流場向上和向下的最大流速分別為416和606 mm/s,分別是小功率處理時的2.68倍和3倍,均位于鑄錠中軸線處。圓臺形冒口脈沖磁致振蕩在鑄錠內產生更大的向下流速有利于晶核漂落、沉積。圖5(c)為穩定的二維流場,可以看出,脈沖磁致振蕩線圈在鑄錠中形成了“雙環流”,最大流速位于鑄錠中心,方向豎直向下,這一方面有利于冒口部位形成的晶核沉降至鑄錠底部;另一方面有利于高溶質含量的熔體集中于冒口上部,從而減少鑄錠上部的正偏析。

圖5 不同功率R- HPMO處理的鑄錠內形成的流場Fig.5 Flow field in the ingots treated by R- HPMO of different powers
3 試驗結果與分析
3.1 鑄錠凝固組織
圖6為對比錠、不同功率處理錠冒口部位的冷卻曲線。可以看出,澆注后180 s內,圓臺形冒口脈沖磁致振蕩加速了冒口中心部位液相的降溫速率,加快了凝固進程。這主要是因為強制對流提高了冒口邊緣和中心的熱交換速率,同時圓臺形冒口脈沖磁致振蕩產生的焦耳熱效應不足以補償冒口散失的熱量。大功率處理(峰值電流為450 KIA)延長了熔體達到共晶點的時間,證明隨固相分數增加,強制對流逐步消失,圓臺形冒口脈沖磁致振蕩的加熱效果得以顯示。小功率處理(峰值電流為150 KIA)的降溫曲線未出現明顯變化,說明焦耳熱效應不顯著。
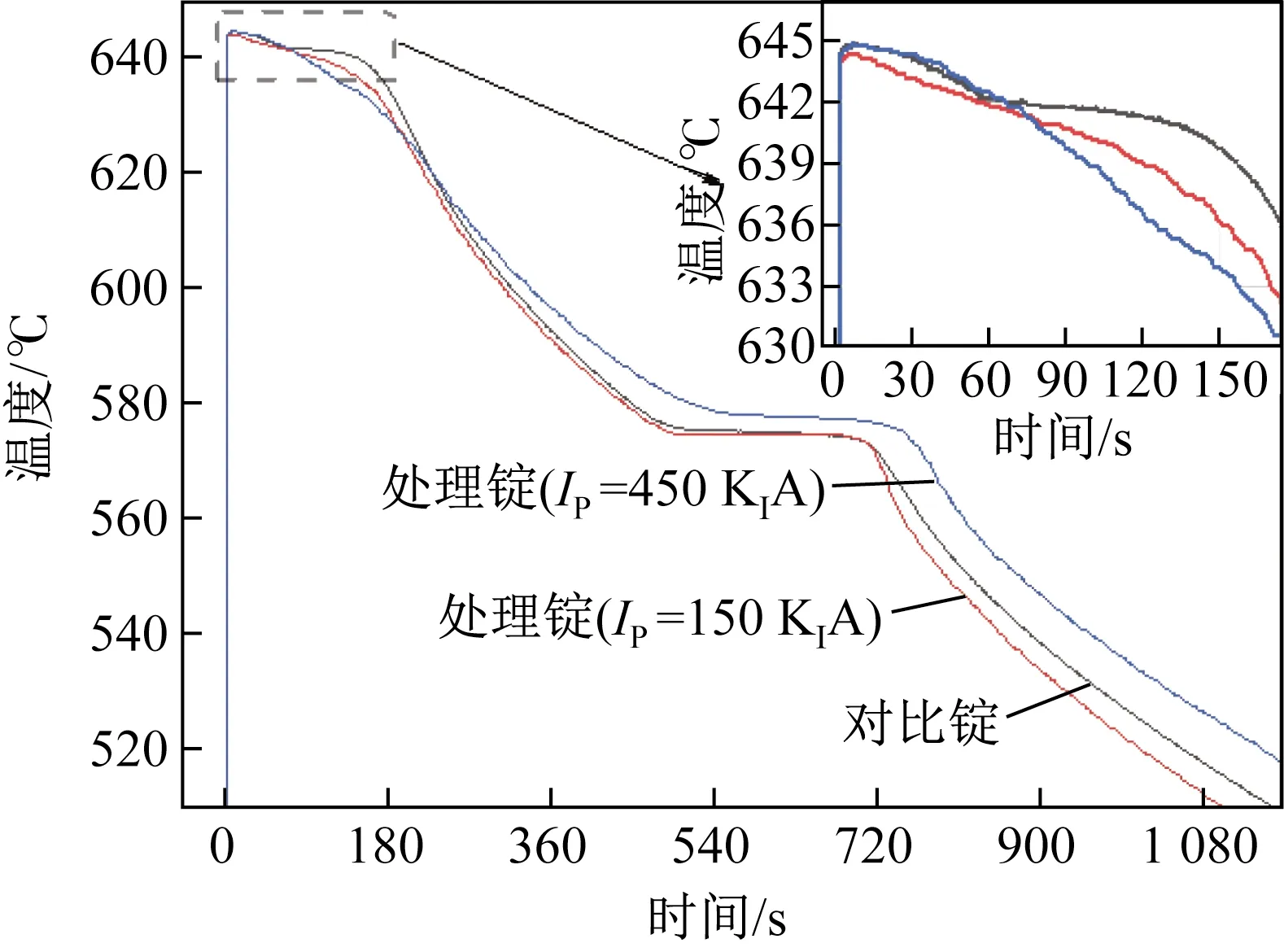
圖6 鑄錠冒口中心溫度隨時間的變化Fig.6 Variation of temperature in the hot- top centre of ingots with time
圖7是對比錠、不同功率處理錠的縱剖面的宏觀組織。從圖7(a)可以看出,未施加圓臺形冒口脈沖磁致振蕩的鑄錠在靠近型壁的四周生長出粗大的柱狀晶,在柱狀晶生長的末端形成了尺寸較大的等軸晶,最終凝固的冒口部位同樣也是粗大的等軸晶,鑄錠中心是較細小的等軸晶。圖7(b)是小功率圓臺形冒口脈沖磁致振蕩處理的鑄錠的凝固組織。同樣, 型壁四周是激冷形成的發達柱狀晶,但長度略有縮短;從冒口到鑄錠底部,中心部位全部為細小的等軸晶。圖7(c)是大功率圓臺形冒口脈沖磁致振蕩處理的鑄錠的凝固組織,可以發現,柱狀晶長度明顯縮短,且等軸晶更加細小。這可能是由于大功率處理時磁場和流場更強,有利于等軸晶大量形成和沉降所致。總體上,隨著脈沖磁致振蕩功率的增大,鑄錠等軸晶比例增大,晶粒尺寸明顯減小。由于圓臺形冒口脈沖磁致振蕩處理是在固液相線之間進行,冒口處不能形成穩定的凝固殼,脈沖磁致振蕩產生的間歇作用力形成的振蕩效應使晶粒生長的條件發生變化,冒口處形成的晶核不斷被振落,形成結晶雨并在底部堆積,直至完全凝固。
圖7 鑄錠的縱向宏觀組織(虛線為柱狀晶- 等軸晶界限)Fig.7 Longitudinal macrostructures of the ingots (dotted line being boundary between columnar and equiaxed grains)
3.2 鑄錠軸向溶質偏析
圖8為對比錠、小功率和大功率圓臺形冒口脈沖磁致振蕩處理的鑄錠溶質偏析指數沿軸線的分布。未施加圓臺形冒口脈沖磁致振蕩處理的鑄錠,其冒口出現嚴重的正偏析,偏析指數為0.80~1.16,極差為0.36;有7個點的偏析指數分布在0.9~1.1范圍以外,鑄錠軸向溶質波動大,如圖8(a)所示。而經小功率圓臺形冒口脈沖磁致振蕩處理的鑄錠,溶質波動明顯減小,錠身偏析及冒口正偏析得到抑制,溶質分布均勻;偏析指數為0.89~1.08,極差減小至0.19,如圖8(b)所示。經大功率圓臺形冒口脈沖磁致振蕩處理的鑄錠,錠身部位溶質波動減小,其偏析指數為0.90~1.14,極差減小至0.24,如圖8(c)所示。施加圓臺形冒口脈沖磁致振蕩的鑄錠偏析指數幾乎均為0.9~1.1,可見,與未經圓臺形冒口脈沖磁致振蕩處理的鑄錠相比,經兩種功率冒口脈沖磁致振蕩處理的鑄錠的偏析均得到了改善。
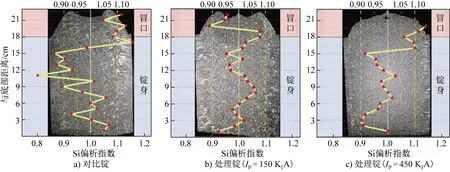
圖8 鑄錠中Si元素偏析指數的軸向分布Fig.8 Axial distribution of segregation index of silicon in the ingots
對比錠、小功率和大功率處理錠的溶質標準偏差分別為0.27、0.13、0.17,經小功率圓臺形冒口脈沖磁致振蕩處理的鑄錠軸向成分波動最小,分布最均勻,大功率處理的鑄錠次之,對比錠軸向成分波動最大。在分別去除對比錠、小功率和大功率圓臺形冒口脈沖磁致振蕩處理的鑄錠冒口4個偏析點后,錠身溶質標準偏差分別為0.26、0.10、0.14,成分均勻性從好到差依次為小功率圓臺形冒口脈沖磁致振蕩處理錠、大功率處理錠、對比錠。數值模擬結果表明:間歇電磁力在鑄錠熔體軸向產生了最大的流速,這一方面使溶質沿鑄錠軸線充分流動,導致溶質分布更均勻;另一方面,環流的形成,大大降低了由于選分結晶導致冒口元素富集而形成的正偏析的嚴重程度,流場可將富集在冒口的溶質帶入鑄錠底部,從而減輕宏觀偏析。
4 結論
(1)圓臺形冒口脈沖磁致振蕩在鑄錠內形成上、下兩個方向相反的環流,且鑄錠中軸線向下的液流速度最大,強制對流有利于鑄錠溫度場均勻化,加速過熱度的減小。下環流有利于冒口處磁致振蕩處理形成的等軸晶核被流場推動、裹挾至鑄錠底部,導致等軸晶在鑄錠中心逐層堆積,從而促進整個鑄錠心部的凝固組織細化。上環流主要局限于冒口中線以上區域,這有利于將溶質富集密度較小的金屬液聚集并限制在冒口上部,從而顯著縮小冒口正偏析區的范圍。
(2)相比于圓柱形冒口,圓臺形冒口有效減少了液面與空氣的熱交換,加之R- HPMO的焦耳熱效應,冒口補縮效果明顯改善,有利于提高鑄錠的收得率。較大功率R- HPMO處理推遲了鑄錠冒口處共晶點的出現,這是因為隨著強制對流逐步消失,R- HPMO使冒口部位的焦耳熱效應得以顯現出來。
(3)經R- HPMO處理的Al- 3%Si合金鑄錠柱狀晶區縮小,心部等軸晶明顯細化,且沿錠身軸線的成分標準偏差從0.26降至0.10。R- HPMO處理鑄錠的凝固組織明顯細化、宏觀偏析顯著減輕,均質化效果顯著。
