叉車金屬構件自動化涂裝生產線設計
2021-06-29 12:37:02成中書
科學與信息化 2021年16期
成中書
永恒力叉車制造(上海)有限公司 上海 201712
引言
近年,中國物流業行業發展迅猛,叉車作為重要的物流搬運設備,市場需求持續增長,叉車的生產效率需要不斷提高。永恒力作為國際著名叉車制造商,銷售訂單和工廠叉車制造年量也在穩步增加,工廠現有老式的涂裝生產線已無法滿足生產需求,且這種涂裝方式資源浪費較為嚴重。目前新型的涂裝生產線已經普遍采用PLC控制技術,并且涂裝產線上都運用自動化設備,從自動化程度、資源節約、產量增大需求等多個角度出發,公司決定投資設計新建一條自動化粉末涂裝生產線[1]。
1 設計需求
永恒力叉車制造(上海)有限公司以事各類電動叉車生產為主,在生產過程中主要涉的工藝工序有鈑金結構件的焊接、涂裝和成品車的總裝。依永恒力集團的發展規劃及市場預測,在未來的幾年里公司的叉車產量會逐步增加,到2025年會達到年產各類電動叉車18000臺左右。新設計的涂裝線要求在產能、噴涂質量、自動化程度、資源利用率上遠高于公司之前使用的舊設備。將粉末涂裝的前處理、噴粉(上粉)、烘烤粉末固化、冷卻集中在一條具有一定自動化程度的流水線上進行,且可以實現每個節點涂裝物料的短暫停止不影響整條流水線的運行。
2 涂裝工藝設計
涂裝線根據使用輸送鏈條的不同大致可以分為兩類:
一類是:普通輸送式的鏈條,即整條線鏈條運行,相應的線上工件跟隨鏈條同步運行,無法實現局部或單個懸掛點的停止運行;
另一類是:積放鏈式輸送鏈條,它與普通輸送式的鏈條的主要區別在于輸送線上的承載涂裝物料的掛點小車是可以在需要時脫離鏈條做一定時間的停留等待的,但此時輸送鏈條仍然是運行的,這樣不影響線上其他工位點的物料生產正常進行。
鑒于上述需求和預期,對于新建涂裝線的整體工藝設計如下:
2.1 物料上件點
操作員工在此工位可以較為方便的將需要涂裝的物料上掛到流水線上,然后放行;
2.2 涂裝前處理
前處理根據零件板材厚度和結構形式設置了兩種處理方式,拋丸和化學藥劑水洗,經過化學藥劑水洗的工件需要烘干后才能涂裝;
2.3 上粉涂裝
涂裝采用粉末靜電噴涂,首先經過自動涂裝,然后再到手動粉房,在手動粉房主要做一些在經過自動粉房時沒有上粉到位地方的粉末增補工作和工件上要求涂裝屏蔽位置粉末清理或屏蔽工裝、工具的清理;
2.4 粉末固化
涂裝好的工件經輸送鏈到達粉末固化爐里進行粉末固化,固化階段期望可以根據零件板材的厚度設置不同的固化時間;
2.5 固化后冷卻
零件剛從固化爐里出來時仍處于高溫狀態,需待零件冷卻到接近常溫狀態,才可進行下一步工作;
2.6 下件清理
冷卻至或接近常溫狀態的工件在此工位從流水線上卸下,同時進行一些涂裝遮蔽工具的清理和涂裝質量檢查等工作。
總體采用積放鏈作為輸送鏈的流水線形式,工藝流程圖如下圖1所示:
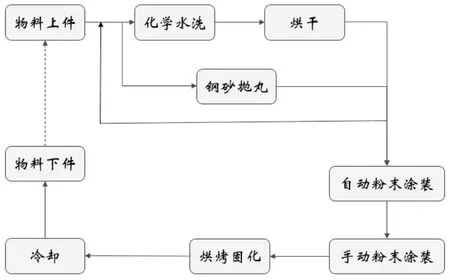
圖1 工藝流程圖
3 主要工藝流程設備設計
3.1 自動化學藥劑前處理
出于場地限制和使用需求,化學前處理設備采用雙工藝設計,即每道工位設計有兩套獨立的槽液系統和噴淋系統[2]。整個前處理設備包含:棚體、槽體、噴淋系統、槽液加熱系統、槽液過濾系統、藥劑自動補給系統、排風系統和吹水平臺、烘干爐等設備。
棚體側板為雙層保溫結構,保溫厚度50mm,內側為不銹鋼板滿焊結構。各工藝段間設防濺門,防止臨近工藝段之間出現竄液現象,每個棚體底部帶有坡度,可以做到快速回液槽體。
每個槽體內部設置溢流盒、溢流口、補水口、排污口、排污過濾裝置,各槽排水管均設過濾網,防止排水管堵塞,保證水槽有效的排水,每個槽體均配有液位計,液位計有高、低位液位報警功能,具體顯示在前處理設備控制柜面板上,工位槽具有自動加水功能,當液位過低時,液位計把信號傳送給電磁閥,電磁閥打開自動加水,當液位加到高位時,液位計把信號傳送給電磁閥,電磁閥自動關閉。
噴淋水泵采用立式液下泵,通過變頻器,工作壓力能夠無級調整;噴淋管路從水泵出口穿過側板進入棚體內部,送入位于棚體底部的主管路,通過它分配到各噴淋支管。
前處理加熱熱源采用熱水爐加熱,加熱能力500,000kcal/h,所有區域都要安裝溫度計,加熱進出口層流區域安裝溫度傳感器,有測量和控制功能,變頻器控制循環泵,確保水泵有恒定的泵壓,熱交換器換熱面積是實際需要的1.2倍,運行的時候溫差是 15 度(熱水進口 90度,回水75度),熱水進水管路的所有部件耐溫 95 度,回水管路的所有部件耐溫 75 度。
3.2 自動拋丸前處理
拋丸機每個拋頭的功率為18.5kW,拋射速度大于80米每秒,拋丸量大約300公斤每分鐘,成扇形規則的分布在兩側,運行時工件通過速度為1~3米每分鐘。拋頭的分布是經過計算機三維動態模擬確定的,可實現最優化拋射效果對被經過工件四周及端面進行全方位的拋丸清理。
3.3 自動噴粉房
自動噴粉房選用的是瑞士Gema的產品,主機是該品牌的OptiFlex AS08-16+2型靜電粉末涂裝設備;噴粉房工件進出口門設計自動感應門,當工件進出時,門可以自動打開,噴槍的控制柜選用的是OptiFlex A2 / AS08型,最多可接受21個控制單元,粉末回收系統是風量為32000立方米每小時的大旋風式回收柜,可使粉末的有效的利用率達95%以上。并設置了智能數字式過濾器壓差自動監控清理系統,時刻監視濾芯堵塞情況,隨時調整濾芯的自動清理方式,保證抽風系統高效穩定運行延長濾芯壽命,降低能耗。
3.4 粉末固化爐
固化爐由保溫爐體、熱風循環系統、燃氣加熱裝置、溫度控制系統及排廢氣裝置等組成,它的爐體尺寸是22700×14800×6150mm。工件在烤爐中行走U型路線,為隧道式的平爐,在進口和出口段都設計有自動感應門,避免了熱氣的外溢。且考慮的公司需涂裝的結構件鈑金厚度的較大差異,在U型的中間位置也設計了一個進口,這樣較薄的鈑金結構件可以在短時間完成粉末烘烤固化。
3.5 固化后強冷設備
固化后工件冷卻采用強制式自然風冷卻,即在固化爐出口后工件進過的一段區域內構建一個工件能順利通過長近20米的室體。冷風機高架與室體的頂部,取新風于室外通過風管將新自然風送至室體兩側及底部,再經過室體內側壁上的強冷風嘴對工件進行吹風方式,風嘴風速控制在10~15米每秒,風機最大風量可達70000立方米每小時。
4 電氣控制系統
整個涂裝線的電氣控制系統包含:電氣控制柜、電氣元件、PLC控制系統、顯示屏幕可視化系統、遠程維護以及控制程序和軟件等。既可以在線遠程控制診斷查找問題、處理和修改軟件程序,也可以現場連線操作,靈活性高,方便管理與操作[3]。
控制系統具有:自動、手動,維修三種可調模式。正常運行時選擇自動模式即可;當自動控制系統和觸摸屏出現故障的時候,設備可以通過手動模式臨時正常開啟并運行;設備需要檢查維修時,調到維修模式即可。
液體介質的控制(水泵啟動,加藥、加水等)必須和液位控制系統相連接,即使是手動操作或者是設備維護時,量測裝置和控制裝置的相關功能都能起到好的保護作用。
所有單獨控制的設備都整合到集中控制系統內,并設計有檢測、監視功能,詳細的故障和操作信息會全部輸入到主控制系統,并清楚的顯示出來,中央控制系統可實現遠程啟動,并可以實現操作(如圖2)。PLC矩陣圖可以進行選項設置,針對所有的故障發送正確的應答。每個PLC的通信接口具有ethernet的連接接口,都支持TCP/IP協議,且可進入進行遠程維護。

圖2 主控系統展示
5 安裝及系統調試
自動化涂裝線完成所有的基礎設施和基本框架結構的建設安裝后,對于主要設備的機械、電控電路方面進行安裝連接,最后完成所以控制程序的編寫、模擬測試與在線測試。在線測試主要分為兩步進行:
(1)單點功能測試,即對每個工位點的設備的預期功能經行逐個檢查、測試,分為自動和手動狀態分別進行,直到達到預期要求;
(2)整體聯機測試,在自動狀態下按照預設的幾種工藝路線路徑,懸掛小車是否都能順利走完全程;走到每個工位時相應的設備預設的動作是否都有實現。
并在此基礎上進行試生產測試,檢測整條線的涂裝效果,依照預期,自動化涂裝線建成后有效利用率需達95%以上,節拍是每10分鐘各有一個懸掛小車經過上掛和下掛點。
6 結束語
永恒力自動化涂裝生產線的建設,從設備現場安裝施工到生產批量投產,整個周期花費了近一年的時間,通過各方的協同合作和努力,最終圓滿實現了預期,即實現了提升產能的目的,又達到了降低涂裝生產運營成本的效果。
隨著社會國家對環保要求得越來越嚴格和靜電粉末涂裝行業低溫烘烤粉末的逐步實現,靜電粉末涂裝的需求和應用越來越廣泛[4]。本文僅以永恒力叉車制造新自動化涂裝線為例從實際需求出發,經方案設計、設備選型、安裝調試和試生產運行,最終實現目標。目前,該自動化涂裝生產線運行穩定,各項性能指導良好,產線設計經驗可供同行業參考。
參考論文
[1] 張官浩.全水漆自動化涂裝工藝在鋼制車輪上的應用[J].涂層與防護,2021,42(1):43-46.
[2] 孟蒙. 面向復雜表面的噴涂機器人路徑規劃研究[D].鄭州:河南工業大學,2020.
[3] 雷禧生. 面向噴涂機器人流水線的工件實時三維測量與重建[D].長沙:湖南大學,2018.
[4] 童季剛,羅良傳,廖菲.一種轉臺式多工位表面自動噴涂系統設計[J].自動化與信息工程,2016,37(2):21-24.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
