液晶角落Bubble原因分析與改善
2021-07-12 09:00:20李澎軒侯德智王文宇
新型工業化 2021年3期
關鍵詞:設備
李澎軒,侯德智,王文宇
(京東方 南京中電熊貓平板顯示科技有限公司,江蘇 南京 210046)
0 引言
在TFT-LCD制造工藝內,角落Bubble(氣泡)不良普遍存在,具體體現為成盒后Panel內部四角位置出現微小的液晶擴散氣泡。筆者在生產過程中遇到一款23.8 Inch產品的角落Bubble異常,并成立了改善小組進行不良改善。最終將角落Bubble Inline發生率由50%降低至0%。本文對角落Bubble的形成原因和影響因素進行分析,并對驗證過程進行闡述。
1 原理
顯微鏡下對氣泡區域進行按壓,氣泡可以移動,熱風槍加熱不良位置,氣泡增大,測試結果如圖2所示。實驗結果表明該氣泡為顯示屏內部氣體產生氣泡[1]。盒內液晶擴散不均導致了角落Bubble,此現象可以在Panel成盒后對Panel出現Bubble位置進行按壓確認,經過Panel面板表面的按壓,可以觀察到液晶從Panel中心位置向角落Bubble位置進行擴散,可以觀察到液晶的流動。故角落Bubble的根本原因是盒內液晶擴散不均問題:盒內液晶無法及時擴散到Panel的四角部位,該部位由于缺少液晶導致出現點狀角落Bubble,此類Bubble大小一般為1~3mm,最大不超過5mm。
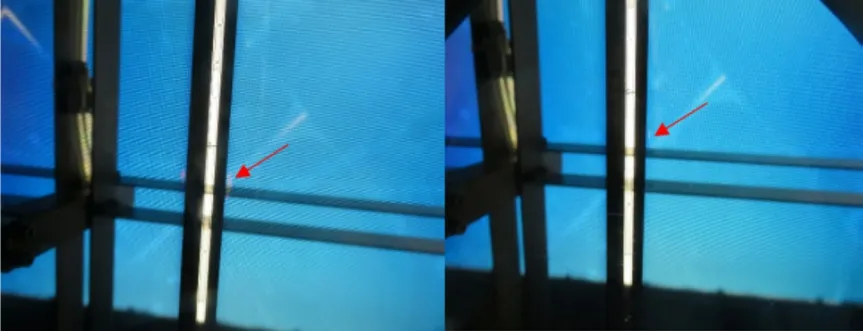
圖2 角落Bubble靜置前后對比
通常大尺寸ODF產品容易出現重力Mura和氣泡不良;而小尺寸ODF產品雖然沒有重力Mura,但更容易出現漏液晶(LC Leak)和低溫氣泡(Cold Bubble)。一般而言, 液晶量多容易發生LC Leak,液晶量少則容易發生Cold Bubble[2]。業內目前主流的液晶注入面板方式分為Drop(滴下)式和噴墨式,筆者所在工廠使用Drop式液晶滴下,即在面板貼合之前,在CF或者TFT基板上適用高精度針頭,采用滴下方式,將液晶引入面板內,并在滴下完成后將CF和TFT基板進行貼合。
液晶是介于液態和結晶態之間的軟物質。液晶在-50℃的低溫時呈現白色塑料狀的晶體狀態;隨著溫度的上升,逐漸變軟,呈透明油脂狀的黏性流體狀態;常溫時黏度變得更小,呈白糖水狀態。溫度到達熔點,液晶就會融化成液體;如果繼續上升,液晶就變成了透明的液體。變成透明時的溫度叫做液晶的清亮點。由于實際生產中無低溫狀態,所以不用討論低溫情況。現將液晶在平行板間的擴散分為常溫和高溫下的平行板間擴散。常溫狀態為液晶在對盒設備內的擴散過程。
筆者通過業內調查發現,采用噴墨式液晶注入設備的工廠,均無角落Bubble不良,原因為噴墨式設備將液晶均勻的噴涂在面板上,即液晶從接觸面板開始即處于擴散完成的狀態,故噴墨式設備在液晶擴散Bubble上有著先天的優勢,這是由設備原理決定的。故本文主要探討采用Drop(滴下式)設備的角落Bubble影響因素和改善方法。
2 實驗驗證
2.1 成盒后到面板點燈時間影響
TFT-LCD工藝常見的Bubble有空氣Bubble和真空Bubble,空氣Bubble內充滿氣體, 產生原因較多, 一般可以概括為以下幾類:
(1)真空對盒時,V/A內真空度不夠,V/A內殘留空氣被壓入Cell內。(2)Sealant涂覆時發生斷膠,空氣從Sealant斷裂處進入Cell內。(3)由于穿刺或Peel oあ造成空氣進入Cell內。(4)Cutting切割時,刀輪可能對Sealant造成了損傷,氣體沿著Seal損傷部分進入,形成Bubble。[3]
而本文中闡述的液晶擴散造成的角落Bubble根據產線生產經驗,Inline檢查機檢出角落Bubble與面板成盒后時間有關。同一張出現角落Bubble的面板,放置一段時間后,Bubble會有一定程度的縮小,甚至某些微小的Bubble會直接消失。原理為液晶在盒內隨著時間的增加自行擴散,當時間足夠長時,液晶擴散完成,Bubble現象消失。
面板通電點燈的檢出現象與Inline檢查機檢出的原理相同,成盒后的面板越晚點燈,液晶擴散越充分,故發生角落Bubble不良的概率越小。
液晶在常溫下擴散遵從流體流動Washburn模型[4]:

其中:t為液晶在平行板間的流動時間,σ為表面張力系數,x為t時刻的流體位置,φ為接觸角,μ為流體的黏滯系數,b為平行板間的距離。
換算之后可得到:

由Washburn模型可知,液晶分子的擴散程度由液晶在平行板間的流體位置χ來表述,χ越大說明液晶在平行板間的擴散距離越遠、擴散程度越理想。而影響流體位置的因素有液晶在平行板間的流動時間、表面張力系數、接觸角、流體的粘滯系數、板間距離等。其中,表面張力、接觸角和粘滯系數均為液晶材料本身因素,很難通過變更工藝條件來改善。平行板間距離b為產品設計值,影響到液晶的響應時間和透過率等多種因素,不會輕易變更。流動時間t為改善液晶擴散的關鍵因素。
故而對面板成盒,到點燈檢查的時間t1設計實驗驗證,兩者的關系如下圖1:
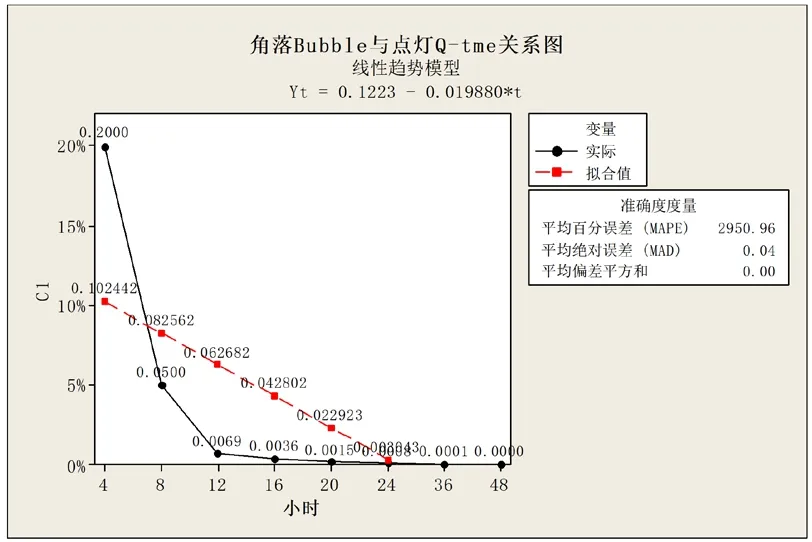
圖1 角落Bubble發生率與點燈時間t1關系
可以發現,t1超過12h時,不良發生率已低于1%,超過24%,發生率已接近0%。故推薦選擇成盒后基板管控24h再進行點燈作業。如部分產線產能要求較高,產出較快,也可適當延長成盒到點燈的Q-time,可以有效降低角落Bubble發生率。
2.2 液晶滴下距離的影響
選擇管控面板成盒到點燈時間,可以顯著減少角落Bubble的檢出。實質上是讓液晶在盒內擴散完全。改善小組考慮是否可以在滴下過程中將液晶滴下距離角落更近,加速液晶的擴散,達到減少角落氣泡的發生。
描述液晶滴下形狀主要分為以下3個參量:每兩排液晶滴間的距離a、液晶滴到液晶屏短邊的距離b和液晶滴到液晶屏長邊的距離c。液晶擴散后,在平行板間呈橢圓形向四周擴散。影響液晶在邊角處擴散的主要因素是距離L。

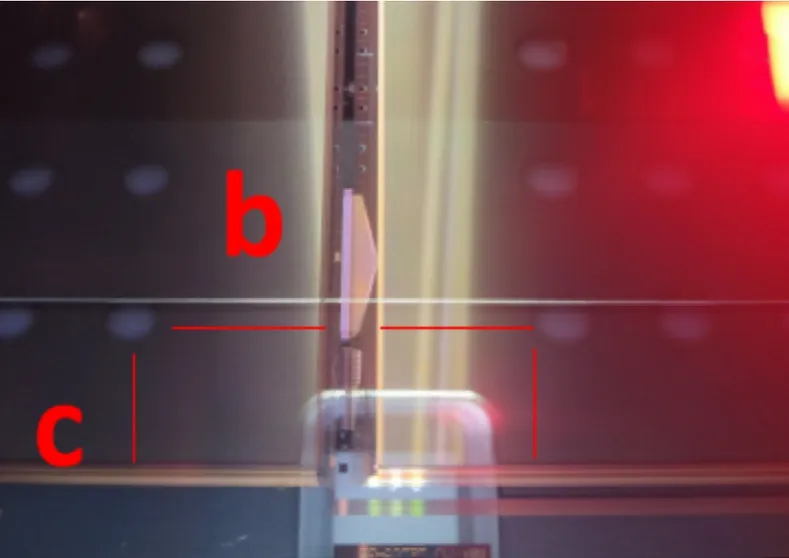
圖3 液晶擴散到基板四角距離
故改善團隊在23.8 Inch該款產品,固定其它工藝參數不變,對角落滴下距離b、c進行變更測試,測試條件和結果如表1:
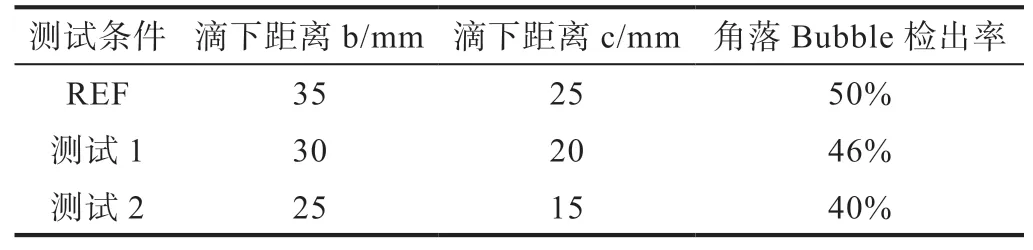
表1 液晶到四角距離驗證結果
角落滴下距離縮減5~10mm后,角落Bubble發生率無顯著降低,且改善團隊在進一步測試距四角滴下距離時,發現由于液晶在框膠預固化之前過早接觸框膠,導致出現框膠穿刺現象。故在成盒工藝中,無法進一步降低四角液晶滴下距離。
2.3 貼合設備真空保持時間的影響
液晶在基板表面的擴散受時間影響,成盒工藝中,真空貼合設備內是真空狀態,對液晶的擴散更加有利。故改善團隊提出讓貼合前基板在真空貼合裝置內進行真空保持:將液晶滴下在TFT基板上,在CF和TFT基板進行貼合前進行真空保持,使得液晶在TFT面板上進行較長時間的擴散。設計真空保持時間t2實驗結果如表2。
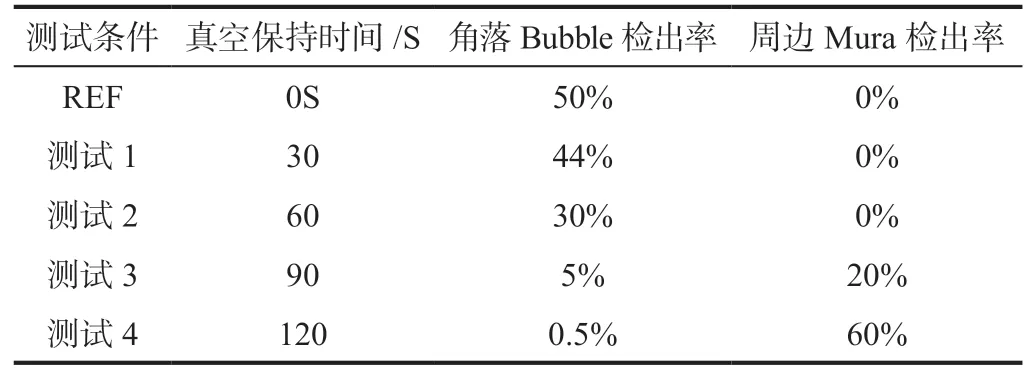
表2 真空保持時間t2驗證結果
可以發現,控制真空保持時間t2單變量進行測試時,角落Bubble檢出率持續下降,當真空保持時間加長到120S時,角落Bubble發生率已經降低到0.5%,但在測試過程中發現:當真空保持時間超過90S時,基板出現周邊Mura不良,原理為在真空保持設備內由于腔室內持續抽真空,靠近分子泵排氣口位置的液晶分子持續被抽走,液晶內分子含量降低,導致面板該區域產生周邊Mura。故
增加真空貼合設備的真空保持時間,對角落Bubble不良有所改善,但由于會產生其他不良,故無法直接采用。
2.4 液晶滴下單滴重量的影響
液晶單滴量和液晶滴下數的關系如下:
盒內液晶量=液晶單滴量*X方向液晶滴下數*Y方向液晶滴下數
在保持盒內液晶滴下量不變的前提下,對液晶滴下數進行單變量測試,測試液晶單滴量對角落Bubble是否有影響。測試結果見表3:

表3 液晶單滴重量驗證結果
經過試驗測試可以發現,通過增加液晶滴下數,令液晶單滴量降低,對角落Bubble發生率有改善,但在工廠的實際生產中,受限于Drop 式液晶滴下設備的Tacttime,液晶滴數無法大幅下降,可以通過平衡Tact-time和角落Bubble發生率,綜合選取較優條件。
另液晶單滴重量降低,對角落Bubble的影響雖然較為明顯,但無法達到發生率0%的最終目標。
2.5 角落追加液晶滴下
角落Bubble的產生原因是由于液晶在角落擴散較為困難,故考慮在角落追加額外的液晶滴下來對該異常進行Cover。
對現場已有的生產條件上進行追加四角滴下測試(液晶滴數在四角各增加1滴),液晶單滴量略微降低約0.1mg,追加四角滴下后,角落Bubble發生率由此前的50%降低至0%,并未產生其他不良。
圖4 液晶四角滴下示意圖
同時,液晶滴下設備的Tact-time 增加了30%。增加四角滴下是業內應對角落Bubble不良的最常見方法,但部分產品由于Tact-time限制,不適用四角滴下模式。
2.6 Cell Gap(盒厚)對角落Bubble的影響
經測試,發現在相同的生產工藝下,低盒厚的產品角落Bubble發生率更低,部分低盒厚產品角落Bubble發生率為0%。

表4 盒厚和角落Bubble檢出率的關系
Cell Gap對角落Bubble的影響分析可能為:(1)盒厚較低的產品在真空貼合時由于液晶受CF和TFT基板擠壓面積更大,故更加容易擴散到面板角落;(2)盒厚較低時,液晶因空間限制難以形成擴散氣泡;(3)低盒厚產品由于盒內液晶量較低,液晶單滴重量也更低。
目前業內Monitor產品基本趨向快速響應時間,故設計盒厚會越來越低,在此基礎上,也會使角落Bubble不良的降低,在產品設計面上可以參考。
3 結語
通過以上的實驗測試,影響角落Bubble產生的因素共有以下幾類:(1)面板成盒后到點燈的時間。時間越長,角落Bubble發生率越低,超過24h的發生率已經接近0%,故推薦在面板成盒后管控一定時間再進行點燈;(2)真空貼合設備真空保持時間,保持時間越長,角落Bubble發生率越低,超過120S的真空保持時間,角落Bubble發生率已達到0.5%,但由于真空貼合設備的排氣位置對液晶有影響,測試中發生周邊Mura不良;是否產生周邊Mura不良與真空貼合設備結構相關,如果腔室內排氣口位置距離液晶較遠,影響會較為輕微。可以根據真空貼合設備的構造進行測試。并選取合適的真空保持時間;(3)液晶單滴重量。盒內液晶滴數越多,單滴重量越小,角落Bubble的發生率越低,但受限于設備Tact time和設備能力,Drop式的液晶滴下設備單滴量不能無限的降低。故無法通過單一的降低滴下量來改善角落Bubble,可以綜合考慮以上因素,選取可以接受的較低的液晶單滴重量。這里也體現了噴墨式液晶涂覆設備不會產生角落Bubble的優勢;(4)液晶四角滴下。在四角追加額外的液晶滴下,是改善角落Bubble的最佳方式,但對設備Tact time產生一定影響。設備Tact-time可接受的前提下,推薦使用此方式對角落Bubble不良進行改善;(5)盒厚的影響。盒厚越低,角落Bubble發生率越低,在已有的測試結果中,盒厚低于2.8μm時,即使不采用液晶四角滴下,也不會產生角落Bubble現象。但由于產品盒厚不可隨意變更,改因素應當在產品設計時進行考慮。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00