基于多源融合理論的機床圓度誤差測量不確定度評定
2021-07-13 06:20:00李國龍唐曉東
工程設計學報 2021年3期
付 揚,李國龍,徐 凱,唐曉東
(重慶大學機械傳動國家重點實驗室,重慶 400044)
數控機床是推動制造業發展的重要智能裝備之一。隨著精密制造技術的發展,對數控機床制造精度的要求越來越高。機床自身的精度在很大程度上決定了工件的最終加工精度。圓度(通常稱為圓度誤差)是評價機床綜合精度的重要指標之一。為滿足精密零件的加工要求,必須對機床的精度等級進行準確評定[1]。通常情況下,機床的精度須采用精密儀器來測量。測量準確度是衡量測量結果可信度的基本指標,在實際工程中常用測量不確定度來表示。常見的測量不確定度評定方法因要實現廣泛應用,故評定過程復雜且不具有針對性。因此,針對某一特定對象提出可靠而實用的測量不確定度的評定方法是一個亟待解決的問題。鑒于數控機床在工業生產中應用廣泛,對其圓度誤差測量不確定度評定方法進行研究,不僅可為提高機床精度奠定基礎,而且對提升其加工質量和生產效率具有重要意義。
國內外許多學者對零部件圓度誤差的評定方法進行了研究,主要包括最小二乘法(least sqaure method,LSM)[2]、最小區域圓(minimum zone circle,MZC)法[3]、最大內切圓(maximum inscribed circle,MIC)法[4]和最小外接圓(minimum circumscribed circle,MCC)法[5]。王東霞等[6]采用三坐標測量機測量了工件的圓度誤差,并利用蒙特卡洛法(Monte Carlo method,MCM)對工件圓度誤差的測量不確定度進行了評定;Chiabert 等[7]基于GPS(global positioning system,全球定位系統)標準,通過比較概率統計方法與經典的LSM 來評定工件的圓度誤差及其不確定度;Huo等[8]提出了一種多級搜索算法,可快速、準確地評定最小區域的圓度誤差;Srinivasu等[9]提出了一種基于LSM和新型概率全局搜索洛桑技術的混合方法,可準確評定工件的圓度誤差。
目前,較成熟且應用較廣泛的不確定度評定方法主要有GUM(Guide to theevaluation and expression of uncertainty in measurement,《測量不確定度評定和表示》指南)法[10]和MCM[11]。蔣薇等[12]對GUM 法進行了擴展,提出了一種更一般化的用于測量不確定度評定和表示的隨機模糊變量(random fuzzy variables,RFVs)法;朱大業等[13]采用MCM實現了鞭打試驗測量不確定度的評定,得到了可靠的復雜非線性系統試驗不確定度評定方法;王漢斌等[14]基于新一代GPS的產品檢驗標準,借助黑箱模型,提出了一種符合性不確定度評定方法;Ding等[15]分析了雙球桿安裝誤差對測量不確定度的影響,提出通過單軸驅動和安裝參數優化的方式來減小已識別誤差的不確定度;Lee等[16]使用雙球桿測量了機床旋轉軸的偏移誤差和垂直度誤差,并分析了測量結果的標準不確定度;Barini等[17]從模型偏差、重現性和測量不確定度等方面對復雜表面測量過程中不確定因素的來源和影響進行了分析,并用統計分析方法計算了測量不確定度。
綜上所述,目前關于圓度誤差測量不確定度的研究主要針對機械零部件,而對機床主軸圓度誤差及其測量不確定度的研究極少。此外,現有的不確定度評定方法具有一定的局限性,難以直接將其應用于機床圓度誤差測量不確定度的評定。主要原因在于:GUM 法須對所有不確定度的貢獻因素進行分布估計,同時還須對測量模型中各因素之間的相關性進行考察[18];MCM 是一種基于GUM 法和概率分布傳播理論的不確定度評定方法,其評定精度較高,但評定結果存在一定的概率性。
針對上述問題,筆者提出了一種基于多源融合理論的機床圓度誤差測量不確定度評定方法。利用球桿儀對某加工中心ZX平面的圓度誤差進行測量,并考慮測量過程中所有不確定度的貢獻因素,根據黑箱理論構建機床圓度誤差測量不確定度評定模型,以避免對輸入量與輸出量之間函數關系的求解,在克服結果概率性的情況下完成對機床圓度誤差測量不確定度的評定。
1 圓度誤差評定
圓度誤差是指機器沿數據采集弧運動時測量設備記錄的最大半徑與最小半徑之間的差值[19]。采用球桿儀測量機器圓度誤差時,先基于測量端點的相位角和半徑繪制實際圓軌跡,再與理想圓軌跡進行對比并計算得到圓度誤差。本文基于LSM構建圓度誤差評定模型。
1.1 整圓圓度誤差評定模型
如圖1 所示,假定某圓截面上的測量點Pt=(xt,yt),t=1,2,…,n,其中n表示球桿儀的測量點數。圖中:rt為測量點Pt相對原點O的半徑;C為最佳擬合圓心O1與原點O的距離;θt為測量點Pt相對原點O的相位角;α為最佳擬合圓心O1相對原點O的偏心角;r′t為測量點Pt相對最佳擬合圓心O1的半徑。利用LSM 評定其圓度誤差,在直角坐標系中建立如下模型:
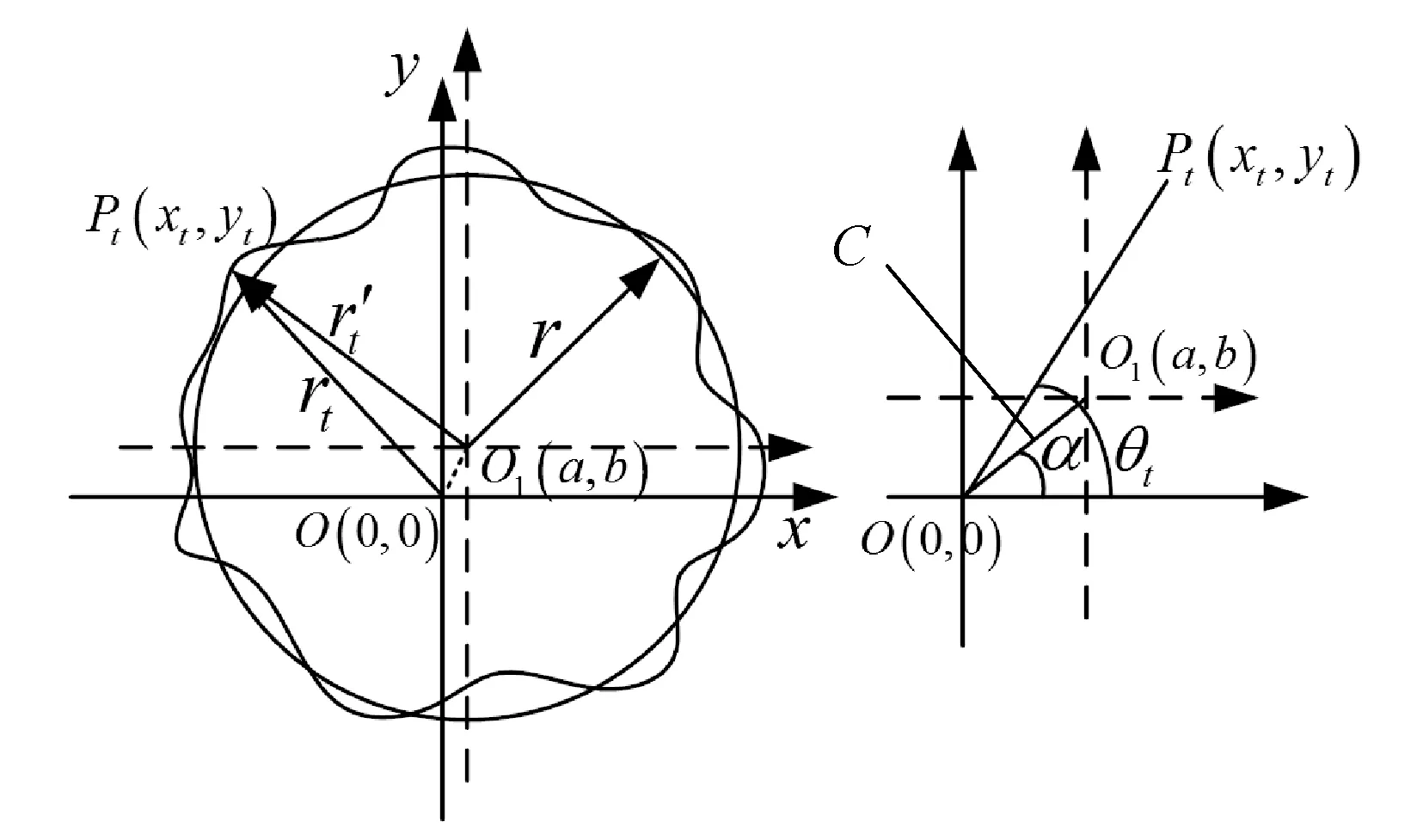
圖1 圓軌跡偏心示意Fig.1 Schematic diagram of circular track eccentricity
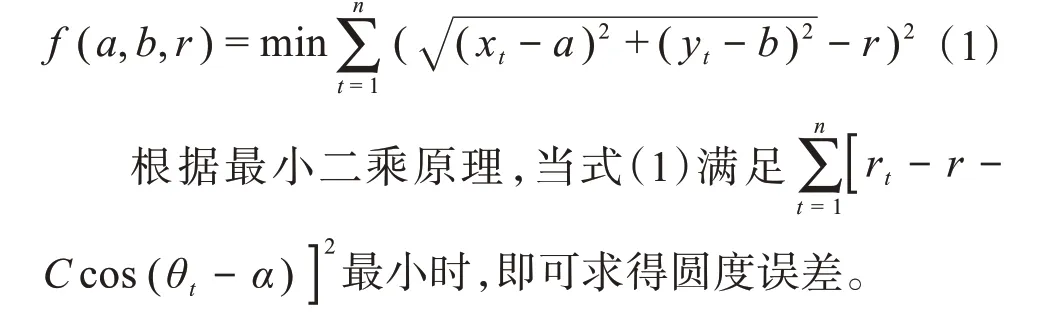
假設所有測量點均勻分布,可得出最佳擬合圓心(a,b)和最佳擬合半徑r,分別為:
1.2 非整圓圓度誤差評定模型
為不失一般性,本文建立適用于非整圓的圓度誤差評定模型。設圓的一般方程為:

式中:e、d、g均為常數。
基于各測量點的坐標來擬合理想圓,令εt=++ext+dyt+g。首先,根據LSM,基于式(4)求解e、d、g的值。

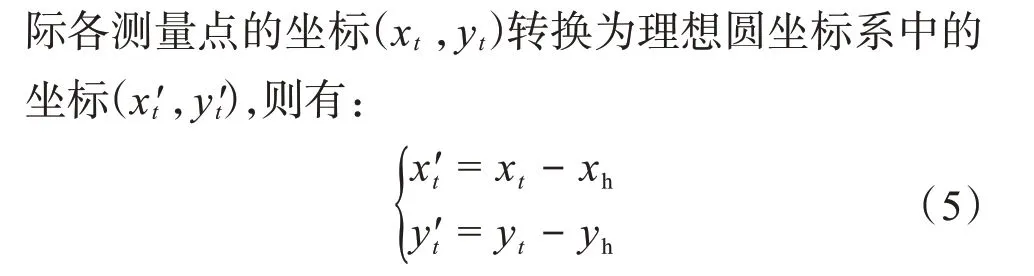
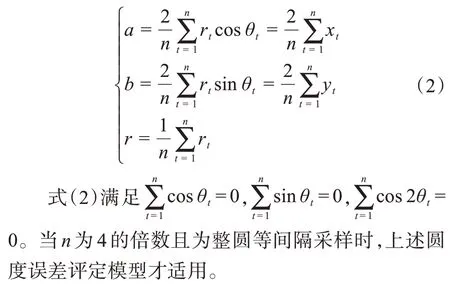
則在理想圓坐標系中,實際圓弧的半徑r′t為:

確定r′t的最大值r′tmax和最小值r′tmin后,即可得到圓度誤差。
2 多源融合誤差測量不確定度評定方法
圓度誤差通常由多種因素造成,這種由多種因素造成的誤差稱為多源融合誤差,目前尚無可靠的方法來評定其測量不確定度。本文根據誤差的累積性和傳遞性,提出一種多源融合誤差測量不確定度評定方法。
2.1 多源融合誤差測量不確定度評定理論
在精度測量實驗中,很多被測量都是通過間接測量得到的,即通過合成多個對其有影響的直接測量量的測量結果來得到最終值。在這種情況下,多源融合誤差根據Zadeh的擴展原理(Zadeh’s extension principle,ZEP)[20]來傳遞測量不確定度。ZEP的表達式為:

式中:Z=f(w,v),表示被測量Z為關于其影響因素w和v的函數。
從計量角度來看,根據直接測量量的聯合可能性分布情況,得到被測量的分布函數。不確定度作為精度測量值的組成部分,其以某種形式跟隨直接測量量進行傳遞和累積,形成被測量的總不確定度。
2.2 多源融合誤差測量不確定度評定模型
多源融合誤差測量不確定度評定問題是一個多因素、多層次的綜合問題。通常情況下,多源融合誤差包含的貢獻因素較多,且這些貢獻因素與被測量的函數關系難以求得。因此,多源融合誤差測量不確定度的評定是一個極其繁雜的過程。本文基于文獻[20]中的黑箱理論,建立了多源融合誤差測量不確定度評定模型。
在評定多源融合誤差測量不確定度前,應將測量過程模型化,即建立被測量Z與其貢獻因素之間的函數關系:

式中:X為各貢獻因素的測量結果合成值;Th為各貢獻因素的修正值。
基于測量結果合成的標準不確定度的一般性公式為:
式中:l為強相關的不確定度貢獻因素的個數;p為不相關的不確定度貢獻因素的個數。
在黑箱模型中,若已知某些不確定度貢獻因素之間相關,但相關性系數未知,則保守的做法是假定其強相關。
在幾何誤差測量過程中,測量結果的準確度僅通過測量儀器示值來評判,但測量儀器示值通常只能反映被測系統在運行過程中對測量結果有影響的因素,而并未反映外界環境因素的影響。因此,在分析不確定度的貢獻因素時,應考慮環境因素和人員因素,且通常假定各環境因素和人員因素為不相關因素。在考慮環境因素和人員因素的條件下,基于測量結果合成的標準不確定度為:
式中:q為對不確定度有貢獻的環境因素和人員因素的個數。
3 機床圓度誤差測量不確定度評定
3.1 機床圓度誤差不確定度評定體系
基于球桿儀測量得到的機床圓度誤差是典型的多源融合誤差,須根據測量過程準確分析其不確定度的來源,以保證評定結果的可靠性。實踐表明,球桿儀測量系統所包含的圓度誤差的貢獻因素達10項,此外還包括5項環境因素和人員因素,且這些貢獻因素與圓度誤差測量值的函數關系難以求得。從機床精度測量的誤差屬性出發,建立其圓度誤差測量不確定度評定體系,如圖2所示。
3.2 機床圓度誤差測量不確定度評定模型
為保證機床圓度誤差測量結果的可靠性,采用多次重復測量策略,即在重復性條件下對機床圓度誤差進行m次獨立的測量實驗。以機床圓度誤差γ的算術平均值-γ為最佳估計值,采用Bessel公式計算實驗測量結果的標準差s(),得到A類標準不確定度,其評定模型為:


圖2 機床圓度誤差測量不確定度評定體系Fig.2 Evaluation system of machine tool roundness error measurement uncertainty

在機床圓度誤差測量過程中,球桿儀測量系統會顯示10項圓度誤差的貢獻因素,并以百分比形式列出其所占比重。在保守條件下,假設各貢獻因素的相關系數為1。基于球桿儀測量系統的機床圓度誤差測量不確定度為:

式中:λi、λj分別為強相關、不相關貢獻因素在圓度誤差中所占的比重。
4 實例驗證
采用QC20-W型號無線球桿儀對某加工中心ZX平面的圓度誤差進行測量。本次實驗采用部分圓檢測,起始角和終止角分別為250°和110°,球桿儀測量桿的長度為100 mm。在開始測量前,對該加工中心進行預熱直至達到穩定狀態;整個測量過程耗時30 min,溫度變化不超過2 ℃;球桿儀在使用前用校準規進行校準。基于球桿儀的某加工中心ZX平面圓度誤差的測量現場如圖3所示。
4.1 機床圓度誤差測量及評定結果
為盡可能提高機床圓度誤差測量的準確度,共進行12 次測量實驗,每組采樣點為220 個。該加工中心ZX平面圓度誤差的測量結果如圖4所示。
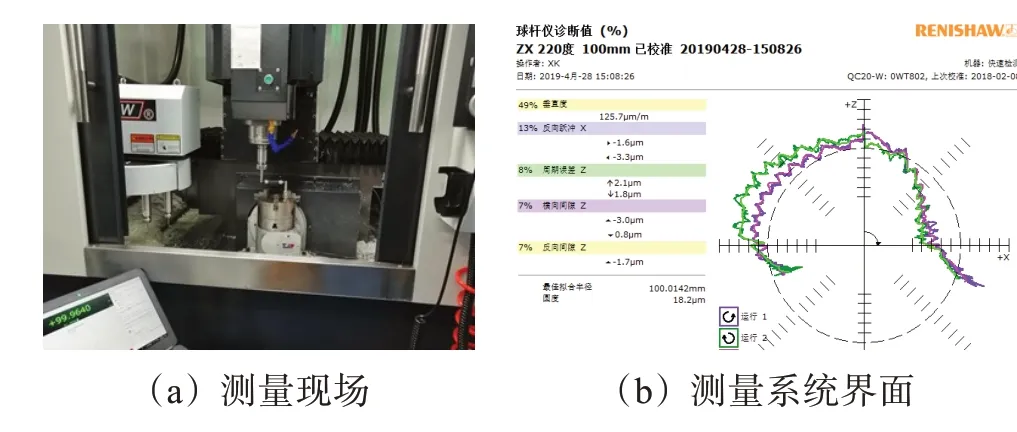
圖3 某加工中心ZX平面圓度誤差測量現場Fig.3 Measurement site of ZX plane roundness error of a machining center
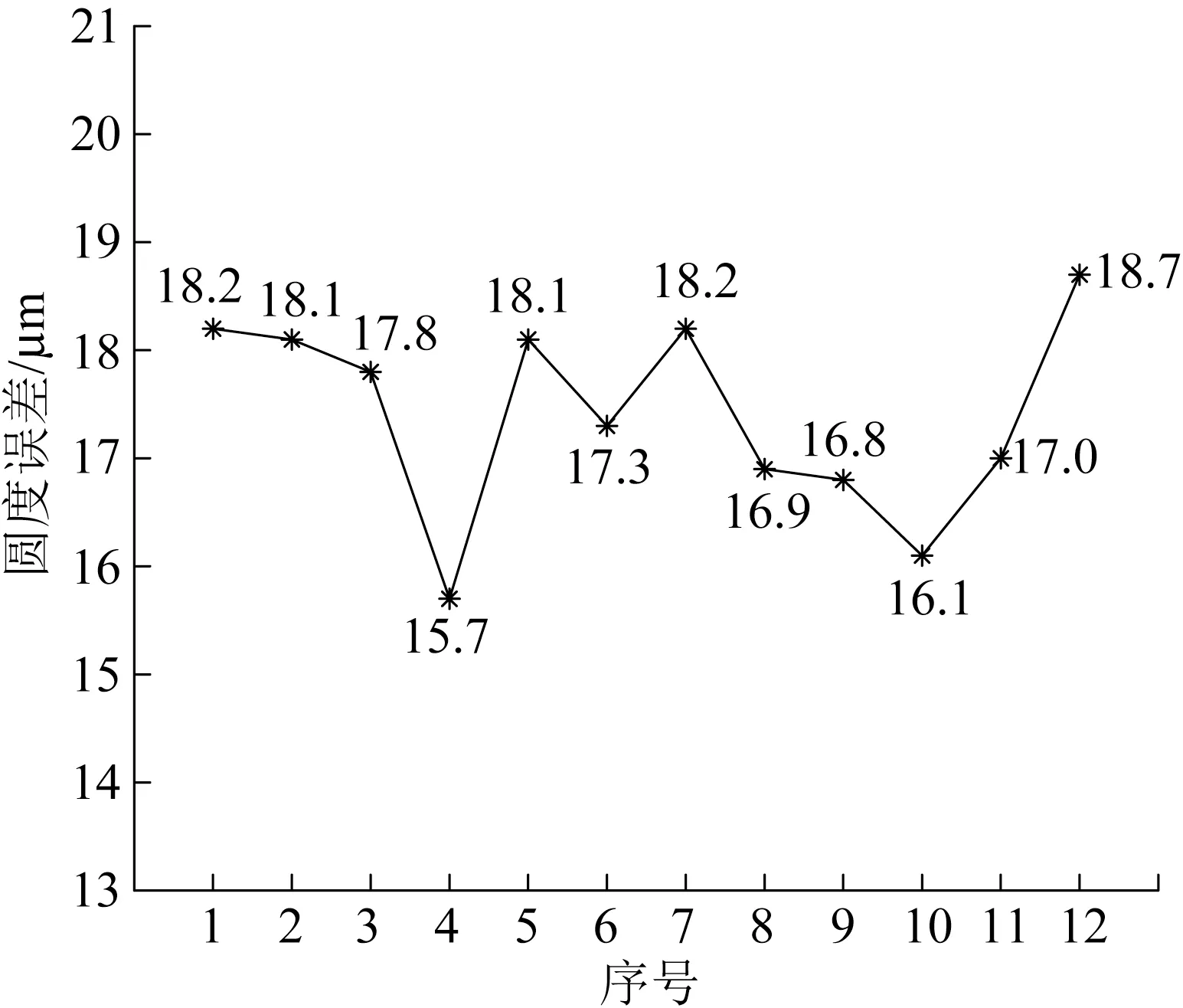
圖4 某加工中心ZX平面圓度誤差測量結果Fig.4 Measurement result of ZX plane roundness error of a machining center
為避免測量過程受偶然性因素的影響,剔除最小值(第4組)和最大值(第12組),取其余10組測量數據的平均值,利用LSM計算對應的圓度誤差。表1所示為采樣間隔為5°時各采樣點的半徑變化值Δr。
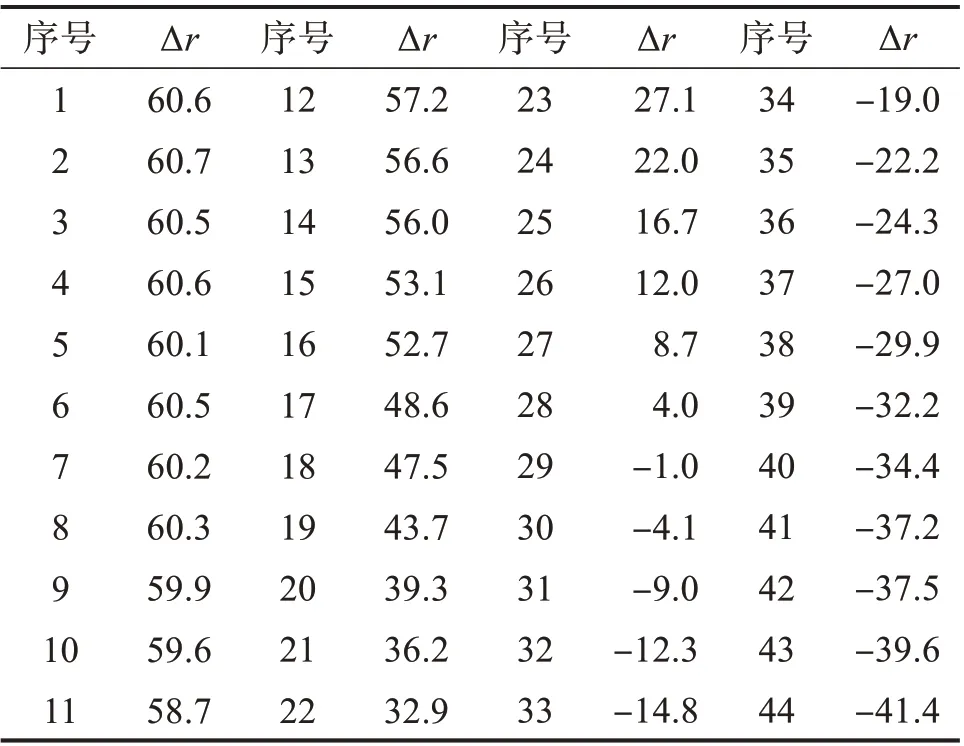
表1 采樣間隔為5°時各采樣點的半徑變化值Table 1 Radius change value of each sampling point with sampling interval of 5°單位:μm
為判定測量結果的正確性,根據非整圓圓度誤差評定模型計算上述圓弧的最佳擬合圓心坐標、最佳擬合半徑和圓度誤差,并比較球桿儀測量結果和評定模型計算結果,如表2所示。結果顯示,上述2種方法得到的結果的一致性較好,表明測量結果正確。
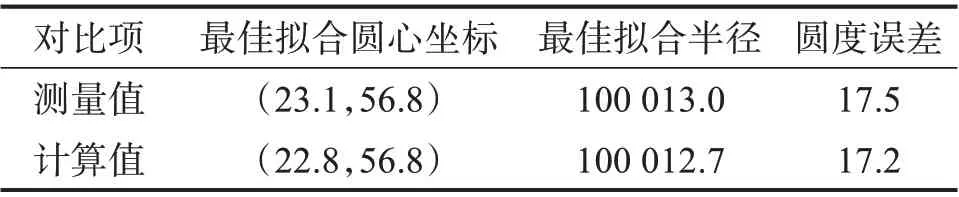
表2 某加工中心ZX平面圓度誤差測量值與計算值比較Table 2 Comparison of measured value and calculated value of ZX plane roundness error of a machining center單位:μm
4.2 機床圓度誤差測量不確定度計算
球桿儀測量系統顯示的10 項加工中心ZX平面圓度誤差貢獻因素的測量結果如表3所示(剩余的10組數據按順序標號)。需要說明的是,表3中垂直度誤差所占的比重超過50%,表明該加工中心的Z軸和X軸在長期使用后已經不垂直且誤差較大,但這并不影響對圓度誤差測量不確定度的研究。由式(11)計算得到各圓度誤差貢獻因素的測量不確定度,如表4所示。
假設同名誤差項具有強相關性,其他各誤差項之間無相關性,由式(13)計算得到球桿儀測量系統顯示的所有圓度誤差貢獻因素的測量不確定度uz=0.828 7 μm。
本實驗中所用球桿儀的分辨率小于0.1 μm,根據B 類評定方法,取95%置信概率下的置信因子k=1.96,由式(12)計算得到其測量不確定度urp=0.0510 μm。
由溫度引起的不確定度主要由材料的熱膨脹系數確定,本實驗中校準規在規定溫度范圍內不會發生膨脹。假設溫度服從三角分布,由溫度引起的測量不確定度utemp為:

其中:

式中:L為球桿儀測量桿長度,μm;ΔT為實際溫度與標準溫度的差值,°C;Δβ為測量儀器與機床的熱膨脹系數差,10-6/°C。
常用的機床熱膨脹系數為11.7×10-6°C-1,溫度變化范圍為(20±1)℃,由式(14)計算得到utemp=0.827 3μm,結果表明溫度對測量不確定度的影響較大。因此,在測量前,在對機床預熱的同時須將球桿儀置于相同環境下,以減小球桿儀與機床的溫差。
在正確使用球桿儀的條件下,其示值誤差仍不可避免。根據QC20-W型號球桿儀的使用說明書,確定由其示值誤差引起的測量不確定度uind≤0.100 0 μm。
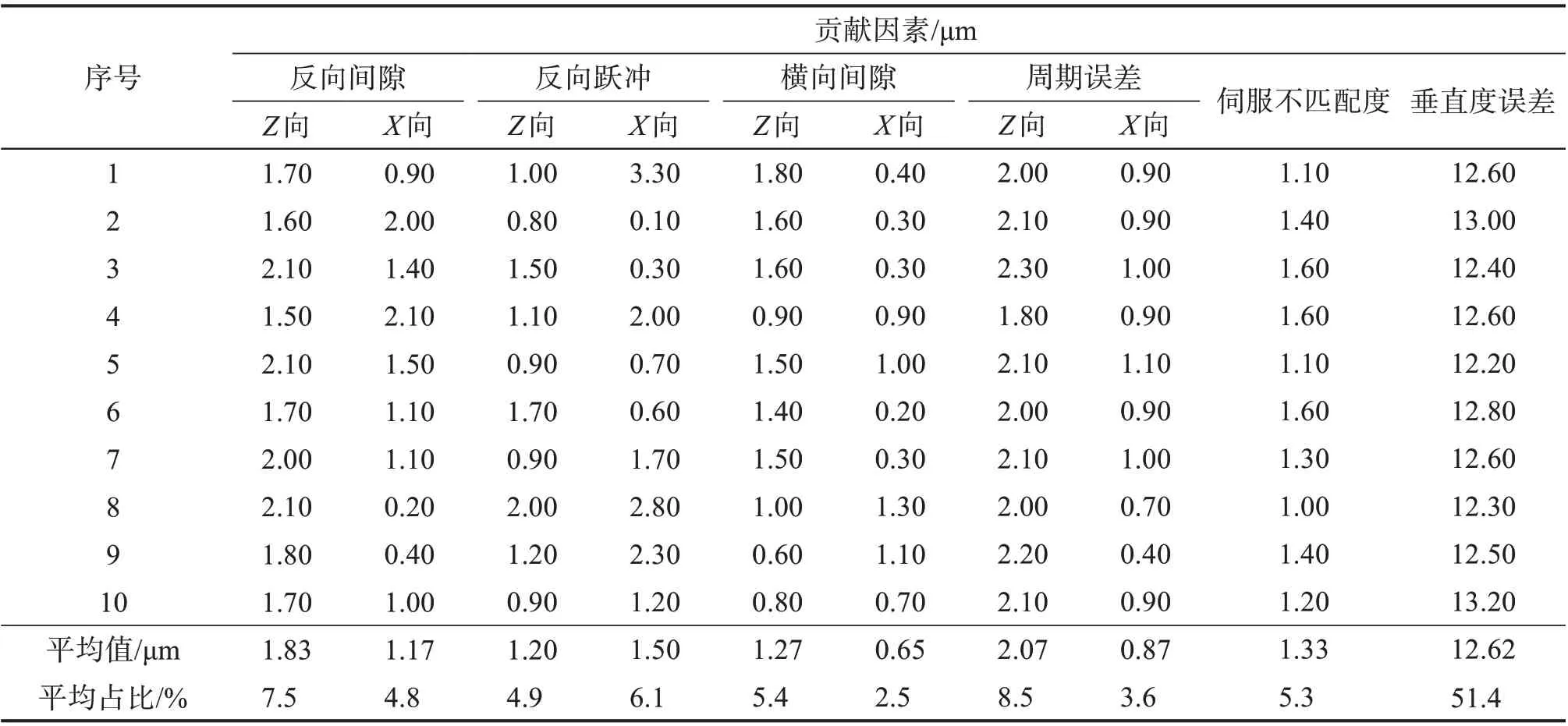
表3 球桿儀測量系統顯示的某加工中心ZX平面圓度誤差各貢獻因素的測量結果Table 3 Measurement results of each contributing factor to roundness error of ZX plane of a machining center displayed in the ballbar measurement system
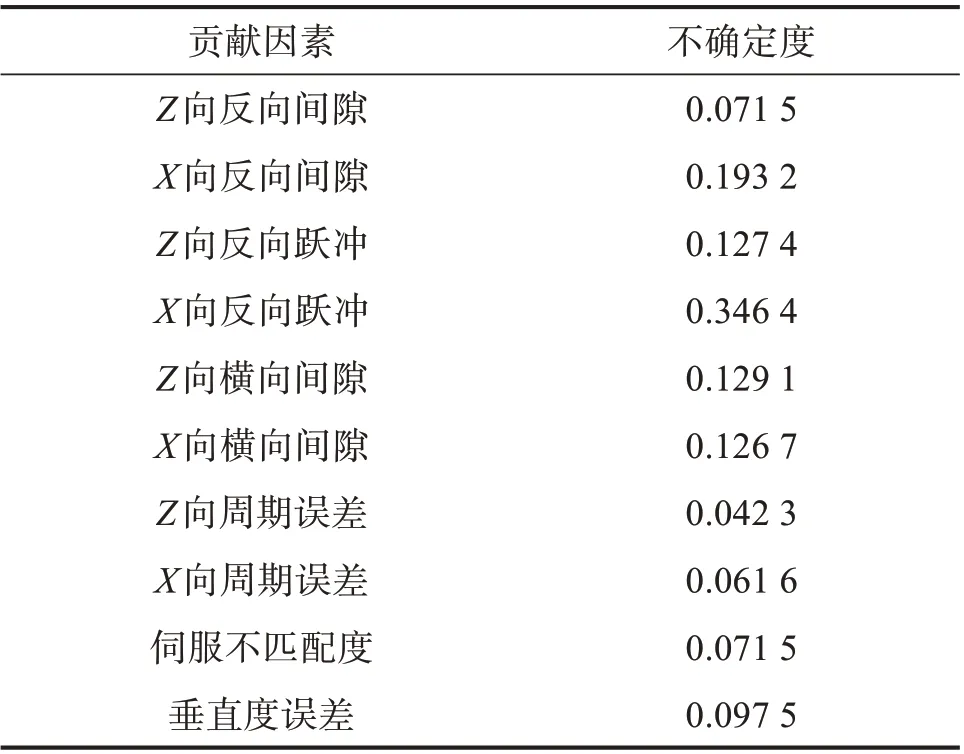
表4 球桿儀測量系統顯示的某加工中心ZX 平面圓度誤差各貢獻因素的測量不確定度Table 4 Measurement uncertainty of each contributing factor to roundness error of ZX plane of a machining center displayed in the ballbar measurement system單位:μm
通常情況下,由灰塵引起的測量不確定度udu=0.200 0 μm[17]。
在球桿儀校準過程中,電噪聲和機械噪聲是常見的。查閱文獻[21]中的附錄C可知,由噪聲引起的測量不確定度極小,幾乎可以忽略,保守估計由噪聲引起的測量不確定度uno≤0.020 0 μm。
綜上所述,基于測量結果合成的加工中心ZX平面圓度誤差的標準不確定度為:
4.3 MCM對比驗證
MCM 是已被廣泛應用的測量不確定度計算方法[11],本文利用MCM 來驗證所提出方法的可行性。基于MCM的測量不確定度的計算步驟為:
1)建立測量過程模型;
2)根據已知信息確定輸入量的分布類型以及均值和方差等特征值;
3)確定模擬次數M,若無特殊限制可取106;
4)根據各個輸入量的分布類型,生成M組輸入量隨機數;
5)將各組輸入量隨機數代入輸出函數,得到M個輸出值,輸出值的標準差即為標準不確定度。
利用MCM模擬計算得到:球桿儀中心偏移坐標為(23.1,56.8)μm,最佳擬合半徑為100 013.0 μm。分別計算最佳擬合圓心相對原點的偏角α與最佳擬合圓心相對原點的偏距C。根據半徑測量值rt的分布規律,設其服從高斯分布,產生106組隨機數,計算某加工中心ZX平面的圓度誤差。基于MCM的模擬圓度誤差的分布情況如圖5所示。由圖5可得,模擬圓度誤差的標準不確定度為1.160 0 μm。
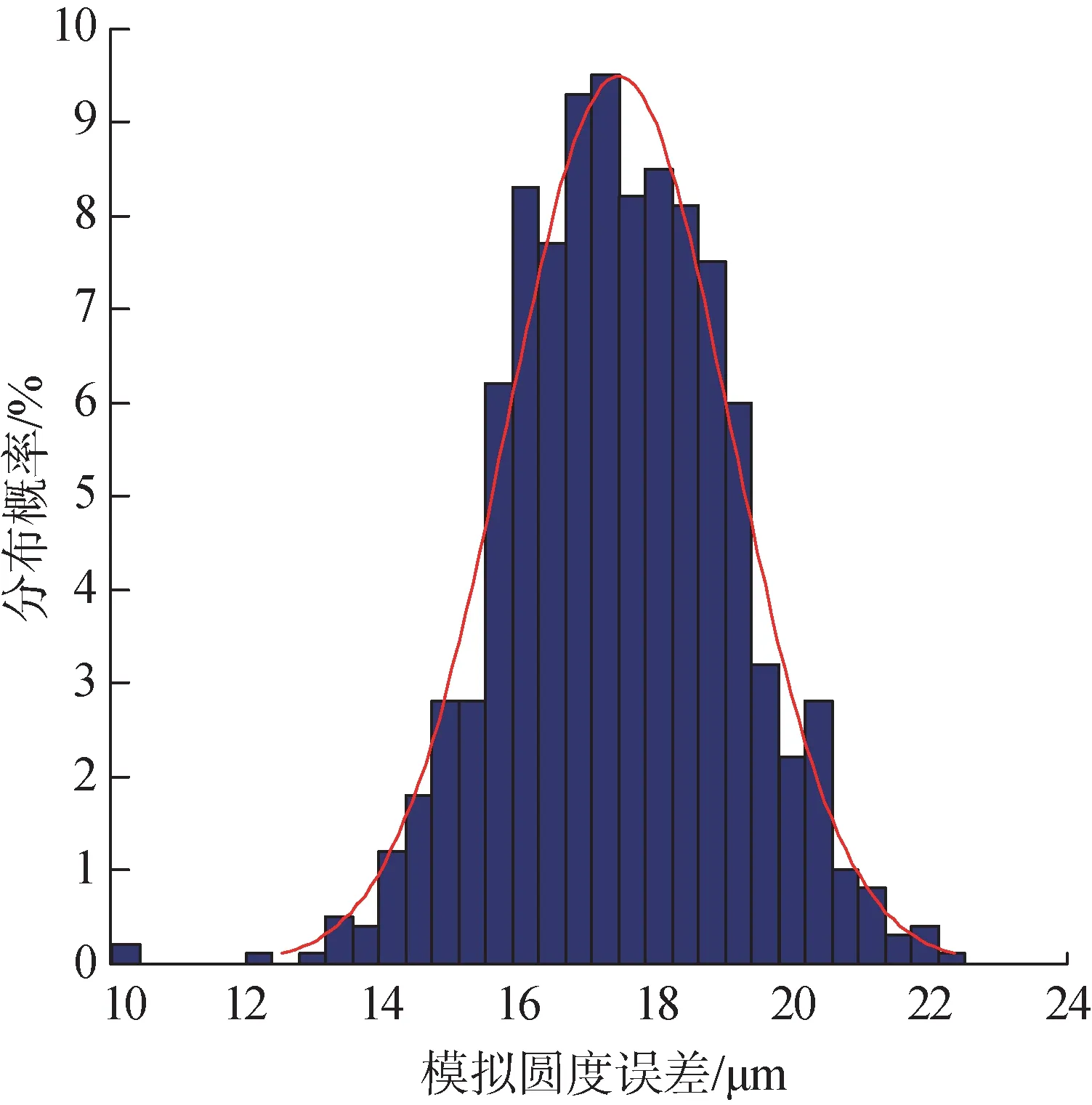
圖5 基于MCM 的某加工中心ZX 平面的模擬圓度誤差的分布情況Fig.5 Distribution of simulated roundness error of ZX plane of a machining center based on MCM
上述模擬計算以球桿儀測量系統中的數據為依據,模擬結果與所提出方法的評定結果的相對偏差為2.5%,由此說明所提出方法的評定結果的可信度較高。需要強調的是,對于一定實驗條件下得到的測量數據,不確定度為其固有屬性,其理論值的大小不可改變且難以準確得出,進而無法確定2種評定結果與理論值的接近程度,因此所提出方法與MCM的優劣比較不以評定結果的數值大小來評判。但所提出方法的優勢在于:規避了繁雜的輸入量與輸出量之間函數關系的求解過程,簡化了機床圓度誤差測量不確定度的評定過程。本方法適用于測量誤差的來源因素較多且各因素的影響程度相同的情況。
在上述評定中,本文所提出方法的評定結果偏大的原因可能是球桿儀測量系統內設定的強相關因素之間的相關性系數偏大,但本文旨在利用實例來驗證所提出評定方法的可行性,因此并未對相關性系數進行深入分析。
4.3 不確定度報告
本次實驗利用球桿儀對加工中心ZX平面圓度誤差進行測量。通過測量可得,運行圓軌跡的標稱半徑為100 013.0 μm,圓度誤差的測量結果為17.450 0 μm,圓度誤差的標準不確定度uc=1.190 0 μm,包含概率95%條件下的包含因子為2,則擴展不確定度u95=2.380 0 μm。則該加工中心ZX平面圓度誤差的最終結果為19.830 0 μm。
5 結 論
針對機床圓度誤差測量準確度的問題,從誤差來源、貢獻因素及不確定度評定方法三個方面綜合考慮,實現了基于多源融合理論的機床圓度誤差測量不確定度的評定。
1)鑒于機床圓度誤差通常由多個因素造成,提出了多源融合誤差測量不確定度評定方法。針對圓度誤差與其貢獻因素之間的函數關系難以求解的難題,引入黑箱理論,直接從誤差源出發,先計算了圓度誤差各貢獻因素的不確定度,再通過合成得到總不確定度。
2)建立了基于球桿儀的機床圓度誤差測量不確定度評定體系和評定模型。MCM驗證結果表明,所提出方法的評定結果與MCM 模擬結果的一致性較高,驗證了所提出方法的可行性。所提出方法規避了繁雜的輸入量與輸出量之間函數關系的求解過程,簡化了不確定度評定過程。
3)通過研究發現,用精密儀器測量機床幾何誤差時,溫度的影響遠大于其他外界環境因素。在工程實踐中,若對測量不確定度的要求不高,則可適當忽略其他因素的影響,以降低計算難度和提高工作效率。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
