超聲輔助磨削石英玻璃實驗及磨削力影響因素探究
2021-07-15 03:56:04肖福源
機械研究與應用 2021年3期
肖福源,閻 兵,靳 剛,劉 浩,譚 輝
(天津職業技術師范大學 機械工程學院,天津市高速切削與精密加工重點實驗室,天津 300222)
0 引 言
石英玻璃具有硬度高熱穩定性好等特點被廣泛應用于天文望遠鏡、航空航天飛機制造、國防科技等領域。然而由于這類材料的硬度較高、脆性較大,加工中極易出現裂紋、崩邊等問題,嚴重影響零件表面完整性。
目前國內外學者對玻璃類材料超聲加工研究較為廣泛,Mohd Fauzi Ismail[1]等人研究了電鍍金剛石砂輪有效磨粒數量、磨粒分布對表面粗糙度的影響。Ali Zahedi[2]等人探究了Al2O3-ZrO2陶瓷材料的內圓超聲磨削對表面質量的影響。呂東喜[3]開展了對硬脆材料的超聲輔助磨削實驗,并研究其高頻振動效應,利用壓痕理論和彈性、塑性應力結合建立了非線性力學模型。吳慶玲, 王翠等[4]人通過對石英玻璃開展二維超聲振動研究,并建立了開式砂帶磨削實驗平臺,通過單因素優選法設計開展實驗。
筆者利用超聲輔助磨削加工裝置和正交試驗方法對石英玻璃進行了普通磨削和超聲輔助磨削,對比了兩種磨削方式對石英玻璃磨削力大小的影響,探究了刀具磨損的最優的試驗參數。
1 石英玻璃磨削實驗準備
實驗材料為石英玻璃,材料的基本參數如表1所示。測力儀型號為9527B,機床型號為MLA150691。超聲波發生器型號為UBT40-33B,超聲頻率為31 620 Hz。實驗加工方式如圖1所示。

表1 石英玻璃的主要性能

圖1 加工示意圖
2 正交實驗設計
此次實驗設計為三因素-四水平的正交試驗,三個實驗因素為:主軸轉速、進給速度、磨削深度。參數設計如表2所示。

表2 正交實驗參數表
3 實驗及理論分析
3.1 實驗數據整理
根據實驗表進行兩種磨削實驗,用測力儀分別測量出兩組實驗三個方向的磨削力。實驗中設定磨削力數據的采樣頻率為15 000 Hz,選擇實驗數據中相對平穩的數據段作為實驗分析數據。表3為超聲磨削實驗的結果。

表3 石英玻璃超聲磨削實驗表

續表3 石英玻璃超聲磨削實驗表
表4為普通磨削實驗的結果。Fx代表沿刀具前進方向的磨削力值,Fy代表垂直于刀具前進方向的磨削力值,Fz代表磨削深度方向磨削力值。

表4 石英玻璃非超聲磨削實數據表
3.2 極差分析
根據表3數據,石英玻璃在兩種不同情況下實驗的最優水平和最優組合,表5~7(超聲),8~10(非超聲)。極差大說明對實驗的影響大[5-6]。對實驗表做極差分析可確定影響磨削力因素的主次順序,優化加工參數[7-8]。

表5 超聲Fx方向磨削力極差分析表
從表5~10可以總結出在兩種磨削石英玻璃的過程當中,Fx、Fy的磨削力影響較大的順序依次為磨削深度、進給速度、主軸轉速。Fz的影響順序為磨削深度、主軸轉速、進給速度。

表6 超聲Fy方向磨削力極差分析表

表7 超聲Fz方向磨削力極差分析表

表8 非超聲Fx方向磨削力極差分析表

表9 非超聲Fx方向磨削力極差分析表
超聲磨削加工中由于磨削深度變大,從而使得單顆金剛石磨粒的磨削深度變大[9],對Fx、Fy方向的磨削力產生影響。深度達到0.25 mm時,從側面觀察材料表面形貌發現單顆粒磨粒作用在材料表面的有效力增多,Fx和Fy明顯增大,磨粒在材料端面的接觸面積保持不變,Fz增加的相對于Fx和Fy不明顯。

表10 非超聲Fx方向磨削力極差分析表
3.3 磨削力影響因素分析
如圖2所示為三個因素對磨削力影響的時域圖及局部放大圖。
5G是本屆互聯網大會的高頻詞,而人工智能與物聯網同樣因未來而變得奪目。當人們還沉浸于互聯網思維時,百度創始人、董事長李彥宏卻告訴大家,未來30年是AI(人工智能)時代,互聯網是前菜、AI才是主菜。AI將給中國社會的政策環境、市場環境和各個產業發展帶來巨大變化,AI思維正在替代互聯網思維成為新的動能。

圖2 石英玻璃磨削力時域圖和局部放大圖
如圖3~5所示,利用三個單因素單獨進行實驗來探究三個因素對磨削力的影響規律,可得出如下分析:
(1) 主軸轉速的影響 根據超聲和非超聲環境下的單因素實驗數據繪制的圖像如圖3所示,兩種環境下主軸轉速增大,三個方向的磨削力都減小。主軸轉速3 000 rad/s時,Fx、Fy、Fz的值產生波動,波動后主軸轉速增大磨削力會急劇減小,在超聲磨削中Fx和Fy下降的幅度比Fz方向下降的幅度大。
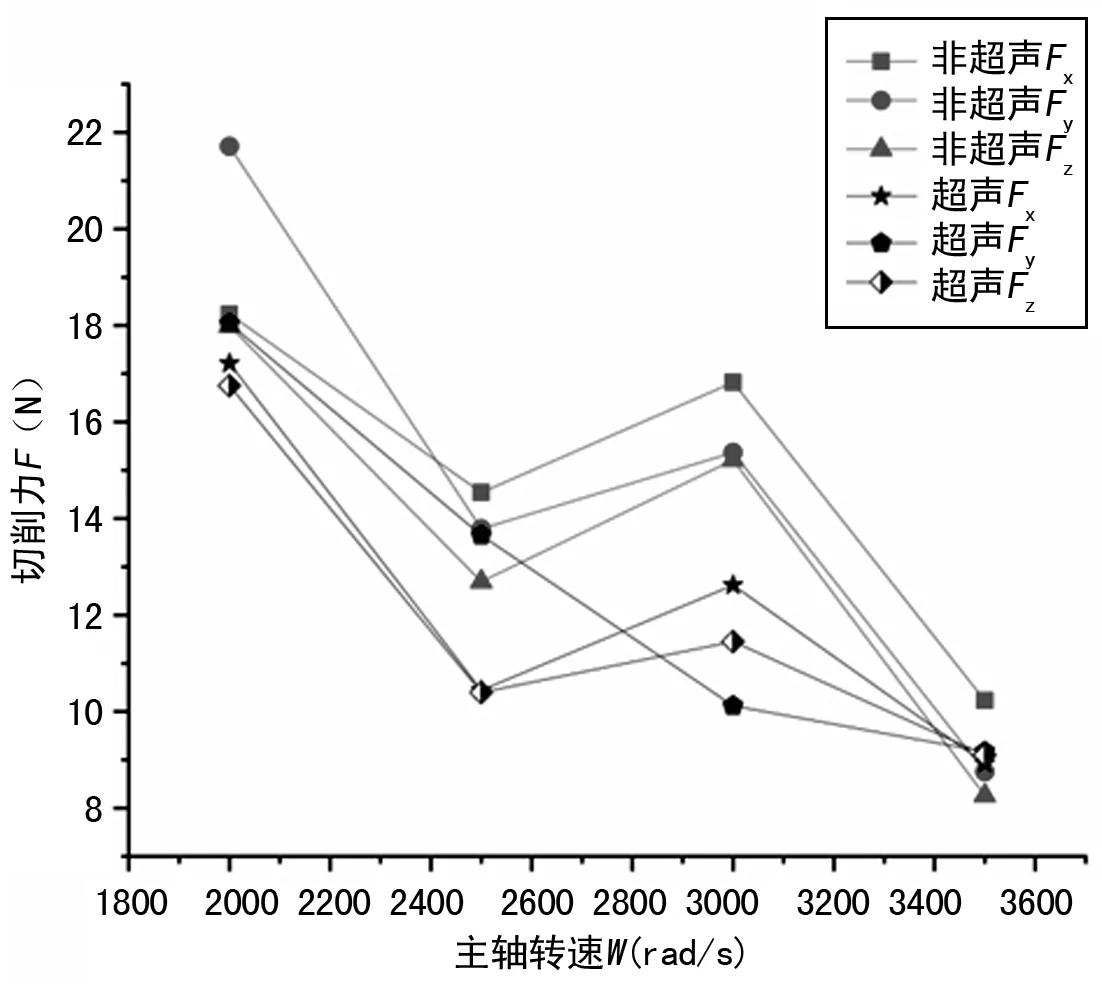
圖3 主軸轉速對磨削力影響圖
兩種磨削情況的主軸轉速對磨削力產生不同影響的主要原因是主軸轉速和磨削深度共同作用造成的。在實驗中磨削力在各方向上產生了波動,與系統誤差和材料晶粒的分布有關,但在總體上,滿足切削力隨主軸轉速的增大而減小的規律。
(2) 進給速度的影響 圖4所示為不同加工環境進給速度對磨削力影響變化圖,磨削力都隨著進給速度的增大而增大,超聲磨削比非超聲磨削的磨削力變化率大。非超聲磨削進給速度達到30 mm/min時Fz的值發生波動,磨削力減小。通過對比其Fx和Fy方向的數值分析,產生Fz方向上的磨削力波動可能由磨削加工系統誤差所造成,總體滿足隨進給速度的增大而增大的趨勢。

圖4 進給速度對磨削力影響變化圖
兩種磨削條件下,隨切削速度的增大磨粒與材料表面摩擦增大,使得磨粒進入石英玻璃表面更加困難,導致磨削力的增大。
(3) 磨削深度的影響 圖5所示為磨削深度對磨削力影響的變化圖,兩種磨削條件下,隨磨削深度增大磨削力先趨于平緩后增大。隨深度的增加,石英晶體的去除機理由塑性轉為脆性去除,磨削深度達到0.2 mm時完成塑脆轉變。

圖5 磨削深度影響磨削力圖
綜合上述實驗現象分析,在超聲環境下磨削有利于石英玻璃的加工,在加工過程中加入超聲輔助的加工中磨削力比不加超聲輔助時要小,在相同參數下(3000 rad/s、20 mm/min、0.1 mm),超聲磨削各個方向磨削力分別為(10.38、10.75、11.31)N,非超聲磨削各方向磨削力分別為(12.59、15.68、12.05)N。從側面反映出在超聲振動環境下進行石英玻璃的磨削加工更有利于降低金剛石刀具磨損。
4 簡化磨削力模型建立
建立力學模型分析和研究磨削過程,對比上述實驗數據進行線性回歸分析。利用平均剛性力學模型,將磨削力簡化為一個指數函數,如公式(1)所示:
(1)
將實驗數據導入統計學SPSS軟件中進行線性回歸分析得到非超聲磨削的磨削力公式(2)所示:
F=0.922·ap0.227·vc0.668·ω0.607
F=0.359·ap0.554·vc0.497·ω1.081
(2)
F=0.014·ap1.197·vc0.252·ω1.081
將實驗數據導入統計學SPSS軟件中進行線性回歸分析得到超聲磨削的磨削力公式(3)所示:
F=1.963·ap1.267·vc0.759·ω0.930
F=1.958·ap2.018·vc0.570·ω1.235
(3)
F=3.176·ap1.899·vc0.591·ω2.208
5 結 論
從石英玻璃的加工特點入手,研究了它的磨削機理,石英玻璃的去除機理主要分成三部分塑性去除、粉末去除、脆性去除。對比實驗數據,根據極差分析其石英玻璃磨削加工的影響因素,為進一步研究超聲磨削機理打下基礎。研究結論如下:
(1) 超聲和非超聲磨削時,Fx和Fy方向的磨削力主要受到磨削深度、進給速度的影響,主軸轉速對兩個方向的影響不大,Fz方向主要影響因素為磨削深度、主軸轉速。
(2) 對比實驗數據超聲加工刀具的磨損程度較小,加工的表面質量相較好。
(3) 通過實驗測得,刀具磨損最小的加工參數為:3 500 rad/s、20 mm/min、0.15 mm。
(4) 實驗數據導入SPSS和Matlab軟件中進行了線性回歸分析建立了兩種條件下石英玻璃的簡化磨削力模型。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
當代陜西(2021年2期)2021-03-29 07:41:24
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中國塑料(2016年3期)2016-06-15 20:30:00