汽車傳動齒輪修形優化分析
2021-07-15 01:46:22高艷兵翟洪飛閆羲昊
機械研究與應用 2021年3期
張 柳,高艷兵,翟洪飛,姚 雷,閆羲昊
(1.鄭州輕工業大學 機電工程學院,河南 鄭州 450002; 2.鄭州磨料磨具磨削研究所有限公司,河南 鄭州 450002)
0 引 言
汽車變速箱的嘯叫和振動現象是提升整車NVH性能的一大障礙[1-3]。在實際生產中,通常會通過對齒輪進行微觀修形來改善振動噪聲現象。文獻[4]研究了嚙合沖擊最小約束目標下直齒輪修形優化分析。文獻[5]研究了斜齒輪修形對負載扭矩和嚙合錯位的影響。文獻[6]研究了不同安裝誤差和不同工況下修形對齒輪的影響。文獻[7]研究了不對中工況下修形齒輪副嚙合特性。文獻[8]利用MASTA軟件研究了單斜齒輪微觀修形。文獻[9]利用KISSsoft研究了風電齒輪箱高速齒輪修形方面的性能優化方法。筆者以一對斜齒輪副為例進行接觸分析、修形優化分析,研究不同修形方式以及修形參數對齒輪傳動的影響。
1 制造安裝誤差
在齒輪的加工制造和安裝使用過程中,不可避免地存在制造安裝誤差。即使齒輪參數正確,由于這些誤差的存在,齒輪在嚙合過程中會產生嚙入嚙出沖擊,使傳動不夠平穩,引起振動和噪聲。
1.1 齒廓誤差
齒輪在加工過程中,選定尺寸公差之后,齒形存在一定幅度的波動,這個波動的范圍就可以理解為齒廓誤差。在齒輪基圓上實際基節與公稱基節之間存在的距離即為基節誤差。這些齒廓上的間隙會引起齒輪嚙入沖擊、嚙出沖擊,影響傳動的平順性。
1.2 齒向誤差
齒輪在嚙合過程中,重合度越大越好,這樣傳遞載荷更加平穩,齒輪使用壽命相對較長。將輪齒看成由沿齒寬方向的彈性體組成,受載荷變化,各部分發生不同彈性形變。在安裝使用過程中,兩根軸安裝錯位、不平行,或者在使用過程中,軸和軸承因為受載發生彎曲、扭轉變形,軸承游隙發生改變。各種影響因素引起的齒寬方向的綜合變形、位移、制造誤差、安裝使用誤差的合成量即為齒向誤差[10]。
2 修形理論方法
目前在國內修形仍處在依靠經驗的摸索狀態。修形可分為齒形修形、齒向修形、齒頂倒角三大類;齒形修形根據修形部位可分為齒頂修形、齒根修形、鼓形修形,齒向修形可分為螺旋角修形、齒邊修形、齒廓鼓形修形,齒頂倒角根據倒角形式分為倒直角、倒圓角。恰當的修形方式和修形參數使齒輪的偏載現象明顯得到改善,振動噪聲得到有效減小,傳動更加平穩,不恰當的修形反而使齒輪性能惡化,修形應選擇修形方式與修形參數的最優組合。
2.1 齒廓修形
齒廓修形是指在齒頂處、齒根處或齒頂+齒根同時進行修形。齒頂修形又可分為齒高方向和端面。齒廓修形的曲線形狀有線性、圓弧、拋物線、過渡半徑等多種,在齒高方向上的修形量又有長、短修形之分。
齒廓修形參數數值一般根據標準和經驗確定。ISO6336-2006參見公式。
(1) 以齒輪的受載變形來確定齒廓修形量
(1)
式中:Δmax為最大修形量;KA為工況系數;εα為端面重合度;Cr為齒輪綜合剛度;P/b為單位齒寬上的圓周力。
(2) 以齒輪的制造精度來確定齒高修形量
Δmax=0.02mn
(2)
hmax=0.6mn
(3)
式中:Δmax為最大修形量;mn為法向模數。
2.2 齒向修形
在齒寬方向上,存在偏載現象,一般將輪齒修整為鼓形齒。鼓形修形可在齒寬和齒高兩種方向上將齒修成兩頭細中間粗的腰鼓形狀如圖4。此種修形可優化接觸斑點,使接觸應力集中向齒寬中心處移動,有效改善偏載現象,使傳動平穩。對于齒向修形,在此只討論鼓形修形,一般按照標準給出數值參考范圍。
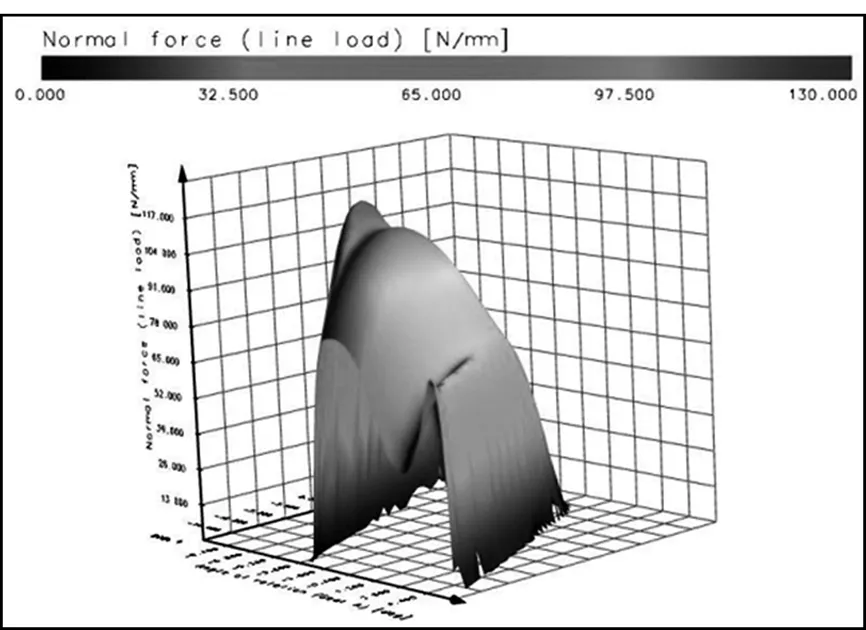
圖4 Ca=5 μm時齒輪法向力3D分布圖
(1) ISO6336-2006數值參考范圍
普通齒輪Ca=[10,40] μm,另有制造公差5 μm;
高精度齒輪Ca=[0,25] μm,另有制造公差5 μm。
(2) AGMA913-A98數值參考范圍
Ca=[10,25] μm
(4)
式中:Ca為鼓形量。
3 算 例
直齒輪相對斜齒輪總的嚙合接觸線長度短,突然加載或卸載,存在嚙合沖擊,傳動不夠流暢。斜齒輪是多對齒同時嚙合,承載力大;嚙合接觸線長度變化先由短變長,后由長變短,總嚙合線長,加載卸載緩和,傳動相對平穩;且斜齒輪中心距相對較小,對變速箱結構緊湊有貢獻,故在汽車變速箱中以斜齒輪居多。
3.1 齒輪建模
文中選取一對斜齒輪進行分析,具體齒輪參數如表1所列。實際工況參數影響修形參數,而有些實際工況無法運用齒輪動力學理論公式進行計算,利用軟件設置動載系數,齒距誤差、軸安裝誤差,摩擦系數、轉速和加工幾何精度等相關參數來模擬真實工況,如表2所列。
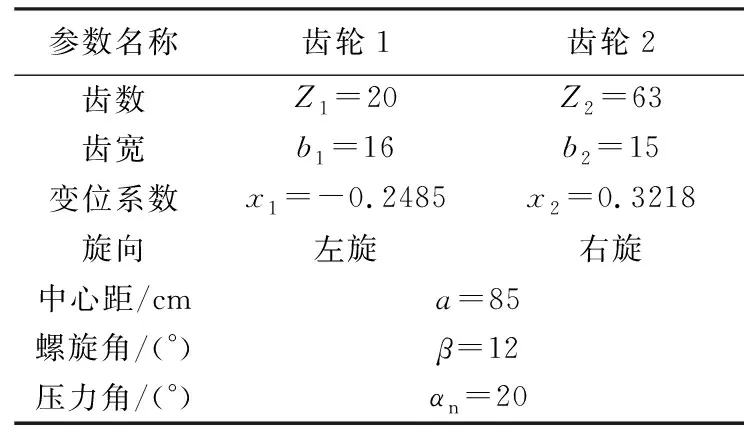
表1 齒輪基本參數

表2 實際工況參數
3.2 修形優化方案
傳統的修形方法主要是根據經驗對齒輪進行多次加工、修整及實體實驗,成本高昂且耗時很長。
利用軟件直接推薦修形數值,并結合經驗,以傳遞誤差小、齒面接觸力最小等多個約束目標,經過多次調整修形方式和修形參數,采取短拋物線修形最優的組合方式進行大小齒輪齒頂齒根同時修形,具體修形參數如表3。
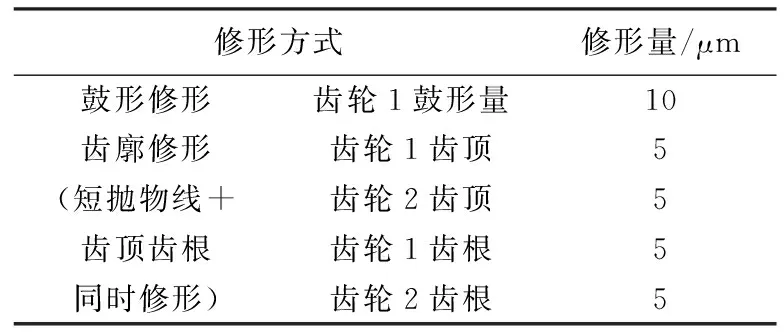
表3 修形優化方案
3.3 修形效果
對比圖1、2:在齒寬方向上,接觸應力均布在輪齒中央,呈蒙古包狀,偏載現象明顯得到改善。同時最大法向接觸應力從160 N/mm減小到129 N/mm,降低了19.38%。最大法向接觸應力變小使齒面變形減小,降低了輪齒變形破壞的概率,延長使用受命。

圖1 未修形的齒輪法向力3D分布圖
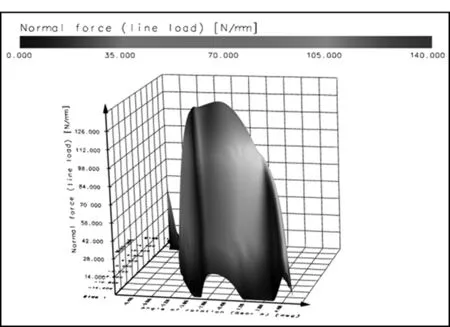
圖2 修形后的法向接觸力3D分布圖
齒輪的接觸溫度即嚙合過程中的溫度變化,其直接影響著齒輪是否達到膠合磨損的狀態以及膠合程度。如圖3所示。
由圖3可以看到在一組嚙合接觸線長度變化周期內最高接觸溫度峰值由130 ℃減小到114 ℃,降低了12.31%;嚙入峰值溫度由122 ℃降為77.5 ℃,降低了36.48%;嚙出峰值溫度由130 ℃降為78 ℃,降低了40%;大大降低了嚙入嚙出峰值溫度,不利于膠合現象的產生;嚙出溫度峰值整體溫度變化趨勢變緩。
4 修形方式對齒輪傳動的影響
4.1 齒向鼓形修形參數對法向接觸力的影響
取鼓形量分別為Ca=0、5、10 μm,研究不同鼓形量對齒面法向接觸力的影響。
對比圖1、2、4可以看出,未修形時偏載嚴重;鼓形量為5 μm時,偏載現象依然存在;鼓形量為10 μm時,最大法向接觸力變大。隨著鼓形量的增大,法向接觸力向齒寬中心集中,最大法向力隨之增大,受力模型變得細尖陡峭,故在一定范圍內可有效改善偏載,結合法向接觸力盡量小的原則,不能過量修緣,否則超出一定數量范圍齒輪性能變差。故在選定實際修形方案時,可結合系統推薦值與經驗值,不斷調試確定最佳修形量。
4.2 齒廓修形曲線對傳遞誤差的影響
傳遞誤差是齒輪在傳遞過程中的動態誤差,其幅值大小和波動變化趨勢直接決定齒輪傳動的振動噪聲大小。
齒廓修形曲線有很多種,這里僅對拋物線修形、線性修形、圓弧修形、線性+過渡半徑修形曲線進行研究。多種修形方式對傳遞誤差產生了不同影響,如表4所列。從表4可以看出,各齒廓修形曲線對傳遞誤差的影響相差不大,長修形量沒有短修形量的適用范圍大,修形效果好。以傳遞誤差最小為約束目標,雖然齒廓修形使傳遞誤差稍微增大,但從改善偏載(鼓形修形)和降低接觸應力(齒廓修形)的角度綜合評判齒輪性能,本案例的最佳修形組合為鼓形修形+短拋物線修形,且齒頂齒根同時修形。
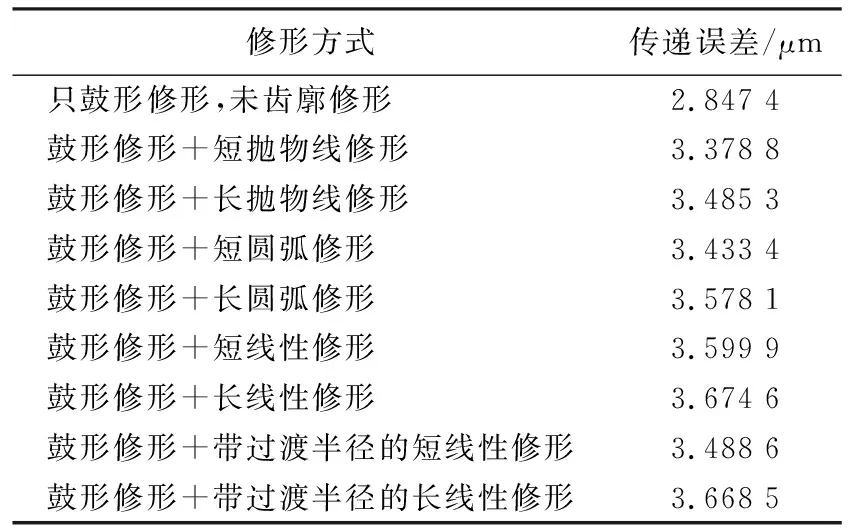
表4 不同修形曲線對傳遞誤差的影響
5 結 論
綜合最大法向接觸力、載荷分布情況、傳遞誤差等各主要性能指標,確定了該齒輪副鼓形修形+齒頂齒根短拋物線齒廓修形的修形方案。結論如下:
(1) 短拋物線齒廓修形使最大齒面法向接觸應力降低了19.38%。
(2) 降低了嚙入嚙出最大齒面接觸溫度,最大降幅為40%,同時溫升變化緩慢,避免膠合。
(3) 鼓形修形可有效改善偏載現象,但過大的鼓形量會使齒面接觸應力增大,受力過于集中,修形量綜合其它約束指標要適宜。
(4) 各齒廓修形曲線對傳遞誤差的影響相差不大,長修形量沒有短修形量的適用范圍大,修形效果好。
通過修形優化使齒輪副嚙合更加平穩,瞬間溫度降低,從而達到齒輪傳動減振降噪、延長使用壽命的目的。