管螺紋密封機(jī)理探討分析
2021-07-15 03:56:20劉翠潔閆家振
機(jī)械研究與應(yīng)用 2021年3期
關(guān)鍵詞:標(biāo)準(zhǔn)
劉翠潔,閆家振
(蘭州蘭石石油裝備工程股份有限公司 青島分公司,山東 青島 266520)
0 引 言
管螺紋是用于管與接頭、管箍、閥件、泵、缸等連接的基本手段。石油鉆采設(shè)備現(xiàn)已是高度自動(dòng)化、智能化的機(jī)電一體化設(shè)備,大量使用著液壓、氣控、潤(rùn)滑及冷卻回路,因此管螺紋在石油裝備上得到了廣泛的應(yīng)用。相比于緊固連接螺紋,管螺紋的種類(lèi)繁多,管螺紋代號(hào)也比較混亂,不同國(guó)家、不同時(shí)期的代號(hào)也各不相同。
目前,關(guān)于管螺紋的介紹與綜述類(lèi)文獻(xiàn)較多,也有研究管螺紋加工與檢測(cè)技術(shù)的,但關(guān)于管螺紋的密封機(jī)理,及其在石油鉆臺(tái)設(shè)備領(lǐng)域的的螺紋設(shè)計(jì)選用及不同形式螺紋間的關(guān)系與互換性的研究一直未見(jiàn)文獻(xiàn)報(bào)道[1-6]。筆者根據(jù)新設(shè)備研發(fā)設(shè)計(jì)及設(shè)備維修改造中管螺紋的應(yīng)用經(jīng)驗(yàn),根據(jù)管螺紋的起源將管螺紋劃分為英制管螺紋與美制管螺紋兩大類(lèi)管螺紋,并研究分析了相似螺紋間的互換使用問(wèn)題。
1 英制管螺紋與美制管螺紋
從來(lái)源上講,目前世界上在使用的螺紋主要有兩大類(lèi)[7-8],英制管螺紋和美制管螺紋。前者來(lái)自惠氏螺紋,后者來(lái)自美國(guó)國(guó)家螺紋標(biāo)準(zhǔn)。兩者均為英寸制螺紋。區(qū)分英制管螺紋和美制管螺紋的最簡(jiǎn)單方式是牙型角:英制管螺紋牙型角是55°;美制管螺紋牙型角是60°。
為了在國(guó)際市場(chǎng)上推廣管螺紋標(biāo)準(zhǔn),兩類(lèi)管螺紋均進(jìn)行了米制化,即將英寸尺寸乘以25.4轉(zhuǎn)化為毫米尺寸,因此并不是“真正的米制管螺紋”。所以在讀這兩類(lèi)標(biāo)準(zhǔn)時(shí)可以不必刻意關(guān)注英制米制之分,本質(zhì)上是同一種螺紋。
在ISO管螺紋標(biāo)準(zhǔn)出臺(tái)之前,世界范圍內(nèi)的管螺紋代號(hào)比較混亂,中國(guó)、比利時(shí)、日本、韓國(guó)等都有各國(guó)自己的螺紋代號(hào),比如中國(guó)舊制密封錐管螺紋的代號(hào)為“ZG”,美制一般密封圓錐管螺紋為“Z”。因此,在遇到老圖紙資料時(shí)需要單獨(dú)查詢?cè)搰?guó)的舊標(biāo)準(zhǔn),才能正確的讀懂這些螺紋型式。
1.1 英制管螺紋的標(biāo)準(zhǔn)及代號(hào)
英制管螺紋,牙型角是55°管螺紋。根據(jù)結(jié)構(gòu)型式分為圓柱管螺紋和圓錐管螺紋,根據(jù)功能和使用方式分為密封管螺紋和非密封管螺紋。ISO標(biāo)準(zhǔn)基本采用了英國(guó)標(biāo)準(zhǔn),共兩個(gè)標(biāo)準(zhǔn),分別規(guī)定了密封管螺紋和非密封管螺紋。
我國(guó)的55°管螺紋標(biāo)準(zhǔn)是ISO標(biāo)準(zhǔn)的等效標(biāo)準(zhǔn)[9~13],ISO、GB的標(biāo)準(zhǔn)內(nèi)容和對(duì)照見(jiàn)表1。

表1 英制管螺紋ISO、GB標(biāo)準(zhǔn)及型式匯總表
1.2 美制管螺紋的標(biāo)準(zhǔn)及代號(hào)
美制管螺紋,牙型角是60°管螺紋,同樣有圓柱螺紋和圓錐螺紋兩種結(jié)構(gòu)型式。美國(guó)標(biāo)準(zhǔn)的管螺紋標(biāo)準(zhǔn)有2個(gè),分別規(guī)定了一般用途管螺紋和干密封管螺紋的技術(shù)條件。
表2中的ASME B1.20.1、ASME B1.20.2M兩個(gè)標(biāo)準(zhǔn),其技術(shù)內(nèi)容完全一致,區(qū)別就是ASME B1.20.2M技術(shù)要求中的所有尺寸為毫米單位尺寸,如B2.20.1中牙數(shù)規(guī)定為“每英寸牙數(shù)”、B1.20.2M中則規(guī)定為“每25.4 mm牙數(shù)”。
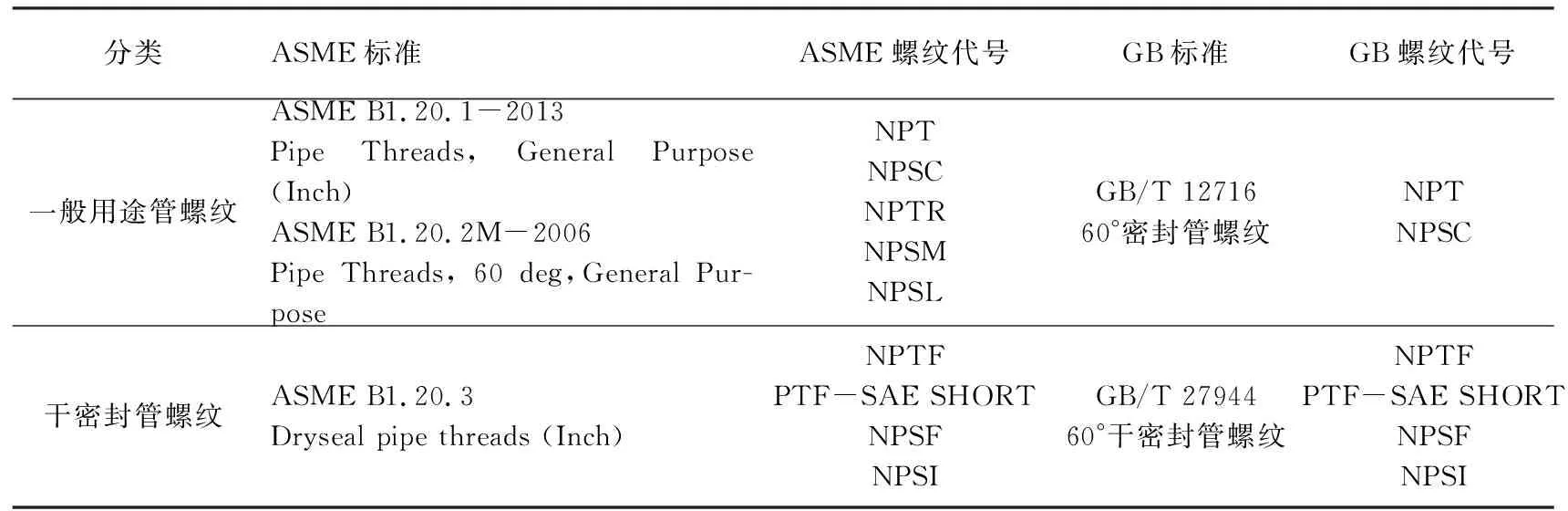
表2 美制管螺紋ISO、GB標(biāo)準(zhǔn)及型式匯總表[14-18]
國(guó)標(biāo)在管螺紋采標(biāo)時(shí),英制管螺紋幾乎是完全等效采用ISO標(biāo)準(zhǔn),美制管螺紋(GB/T 12716)僅采用了NPT、NPSC這兩種螺紋。ASME B1.20.1中規(guī)定的NPSH系列螺紋共5種螺紋型式,其中NPSC與NPT的關(guān)系與55°密封管螺紋中的圓柱內(nèi)螺紋和圓錐內(nèi)/外螺紋的使用情況類(lèi)似;僅看NPSL的螺紋形式,忽略其鎖緊螺母結(jié)構(gòu),其在美制管螺紋中的作用相近于英制管螺紋的非密封管螺紋(G螺紋);NPTR、NPSM、NPSL是美制管螺紋獨(dú)有的管螺紋形式,沒(méi)有明確的密封要求,使用范圍窄,在專(zhuān)業(yè)廠家的樣本中也鮮見(jiàn)其存在。
此外,德國(guó)制定過(guò)牙型角60°的“真正的米制管螺紋”標(biāo)準(zhǔn)(DIN 158-1)[19],因其螺紋設(shè)計(jì)牙型、錐度等均與美制管螺紋理念相同,因此筆者認(rèn)為可把它看做一種特殊的美制管螺紋。DIN 158-1規(guī)定的螺紋形式同樣有圓柱內(nèi)螺紋、圓錐內(nèi)螺紋、圓錐外螺紋。其規(guī)格和緊固螺紋(M)非常相似,如M8×1keg,是標(biāo)準(zhǔn)的米制尺寸規(guī)格。我國(guó)也在DIN 158-1標(biāo)準(zhǔn)的基礎(chǔ)上制定了GB 1415。但是這種螺紋在國(guó)內(nèi)、乃至國(guó)際上,都沒(méi)有被廣泛接受,目前為止,筆者未在油氣鉆采設(shè)備的已有設(shè)計(jì)中遇到過(guò)這類(lèi)螺紋的應(yīng)用實(shí)例。
2 管螺紋在國(guó)內(nèi)市場(chǎng)的使用
目前,在國(guó)內(nèi)市場(chǎng),兩類(lèi)管螺紋應(yīng)用都很廣泛,但標(biāo)準(zhǔn)選用尚無(wú)明確規(guī)定,多是按照行業(yè)慣例或各企業(yè)的使用慣例在使用,比如氣缸接口,一般是選擇R螺紋(55°),液缸接口,則是G螺紋(55°)使用較多,液壓系統(tǒng)的接頭、閥件等配件,NPT管螺紋應(yīng)用最廣。
石油鉆采設(shè)備中,英制管螺紋一般只用于潤(rùn)滑系統(tǒng)或氣控系統(tǒng)等對(duì)密封要求不是特別高的場(chǎng)合。而且,多數(shù)廠家選擇自制此類(lèi)管件和接頭,而非采購(gòu)成品。相較于氣動(dòng)配件,液壓配件的產(chǎn)品規(guī)格種類(lèi)很齊全,且均已形成批量產(chǎn)銷(xiāo)市場(chǎng)。因此,在設(shè)計(jì)液壓系統(tǒng)或其他較高壓場(chǎng)合,基本都是采購(gòu)專(zhuān)業(yè)廠家的配件,極少自制。
3 管螺紋密封機(jī)理及牙型設(shè)計(jì)探討
3.1 連接螺紋沒(méi)有密封性
以最常用的米制連接螺紋M螺紋(GB/T196)[20]為例,M螺紋全部為柱螺紋。內(nèi)螺紋牙頂、外螺紋牙底削平1/4H(H為設(shè)計(jì)牙型牙高),內(nèi)螺紋牙底、外螺紋牙頂則削去1/8H。根據(jù)GB/T 197[21],螺紋最緊密連接的配合是H/h,因此,加工合格的內(nèi)外螺紋旋合時(shí)始終有一個(gè)小間隙,能夠順暢的旋轉(zhuǎn)直至垂直于軸向的連接面接觸,這個(gè)間隙形成的環(huán)形空間,導(dǎo)致普通連接螺紋沒(méi)有密封性。
3.2 英制密封管螺紋特性分析
要僅靠螺紋本身形成密封螺紋副,至少有一件螺紋需是錐螺紋,保證最少有一環(huán)能夠形成閉環(huán)。考慮到制造工藝,一般選外螺紋為錐螺紋。因此,密封螺紋副有兩種有效的配合形式:圓柱內(nèi)螺紋/圓錐外螺紋、圓錐內(nèi)螺紋/圓錐外螺紋。
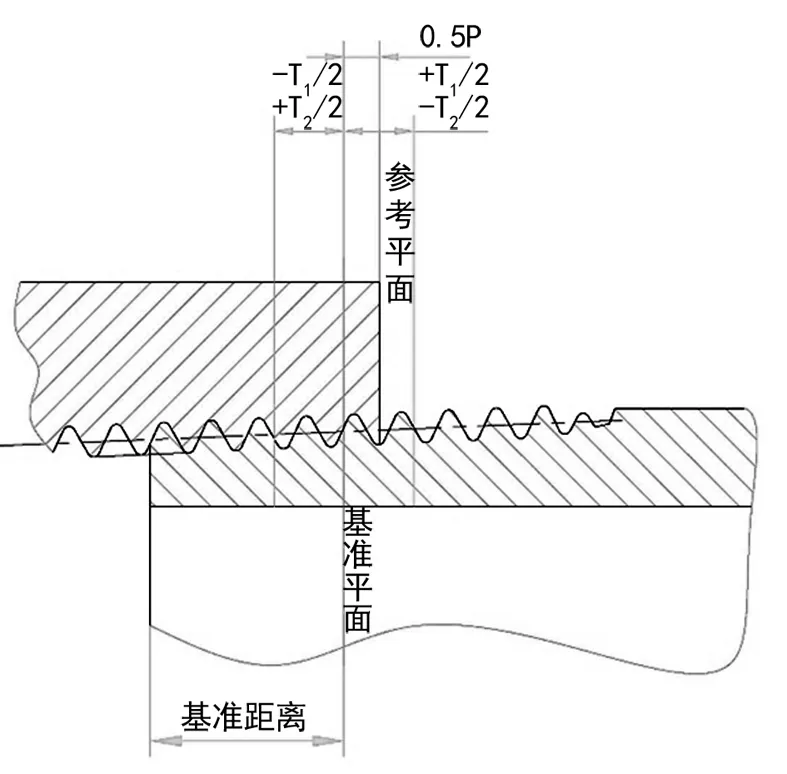
圖1 英制密封管螺紋的牙型
在管螺紋連接過(guò)程中,當(dāng)?shù)谝画h(huán)牙型接觸上后,理想情況下,內(nèi)外螺紋的基準(zhǔn)平面重合。加工有管螺紋的零件經(jīng)常是管子、閥門(mén)、接頭等零件,一般都為塑性材料。在基準(zhǔn)平面重合后,使用扳手或其他工具可以繼續(xù)旋合,旋合過(guò)程中牙型發(fā)生變形,直至牙頂、牙底、牙側(cè)都能夠緊密貼合,牙型停止變形,形成封閉空間,實(shí)現(xiàn)密封功能。
ISO 7-1、GB/T 7306.2對(duì)圓錐管螺紋的公差的規(guī)定,都是基準(zhǔn)平面的軸向位移。這和管螺紋的密封過(guò)程是一致的。對(duì)柱/錐連接而言,圓錐外螺紋總有一個(gè)直徑是能夠和圓柱螺紋的直徑一致的,區(qū)別只是這個(gè)直徑的位置與理論基準(zhǔn)平面的偏差。對(duì)錐/錐連接來(lái)說(shuō)也是同樣的道理。這樣也為螺紋檢驗(yàn)提供了方便,因?yàn)闇y(cè)量螺紋要素是一件很復(fù)雜的事,實(shí)用的做法是用螺紋規(guī)做綜合測(cè)量,檢測(cè)螺紋規(guī)的端面是否落在螺紋端面的公差帶內(nèi)(±T1/2或±T2/2)即可。
圓柱內(nèi)螺紋的直徑尺寸直接影響旋合完成后的具體尺寸,ISO 7-1及GB 7306.1對(duì)圓柱內(nèi)螺紋的公差要求都有直徑偏差要求。GB 7306.1比ISO 7-1多一項(xiàng)軸向圈數(shù)的偏差規(guī)定,這個(gè)偏差數(shù)據(jù)和與之配對(duì)的圓錐外螺紋的錐度與螺距換算過(guò)來(lái)的數(shù)據(jù)一致,所以可認(rèn)為是同一要求。
3.3 美制密封管螺紋特性分析
美制管螺紋錐度也為1:16,但牙型角是60°,牙頂和底都削平。
美制管螺紋只定義了參考平面(見(jiàn)圖2),沒(méi)有用基準(zhǔn)平面的概念,代之以手旋合平面。手動(dòng)旋合后,理想情況下,手旋合平面重合。使用工具繼續(xù)擰緊,螺紋間產(chǎn)生過(guò)盈變形,實(shí)現(xiàn)密封,密封機(jī)理與英制管螺紋一致。螺紋的檢測(cè)同樣是靠螺紋規(guī)測(cè)量端面的位移。
美制管螺紋對(duì)螺紋的基本尺寸的規(guī)定思路與英制管螺紋不同。ASME B1.20.1對(duì)NPT基本尺寸的規(guī)定見(jiàn)圖2所示。
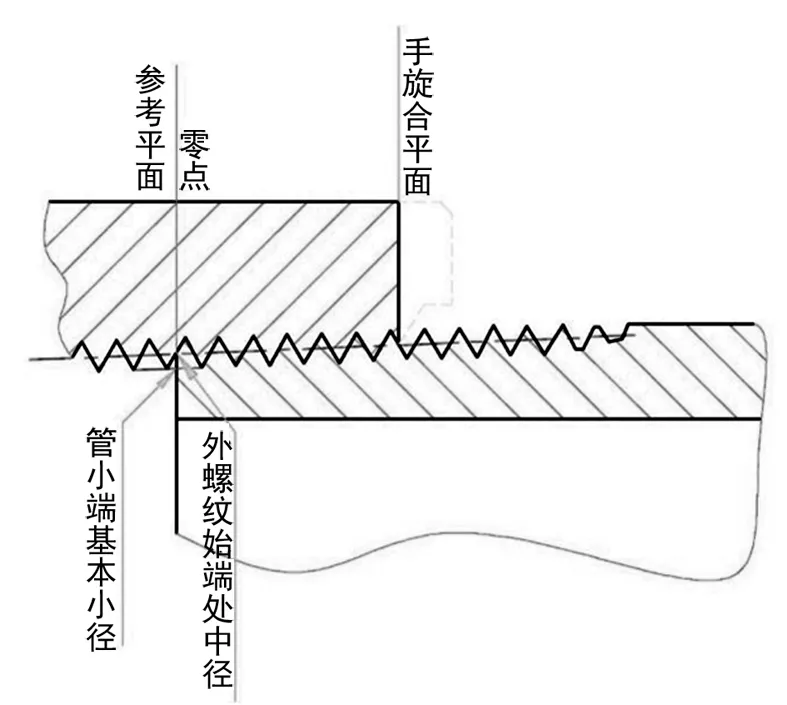
圖2 NPT螺紋基本尺寸及平面示意圖
NPT螺紋的設(shè)計(jì)基準(zhǔn)平面稱(chēng)為參考平面Reference plane(亦稱(chēng)零點(diǎn)zero),參考平面為外螺紋的管端,且明確將內(nèi)螺紋的管端定義為手旋合平面Plane of hand-tight engagement。內(nèi)螺紋基本尺寸的定義,同樣定在了參考平面處的的尺寸。
NPT螺紋對(duì)直徑尺寸的規(guī)定是外螺紋始端處中徑和管小端基本小徑。至于為什么分別規(guī)定的是中徑和小徑,筆者推測(cè),主要是基于以下原因:內(nèi)螺紋在加工螺紋前,是要首先制孔的,為保證內(nèi)螺紋的小徑是通過(guò)加工成形的,無(wú)論預(yù)制孔是直孔還是錐孔,均不能大于螺紋小徑,因此對(duì)基本尺寸的規(guī)定是小徑,便于加工工藝參數(shù)的選取和確定。外螺紋基本是在管子上加工螺紋,因此就沒(méi)有這方面的顧慮。此外,ASME B1.20.1對(duì)配合螺紋設(shè)計(jì)公差的要求是,牙頂和牙底可以是有間隙、相接觸、相互干擾三種狀態(tài),且對(duì)螺紋的削平高度只規(guī)定了最小和最大尺寸,只要求牙頂和牙底平面應(yīng)平行于中徑線或螺紋軸線,這樣只規(guī)定中徑,設(shè)計(jì)者可以據(jù)此對(duì)大徑和小徑做進(jìn)一步的設(shè)計(jì)。
1.符號(hào)性。如前所言,導(dǎo)視系統(tǒng)有著引導(dǎo)、指示等功能,需要讓來(lái)者,尤其是第一次到來(lái)的人直觀省時(shí)地找到自己的目的地。因此設(shè)計(jì)高校導(dǎo)視系統(tǒng)時(shí)應(yīng)當(dāng)注意視覺(jué)元素的簡(jiǎn)潔性,在此基礎(chǔ)上概括出圖形、符號(hào)。歸根到底,高校導(dǎo)視系統(tǒng)中占主導(dǎo)的還是這些圖形與符號(hào)及與之配合出現(xiàn)的文字。
3.4 非密封管螺紋及密封螺紋副的配合形式
ISO標(biāo)準(zhǔn)中的英制管螺紋(55°)包含密封管螺紋R螺紋和非密封管螺紋G螺紋,兩種螺紋的設(shè)計(jì)牙型是完全一致的。G螺紋的內(nèi)外螺紋都是圓柱螺紋,其內(nèi)螺紋的下偏差(EI)為零,外螺紋的上偏差(es)為零。因此,G螺紋與G螺紋組成的螺紋副,其密封性與普通連接螺紋M螺紋一樣,都存在一個(gè)環(huán)形空間,不具有密封性。
3.5 填料的使用及干密封管螺紋
從理論上來(lái)講,密封管螺紋可以不需要密封件,緊靠螺紋間的旋合實(shí)現(xiàn)密封。
實(shí)際上,只有ASME B1.20.3規(guī)定的干密封管螺紋是不需任何其他介質(zhì),僅依靠螺紋自身就能完成密封功能的。干密封管螺紋是在ASME B1.20.1螺紋基礎(chǔ)上,進(jìn)行螺紋型式修改,提高精度要求等方式設(shè)計(jì)而來(lái),并對(duì)生產(chǎn)方法和連接件的彈塑性等方面提出了更高的要求。這種螺紋顯然是無(wú)法大批量用于所有管路連接的。
除了干密封管螺紋外,其他管螺紋在管路連接中,均需使用填料、密封膠或密封件來(lái)保證密封效果,這是非常經(jīng)濟(jì)有效的做法。
4 柱/錐螺紋副中的密封管螺紋Rp與非密封管螺紋G互換性討論
ISO 228-1中提到,“在必要的情況下,G內(nèi)螺紋與Rp(圓柱內(nèi)螺紋)可以與R螺紋進(jìn)行連接。(備注:該連接不需實(shí)現(xiàn)密封)”而GB/T 7307-2001的前言中,則特別提到,“我國(guó)標(biāo)準(zhǔn)不推薦用密封管螺紋與非密封管螺紋組成密封螺紋副(G/R)或非密封螺紋副(Rp/G)。”
關(guān)于G內(nèi)螺紋與R1螺紋的連接是否能夠達(dá)到密封效果,文中繼續(xù)進(jìn)行探討。
密封螺紋副Rp/R1的配合關(guān)系:螺紋加工的一個(gè)主要特點(diǎn)是,加工方式都依托于成形刀具或設(shè)備,也就是說(shuō),有相應(yīng)精度的刀具或設(shè)備,才能夠加工出相應(yīng)精度等級(jí)的螺紋來(lái)。因此,這里認(rèn)為,在加工過(guò)程中沒(méi)有出現(xiàn)誤操作,質(zhì)量合格的螺紋,忽略刀具磨損造成的誤差,同一條螺紋的牙型基本是一致的。
如圖3所示,圓柱螺紋與圓錐螺紋配合,手旋合最小實(shí)體內(nèi)螺紋時(shí)牙型的停止位置位于圓柱螺紋的最外側(cè)牙,繼續(xù)擰緊,牙變形,消除牙型間隙,實(shí)現(xiàn)密封效果。
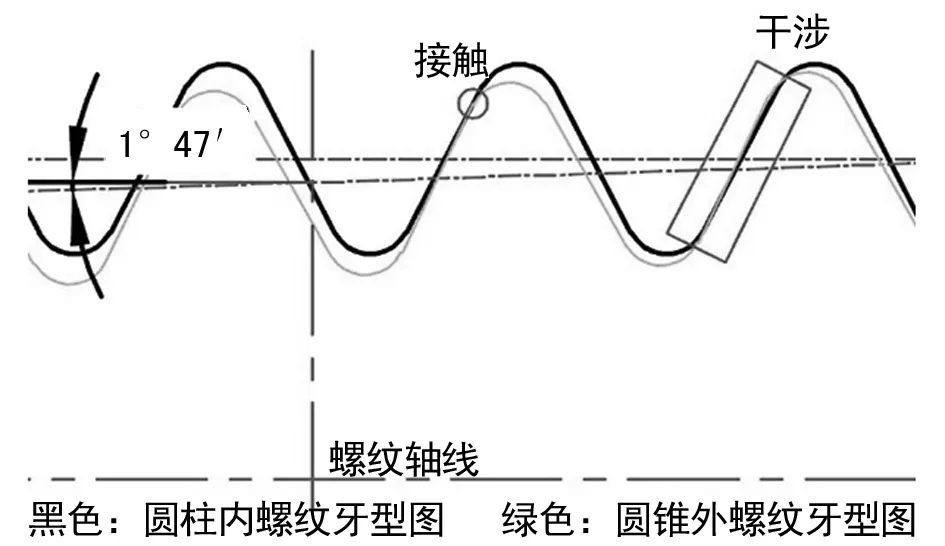
圖3 圓柱內(nèi)螺紋與圓錐外螺紋配合示意圖
Rp螺紋則是對(duì)稱(chēng)的極限偏差(|ES|=|EI|)。通過(guò)對(duì)比具體公差可知,G螺紋的偏差值全部不小于Rp螺紋直徑的偏差值,因此可知,G/R1與Rp/R1螺紋配合相比,G/R1的配合中R1螺紋旋入長(zhǎng)度更長(zhǎng)的概率更大,因旋緊余量不足造成安裝力矩不足的可能性更大,密封效果更加難以保證。
ISO 7-1中注明,其圓柱內(nèi)螺紋的直徑公差是根據(jù)圓錐內(nèi)螺紋基準(zhǔn)平面軸向位移極限偏差和螺距、錐度推導(dǎo)而來(lái)。GB/T 7306.1并未明確指出,但其數(shù)值一樣,因此其公差來(lái)源是一樣的。所以在計(jì)算旋入長(zhǎng)度誤差時(shí),可直接利用軸向圈數(shù)來(lái)進(jìn)行計(jì)算。
下面具體以G3/8、Rp3/8和R13/8為例進(jìn)行計(jì)算分析:
如圖4所示,極限情況下,Rp/R1螺紋旋合后的最小裝配余量是:
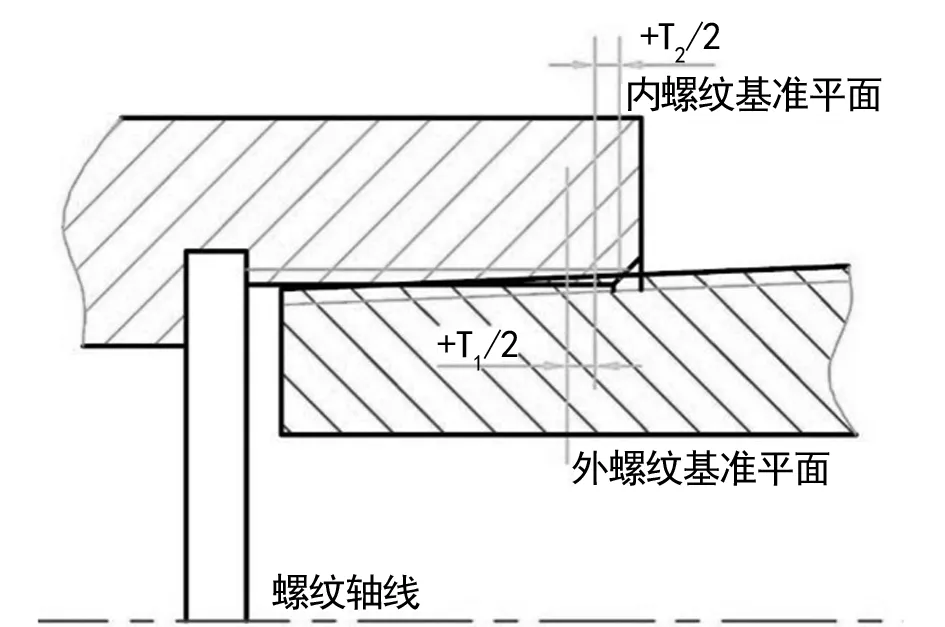
圖4 Rp/R1螺紋副示意圖

如圖5所示,G/R1配合旋入深度誤差的簡(jiǎn)單計(jì)算如下:

圖5 G/R1螺紋副示意圖
(1) 若G牙頂與R1的牙底首先接觸,因公差造成需多旋入的深度為:
(ESG3/8-小徑-eiR1 3/8)/(1/16)
=(0.445+0.104)×16=8.784(mm)
換算成圈數(shù)為:8.784/(25.4/19)=6.57圈
再加上基準(zhǔn)距離的偏差,最深會(huì)多旋入7.57圈,大于R13/8螺紋的裝配余量2.75圈,不能保證密封效果。
(2) 根據(jù)G中徑公差進(jìn)行計(jì)算,因公差造成需多旋入的深度為:
(ESG3/8-中徑-eiR1 3/8)/(1/16)
=(0.125+0.104)×16=3.664(mm)
換算成圈數(shù)為:3.664/(25.4/19)=2.74圈
再加上基準(zhǔn)距離的偏差,最深會(huì)多旋入3.74圈,依舊大于R13/8螺紋的裝配余量2.75圈,不能保證密封效果。
上述計(jì)算包含較大誤差。G螺紋的公差規(guī)定的相對(duì)較簡(jiǎn)單,停止旋合時(shí)不一定是如計(jì)算中所示的G牙頂與R1的牙底接觸,而中徑公差又是平均中徑。此外,管螺紋連接施工時(shí),基本都是配合填料使用的,合理使用生料帶等填料在一定程度上是能夠彌補(bǔ)牙型誤差造成的連接不緊密的情況。因此,實(shí)際生產(chǎn)中,是不會(huì)出現(xiàn)上述計(jì)算中的情況的。但從其結(jié)果來(lái)看,還是可以看出,相比較于Rp/R1螺紋副,G/ R1螺紋副的確更易出現(xiàn)密封效果差的問(wèn)題,國(guó)標(biāo)的推薦做法還是比較正確的。
5 結(jié) 論
(1) 設(shè)計(jì)選用原則:在設(shè)計(jì)鉆井設(shè)備時(shí),首先應(yīng)根據(jù)客戶要求和設(shè)備使用國(guó)家及地區(qū)來(lái)選用所需執(zhí)行的標(biāo)準(zhǔn)規(guī)范。
國(guó)內(nèi)鉆井設(shè)備設(shè)計(jì)時(shí),由于螺紋的加工特殊性,設(shè)計(jì)者應(yīng)避免選用不常用螺紋,建議按照下列方式選取:緊固類(lèi)螺紋優(yōu)先選擇米制螺紋而非英寸制螺紋;潤(rùn)滑系統(tǒng)、氣控系統(tǒng)等對(duì)密封要求不嚴(yán)格的場(chǎng)合,可根據(jù)各企業(yè)的常用方式選取R螺紋或NPT螺紋;液動(dòng)和氣動(dòng)設(shè)備根據(jù)國(guó)內(nèi)市場(chǎng)常用的配件來(lái)選擇。
(2) 非密封管螺紋的使用:G螺紋加工簡(jiǎn)單,配合密封件的使用,可以實(shí)現(xiàn)很好的密封效果。G螺紋在液壓缸的油口、閥塊接口以及接頭中,應(yīng)用十分廣泛。但是使用時(shí)必須注意,即使是在對(duì)密封要求不高的場(chǎng)合,也要盡量避免G螺紋與Rp螺紋的混用,且需選配合適的密封件,才能夠?qū)崿F(xiàn)良好的密封效果。
(3) 管螺紋連接:由于管螺紋的使用工況、裝配水平和檢測(cè)技術(shù)等情況非常復(fù)雜,且各類(lèi)標(biāo)準(zhǔn)的指導(dǎo)性并不完全,如擰緊力矩,不論是ISO標(biāo)準(zhǔn)還是ASME標(biāo)準(zhǔn)都沒(méi)有明確的規(guī)定。管螺紋的使用效果與各生產(chǎn)廠家的技術(shù)水平關(guān)系非常大,這一現(xiàn)象在液壓行業(yè)尤其明顯,知名廠家的配件和設(shè)備確實(shí)有更好的使用效果。因此,在設(shè)計(jì)工況復(fù)雜、要求嚴(yán)格的管路系統(tǒng)時(shí),還是要尋求專(zhuān)業(yè)廠家合作。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:52
專(zhuān)用汽車(chē)(2016年4期)2016-03-01 04:13:43
質(zhì)量與標(biāo)準(zhǔn)化(2015年9期)2015-12-31 11:41:40
中國(guó)質(zhì)量與標(biāo)準(zhǔn)導(dǎo)報(bào)(2014年4期)2014-03-11 19:54:25
中國(guó)質(zhì)量與標(biāo)準(zhǔn)導(dǎo)報(bào)(2014年10期)2014-02-28 22:25:47
中國(guó)質(zhì)量與標(biāo)準(zhǔn)導(dǎo)報(bào)(2014年7期)2014-02-28 22:24:39