論海洋平臺鋼結構甲板片預制施工技術
2021-07-23 08:45:42肖然
石油化工建設 2021年3期
肖 然
中石化第四建設有限公司 天津 300270
海洋平臺是海洋資源開發的生產廠,甲板是工廠的平面支撐體系。海洋平臺采用在陸地建造、海上安裝的工藝,其結構部分在陸地的碼頭建造,由立柱、水平甲板片、支撐連接而成。其中水平甲板片在地面按照軸線、結構形式劃分成小片預制,然后在滑道上空中組對連接為一個完整的甲板層。甲板片預制工作約占整個平臺建造工期的45%。
海洋平臺水平甲板片是海洋組塊每層的支撐平面結構,由主梁、次梁、小次梁、懸臂梁、甲板板、板式筋板和管式筋板等構成,每層甲板片均連接于組塊主立柱上。甲板片為水平建造,梁數量多,焊接交點多,并且甲板必須在甲板片梁格焊接完成才能鋪設(甲板板與梁格全部滿焊),因此很容易產生焊接收縮變形,焊縫容易產生裂紋。故在甲板片的預制過程中,除了嚴格按照預制工序施工外,還需要一定的控制措施。
1 預制方法簡介
海洋平臺陸地建造的鋼結構水平甲板片預制工作,包括材料檢驗、桿件下料、梁組對、焊接、筋板安裝、甲板板鋪板、臨時吊耳安裝和工序檢驗等工序。水平甲板片預制必須為水平預制。甲板片由主次梁交替排列,形成每個主梁分割成的梁格,通常先把所有的主次梁由中間向兩邊、由里往外全部擺放完畢,再調整甲板片尺寸和水平度,最后焊接鋼梁連接處。此方法的優點是對整個甲板片的尺寸和水平度能較好的控制,缺點是前期電焊工用量少,后期用量大,焊接作業過于集中,甲板片尺寸調整工作量大。本論文闡述的方法是在甲板片組對過程中,按照施工程序和控制措施,在整個甲板片局部組對完成后,立即可開始焊接工作,使組對焊接工作由平行作業改為流水作業,克服了甲板片整體組對后焊接施工方法的缺點,明顯提高了工效。
甲板片預制的整體施工工藝流程見圖1。
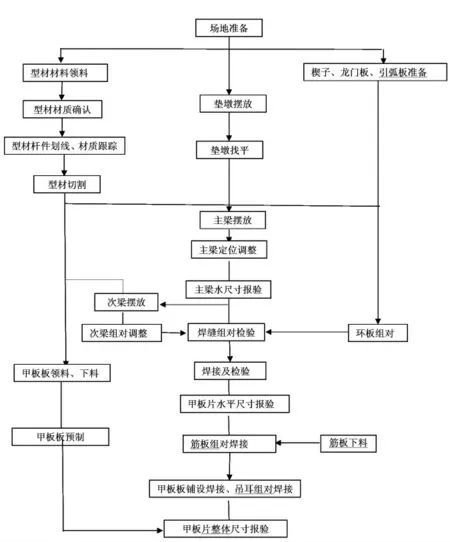
圖1 甲板片預制的整體施工工藝流程
2 施工準備
(1)施工場地準備:應有足夠的場地用來擺放甲板片和材料,保證材料下料、吊車站位,并且場地要平整,墊墩位置基礎要夯實、調平。
(2)墊墩制作:用于支撐主梁的小支墩,一般使用DN600- DN800 的鋼管立置,并在上下口加裝封板來制作,一般高度600~1000mm,也可以使用廢棄的H型鋼來代替鋼管。
(3)楔鐵及龍門板:用于梁水平度找平,以及焊接組合H 型鋼對口。
(4)施工設備及機具:附件完整儀表在有效計量周期內的電焊機(二氧化碳氣體半自動焊機、手工電弧焊機、碳弧氣刨機)、檢驗合格的壓力表、具有鑒定證明的測量設備(倒鏈、盤尺、卷尺、角尺、鋼直尺、紅外線測溫儀、水準儀)、無應力圓形鋼印(10 個數字及26 個英文字母)、角磨機等打磨設備。
3 桿件預制
3.1 材質確認
材料運輸到現場擺放成排,首先對材料的外觀(直線度、銹蝕程度、麻點或劃痕等缺陷、夾層、擰曲)進行詳細檢查;符合要求后在型材一端的翼板上標識材料信息,即打鋼印號(材質信息移植);然后填寫材料確認報檢單報檢。
3.2 桿件劃線
3.2.1 型材劃線
型鋼與型鋼交接、型鋼與筋板交接、型鋼與鋼管交接過程中,在劃線切割時應根據圖紙總說明的要求和焊接工藝要求,以及組裝焊接順序的穿插要求進行劃線。劃線時要根據經驗,充分考慮焊接收縮量(一般每道焊縫收縮量為1.5~2.5mm)。
3.2.2 板材劃線
(1)吊點劃線:外型尺寸按圖紙和樣板進行,吊點孔的劃線尺寸為D-10mm(D 為吊點孔直徑的理論尺寸,機加工余量為10mm)。
(2)環板劃線:環板內徑尺寸劃線按D+6mm,環板外形與主梁面板對接位置按圖紙尺寸劃線,其他位置外形尺寸加5mm。
3.2.3 甲板板劃線
按加工圖紙中相應位置對甲板板尺寸劃線,甲板板的縱橫兩個方向上大致每米加長1~1.5mm。
3.2.4 附件劃線
筋板的劃線在豎向高度方向減少2mm。
3.3 材質跟蹤
把材質確認的信息轉移至每個劃線完成的桿件上,再打上桿件號信息。對于每個桿件,跟蹤的鋼印內容需打印在桿件端部的腹板上,然后填寫材料跟蹤報檢單報檢。材料跟蹤鋼印內容包括項目號、組塊號、材質、爐批號和桿件號。
3.4 桿件切割下料
(1)切割下料要求直線度控制在2mm 內。
(2)切割面(包括工藝孔)的氧化鐵都必須打磨干凈,不得有毛刺及發黑的氧化鐵。所有工藝孔形狀必須一致,所不同的是半徑大小而已。工藝孔的直徑在20~45mm 之間,具體根據被交梁翼板厚度決定。
(3)梁對接、板對接焊縫處,均需要熔透焊縫。
(4)對于有切割缺陷的部位,必須采用在切割面上堆焊的方法進行焊接補肉,消除缺陷。
(5)下料打磨完成的桿件,要重新核對尺寸,在桿件兩端處用油漆筆標注上該桿件所在的片號和桿件號,按照片號堆放在一起,方便組片時快速找到所需的桿件。
(6)存放桿件的支撐應水平堅固,以免桿件變形。所有桿件的存放應距離地面至少200mm 以上,遠離油脂、涂料和灰塵,避免造成污染。
4 梁格組對
4.1 組片場地要求
(1)組片預制在場地進行,根據各分片尺寸和場地情況布置即可。要求場地平整,墊墩位置基礎要夯實、調平。
(2)預制要使用墊墩,墊墩的形式可根據現場余料來制作,也可以使用場地的標準墊墩。
(3)在預制水平片時,要預留施工車輛的行走車道,車道應滿足所用吊機在滿負荷狀態下的承載要求。
4.2 墊墩擺放
墊墩擺放在主梁或組合梁下,數量可根據主梁的長度及甲板片重量靈活調整。所有水平片和十字交叉連接的拉筋都放在預制場地的墊墩上,通過水準儀測出的數值來調整墊墩的高度,確保水平片在同一水平面上建造,保證水平片建造過程中的測量精度。相同標高的墊墩,其頂面水平度不大于±3mm,并且應經常檢查有關支撐和墊板部位,若平直度超差要及時修正。
4.3 鋼梁擺放
主梁必須擺放在墊墩上,墊墩與主梁下翼板有可靠的連接固定點。鋼梁擺放按照先擺放主梁再擺放次梁,最后把小次梁擺放在次梁間的順序施工。次梁布置方向比較規整的甲板片,特別注意次梁布置方向不規整的必須按照由中間向兩邊、由里向外的順序施工。主梁擺放后,打磨次梁對接位置處周圍50mm 以內的鐵銹等。
4.4 鋼梁定位
擺放完成的梁,必須保證主、次梁的直線度,每個梁格間的小次梁也必須對齊成直線。成行的主、次梁中心線的直線度一般控制在L/ 1000,最大不能超過10mm。
4.5 甲板片尺寸及水平度控制
4.5.1 甲板片起拱要求
甲板片組對后,必須對甲板片從兩端往中間開始起拱,以防止焊接收縮變形引起甲板片水平度超標,導致中間形成凹形,積存液體。
起拱程度及原則:甲板片長度為40m,中間起拱高度35~40mm,大梁規格H1500;甲板片長度越小,大梁規格越小,起拱程度越小。
4.5.2 尺寸誤差要求
所有的梁全部定位完成后,甲板片的實際尺寸為圖紙尺寸加焊縫收縮量。
甲板片焊接完成后的尺寸誤差要求:長度、寬度方向尺寸小于±10mm;整塊甲板片預制完成后平直度不超過12mm;甲板的長度寬度誤差不大于±10mm;對角線尺寸不大于19mm。同排構件,相鄰桿件兩端的間距誤差≤2mm。
4.6 鋼梁組對
焊縫兩端安裝引息弧板。焊縫間隙及坡度滿足焊接程序要求,間隙為2~4mm。點焊完成報檢組對工序,點焊長度不得小于50mm;點焊兩端要磨成斜坡,以確保點焊接頭處的焊縫質量。
5 鋼梁焊接
5.1 焊接順序
焊接必須先焊接主梁,再焊接次梁,最后焊接小次梁。每條焊縫中,先焊接腹板立縫,再焊接翼板焊縫。焊縫焊接完成后,甲板片頂面的平焊縫要打磨平滑,焊縫兩側200mm 范圍內鐵銹、焊接飛濺要打磨干凈。
5.2 定位焊接要求
組裝結構時需有足夠強度的支撐,以免組裝過程中產生變形。組裝時用于連接片間的定位焊長度不小于50mm。定位焊必須由具有資質的焊工操作,用于定位焊的焊材需滿足焊接程序要求,正式施焊前定位焊的兩端需打磨成斜面以保證焊接質量。
6 環板安裝
環板安裝前,必須找準環板的中心及與主梁連接的中心線,組對焊接程序參照梁安裝程序。當甲板片組對時,若環板暫時缺料,需把與環板連接的梁用臨時連接板連接,以防甲板片變形。環板中間的立柱插入孔,必須在整個甲板片連接為整體,立柱中心點確定后,方可開孔。因環板的厚度一般較大,在焊接時必須嚴格按照焊接程序做好焊前預熱工作。
7 筋板安裝
按照節點圖紙和筋板布置圖,下料預制后,安裝到相應位置;點焊后報檢組對;焊接完成,打磨焊縫至合格要求后報檢外觀。
8 甲板板安裝
梁焊縫焊接完成后,即可開始鋪設甲板板。甲板板鋪設后,往往會有局部的不平整,可使用廢棄的大管滾壓,并且甲板板對接焊縫間隙控制在1~2mm 之間。為了減小甲板板對接焊縫的收縮量,焊接時要先焊接梁翼板與甲板板的仰面角焊縫,后焊接甲板板對接焊縫。并且焊縫焊接必須由里往外進行。
9 吊耳安裝
甲板片預制完成后,都必須焊接吊耳,作為平吊、總裝時吊鉤卡扣的系點(也稱為吊點)。一般在甲板片上有8 個吊耳,供2 臺吊車同時抬吊時使用。50t 以上甲板片的吊點需組對檢驗、外觀檢驗、100%UT+MT;50t 以下甲板片的吊點焊接結實即可。但需由起重指揮檢查確認后方可開始吊裝。吊耳的形式及安裝位置參照吊裝方案,吊耳的焊縫參照結構焊接程序。
10 質量控制
甲板片預制完成后,質量必須滿足以下全部要求。
10.1 尺寸方面
整個甲板片的水平度誤差≤10mm,整個甲板片的對角線誤差≤19mm,整個甲板片的長度、寬度尺寸誤差≤±10mm。
10.2 合格率方面
產品組對、外觀一次合格率≥96%;產品焊接UT、RT 一次合格率按長度≥98%;產品焊接UT、RT 一次合格率按口統計≥93%。
10.3 焊縫外觀方面
坡口焊縫必須符合以下要求:
(1)嚴禁有任何裂紋,所有弧坑必須填滿至焊縫的整個橫截面;
(2)焊縫的余高嚴禁超過3mm;
(3)咬邊嚴禁超過1mm;
(4)必須檢查CJP 坡口焊縫的根部,嚴禁有任何裂紋、不完全熔合,或不充分熔透;
(5)對于不用襯墊并僅從一面焊接的CJP 坡口焊縫,根部的凹陷或熔塌必須符合下述要求:如果總焊縫厚度等于或大于母材,允許的最大根部凹陷為2mm。
(6)除管材的T- 、Y- 和K- 形節點的熔塌不作限定外,允許的最大熔塌為3mm。
若出現任何裂紋,都必須拒收;所有弧坑必須填滿至焊縫的整個橫截面;角焊縫的焊腳尺寸嚴禁小于所要求的焊腳尺寸;母材的咬邊嚴禁超過 1/ 32 in.[1mm]。
11 結束語
該工藝成功地應用于海油工程潿洲12- 1 PUQB組塊和青島海工綏中36- 1 二期CEPO 組塊,均取得了良好的效果,甲板片預制合格率有所提高、單位成本有所降低、單位重量建造周期有所縮短。與整個甲板片全部組對完成后再焊接的傳統方法對比,在人工及輔材消耗、工序科學安排和人員高峰期安排等方面,都具有較明顯的效益。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34