剪切間隙條件下鋁合金板材剪切力學性能的研究*
2021-07-30 06:58:34王志輝吳安如
機械工程與自動化 2021年2期
關鍵詞:拋物線
王志輝,陳 超,王 韌,吳安如
(1.湖南工業職業技術學院 汽車工程學院,湖南 長沙 410208;2.湖南工程學院 汽車動力與傳動系統湖南省重點實驗室,湖南 湘潭 411104)
0 引言
隨著交通工具輕量化設計與應用的不斷發展,大量鋁合金材料被應用于汽車、軌道車輛等交通工具中[1,2]。鋁合金構件在其工況下的力學特性與交通工具運行安全及可靠性息息相關,因此越來越多的研究人員對鋁合金材料受力變形情況展開研究。Gilioli等[3]研究了不同應力狀態下6061-T6鋁合金的力學行為。姜薇等[4]研究了應力三軸度和應變速率對鋁合金力學性能的影響。由于板材在工程應用時與周圍的零部件接觸,形成裝配間隙配合,其在載荷作用下的塑性應變以及應力三軸度均不同于純剪切狀態[5]。本文主要結合鋁合金板材構件在交通工具運行過程中的受力情況,采用自行設計制造的剪切裝置開展試驗,研究鋁合金板材在存在裝配間隙時,即剪切間隙條件下剪切速率對鋁合金板材力學性能的影響,為鋁合金板材的實際工程應用提供參考。
1 試驗材料及方法
本實驗材料為汽車、軌道車輛等交通工具中常用的2 mm、4 mm、6 mm三種不同厚度的5052、6061和7075三類鋁合金板材,其熱處理狀態分別為H32、T6和T651。
本文通過設計制造如圖1所示的剪切試驗裝置,借助拉伸試驗機,模擬測試鋁合金板材在2 mm裝配間隙的連接場合,在不同剪切速率下的剪切力學性能,剪切試樣尺寸如圖2所示。試驗后采用FEI Quanta 250 FEG型掃描電鏡觀察試樣的斷口顯微形貌。
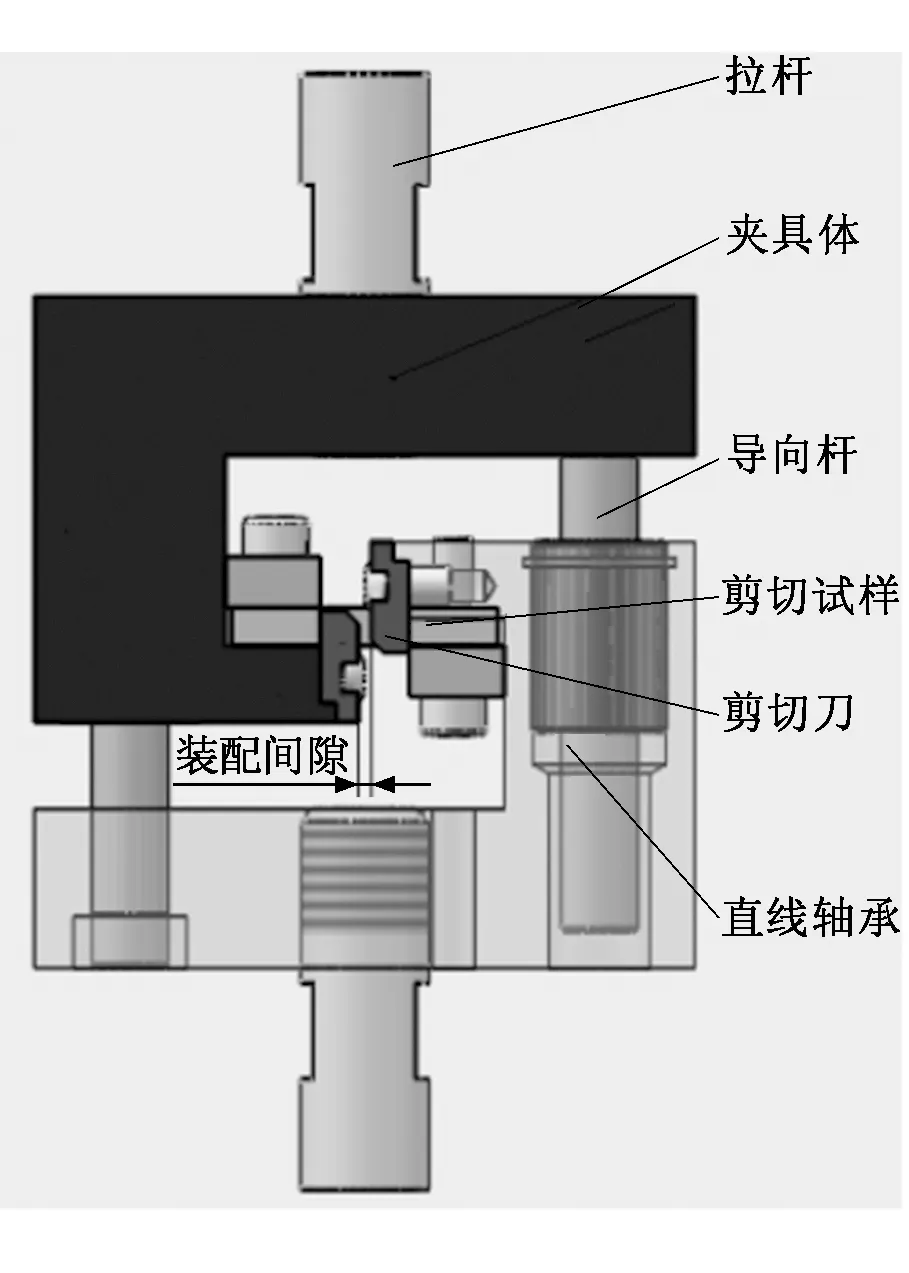
圖1 剪切試驗裝置結構
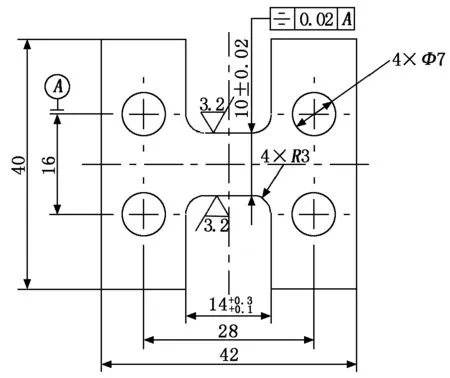
圖2 剪切試樣尺寸圖
2 試驗結果與討論
2.1 不同厚度鋁合金板材的拉伸力學性能分析
圖3為不同厚度的鋁合金板材拉伸力學性能。從圖3(a)中可以看出:5052、6061、7075三類鋁合金板材,隨著其板材厚度的增加,抗拉強度基本呈下降趨勢,板材厚度越厚,其抗拉強度下降幅度越大;而隨著板材厚度的增加,拉伸最大位移逐漸升高,但升高的趨勢放緩,如圖3(b)所示。這主要是由于板材越厚,板材軋制時的變形量越小,變形細晶效果越弱,且軋制后板材內部殘留的組織缺陷越多,導致變形強化作用減弱,因此同種材質的板材,其厚度越大,強度越低[6]。
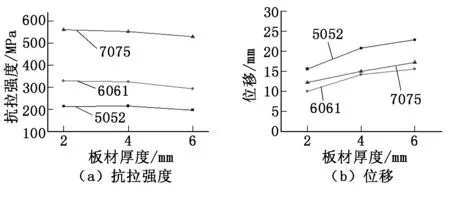
圖3 鋁合金板材的拉伸力學性能
2.2 不同剪切速率下的鋁合金板材剪切性能分析
表1為鋁合金板材在不同剪切速率下的力學性能。其中,剪切強度變化幅值=(剪切強度最大值-剪切強度最小值)/剪切強度最大值。從表1中數據可以看出,剪切速率的變化會對鋁合金板材的剪切強度產生較大的影響,雖然不同類別、不同厚度的板材其剪切強度變化幅值不同,但均呈現以下規律:①在剪切速率發生改變時,6061鋁合金板材的剪切強度變化幅值最小,7075次之,5052最大;②隨著板材厚度的增加,其剪切強度的變化幅值先減小后增大,當板材厚度為4 mm時的剪切強度變化幅值最小,即剪切應變速率對厚度為4 mm的板材剪切強度影響最小,如圖4所示。
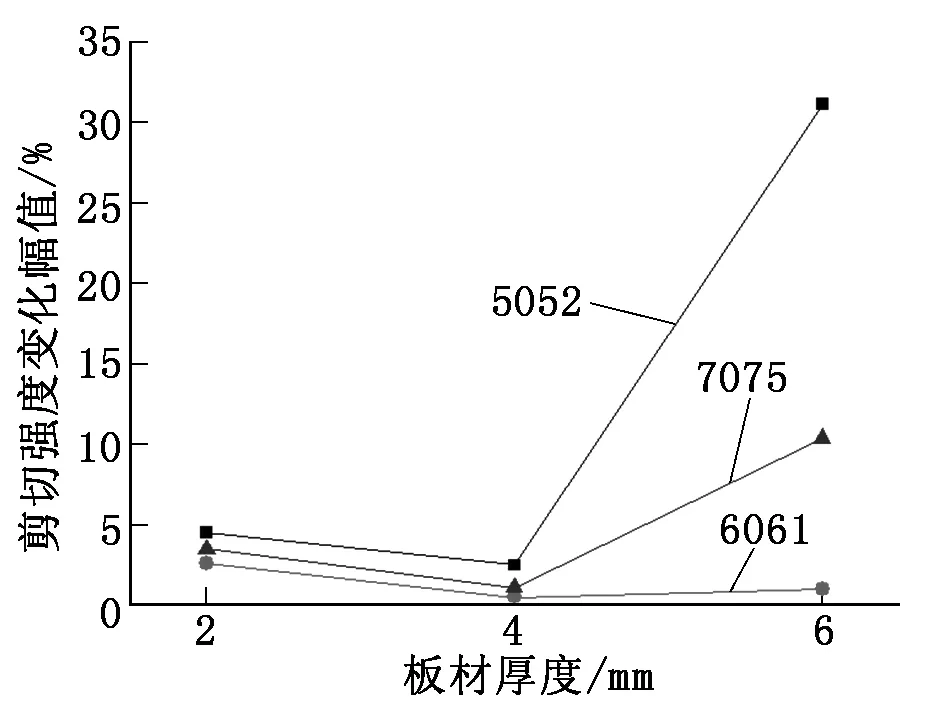
圖4 不同厚度鋁合金板材的剪切強度變化幅值
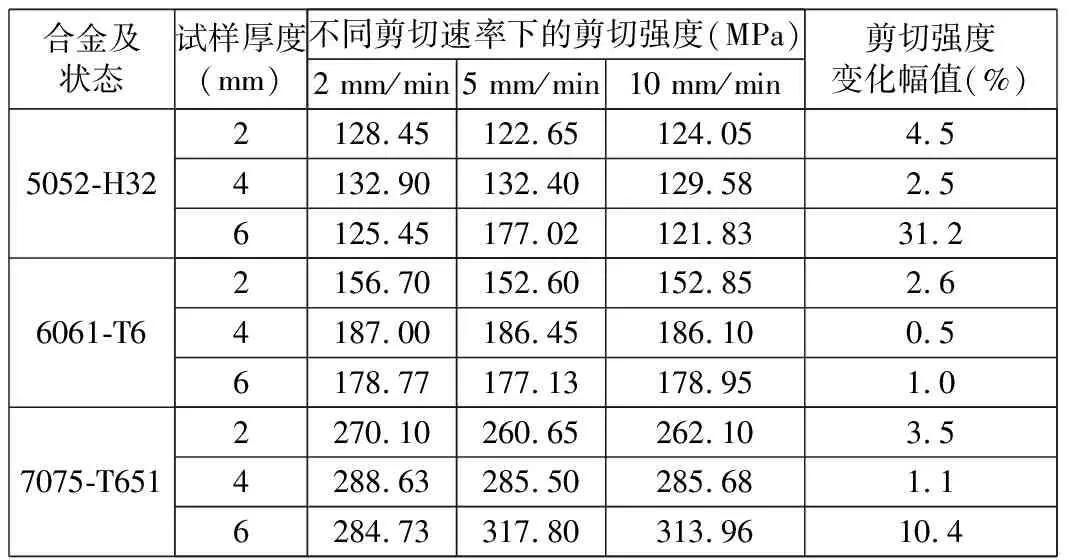
表1 鋁合金板材在不同剪切速率下的力學性能
圖5為不同剪切速率下不同厚度5052、6061、7075鋁合金板材的剪切強度。從圖5中可以看出,不同剪切速率下不同厚度的板材剪切強度變化規律不同:①當板材厚度為2 mm時,隨著剪切速率的增大,鋁合金板材的剪切強度均呈現出先較快減小、后緩慢增大的趨勢,而且鋁合金板材在5 mm/min的剪切速率下,其剪切強度均為最小值,其剪切強度變化幅值在4.5%以內,見圖5(a);②當板材厚度為4 mm時,隨著剪切速率的增加,鋁合金板材的剪切強度呈現減小的趨勢[7],但減小幅度不大,其剪切強度變化幅值在2.5%以內,見圖5(b);③當板材厚度為6 mm時,鋁合金板材的剪切強度變化規律不同,其剪切強度變化幅值達到31.2%;其中,5052、7075鋁合金板材的剪切強度隨剪切應變速率的增加,先快速增加后降低;而6061鋁合金板材的剪切強度隨剪切應變速率的增加,仍呈現出先降低后增大的趨勢,見圖5(c)。
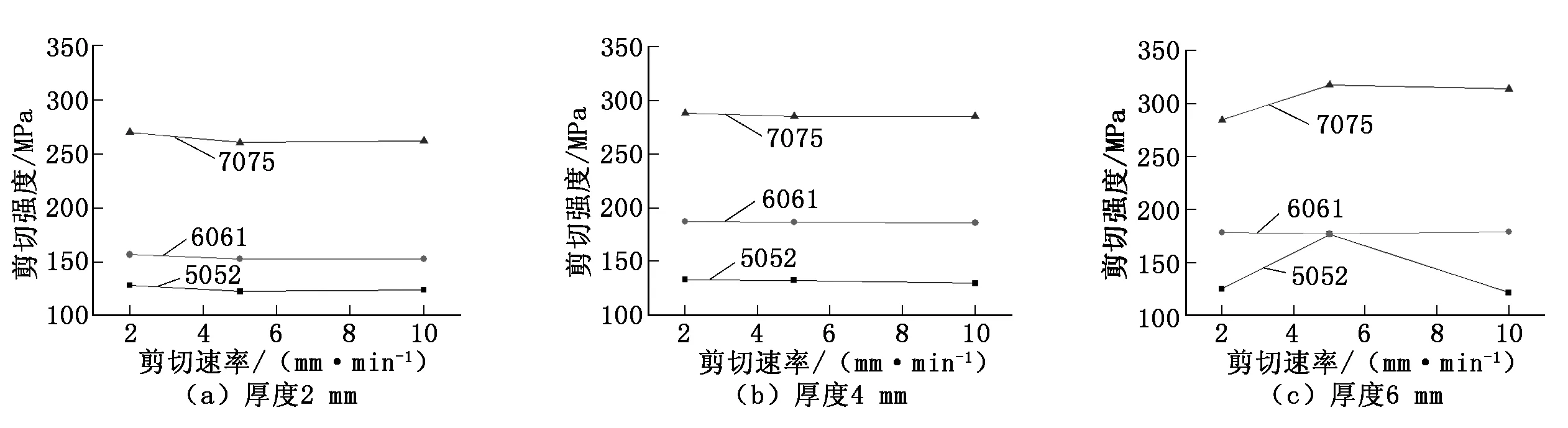
圖5 不同剪切速率下不同厚度板材的剪切強度
2.3 不同剪切速率下的剪切性能與拉伸性能對比分析
表2為鋁合金板材的剪切強度與抗拉強度的比值(比值=剪切強度/抗拉強度)。通過對表2中的數據進行分析可以發現,在2 mm/min、5 mm/min、10 mm/min剪切速率下,5052、6061、7075三類鋁合金板材的性能呈現如下規律:①剪切強度與抗拉強度的比值均隨著板材厚度的增加而增大;②同厚度條件下,抗拉強度越高的鋁合金板材,其對應的剪切強度與抗拉強度的比值越小,剪切強度相比抗拉強度下降幅度越大,變化規律如圖6所示。
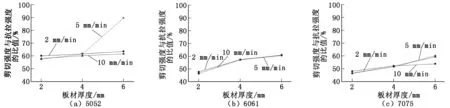
圖6 不同剪切速率下不同厚度板材的剪切強度與抗拉強度的比值變化規律
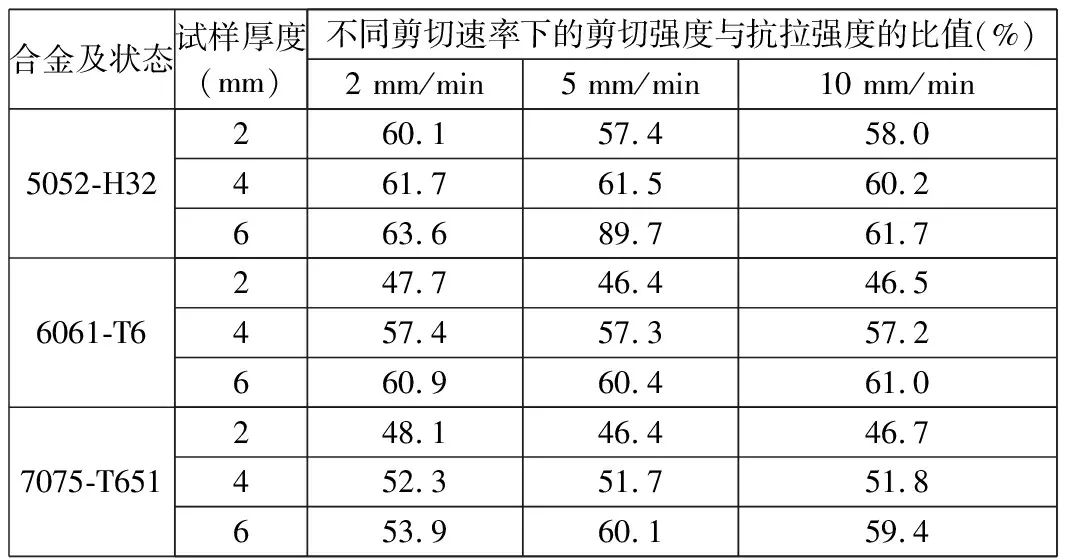
表2 鋁合金板材的剪切強度與抗拉強度的比值
2.4 剪切斷口形貌分析
2.4.1 拉伸與剪切斷口形貌分析
圖7為2 mm/min剪切速率下2 mm厚6061鋁合金板材的拉伸與剪切斷口形貌。從圖7可以看出,其拉伸斷口斷面不平,有明顯的圓形等軸韌窩,屬于韌性斷裂,如圖7(a)所示;而剪切斷口形貌中基本沒有圓形韌窩,只有拋物線形的韌窩以及滑移平面。斷口形貌理論上主要由試樣的三軸應力度和等效塑性應變所決定,其中韌窩的大小由試樣的三軸應力度來控制,而韌窩的深淺和方向由等效塑性應變來控制,其中三軸應力度占主導地位。因此,由于鋁合金受剪切力作用時的等效塑性應變較大,其微孔洞長大的驅動力變小,故斷口的滑移平面占比較多,且韌窩深度變淺;但由于本文試驗中采用的剪切方法中有2 mm的配合間隙,并非純剪切,其三軸應力度并非為0,故斷口中還有少量拋物線形韌窩或橢圓韌窩存在,如圖7(b)所示。
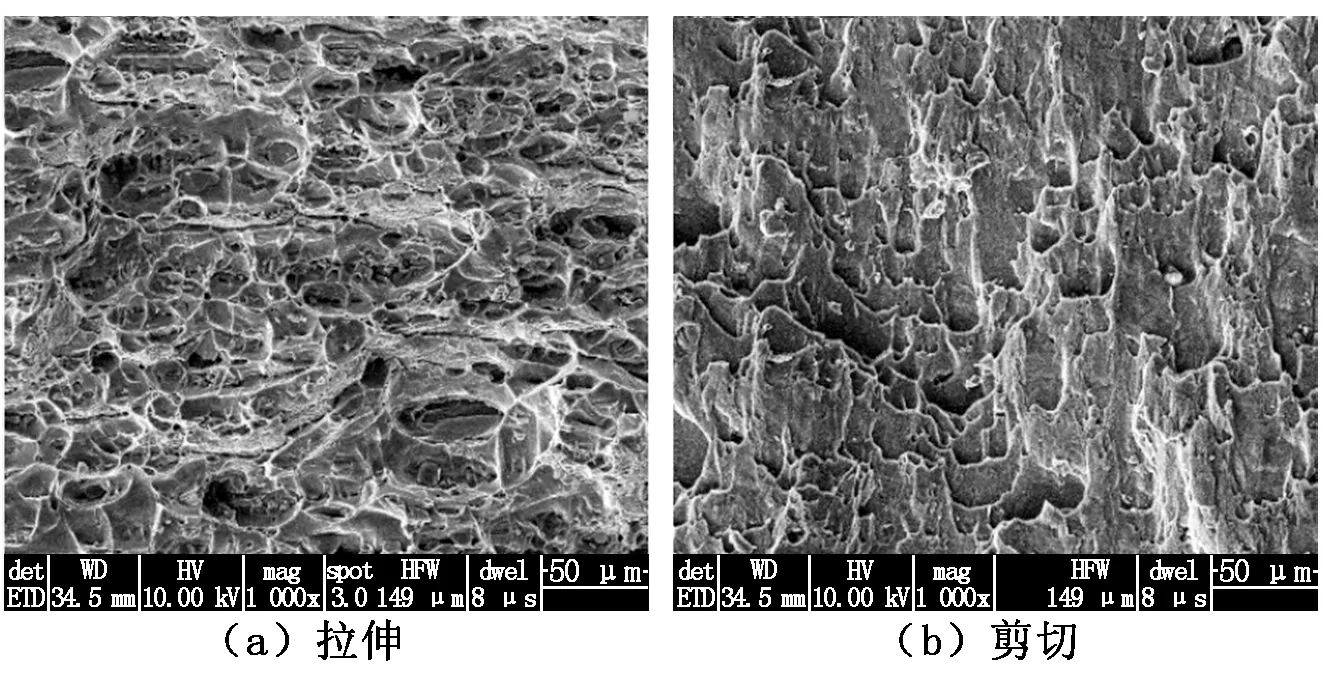
圖7 6061鋁合金板材的拉伸與剪切試驗斷口形貌(厚度2 mm,剪切速率2 mm/min)
2.4.2 不同類別的鋁合金板材剪切斷口形貌分析
圖8為不同類別鋁合金板材的剪切斷口形貌。從圖8中可以看出:厚度為2 mm的5052、6061和7075三類板材的剪切斷口形貌存有較大的區別;5052的剪切斷口有明顯的拋物線形剪切韌窩,韌窩多且較深,這是由于板材在剪切力的作用下,顯微孔洞沿剪切方向上被拉長,其剪切斷裂形式為韌性斷裂;6061的剪切斷口中有類似發生滑移的拋物線形,而且其拋物線的兩側邊基本與剪切時的拉伸方向平行,但與5052的相比,韌窩明顯數量變少且深度變淺;7075的剪切斷口是由眾多細小的剪切面組成,幾乎沒有拋物線形的剪切韌窩,即沒有空穴擴張和匯合的現象[8]。
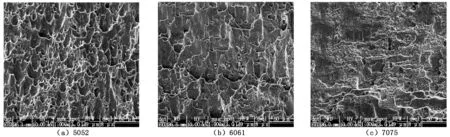
圖8 不同類別的鋁合金板材剪切斷口形貌(厚度2 mm,剪切速率2 mm/min)
2.4.3 不同厚度的鋁合金板材剪切斷口形貌分析
圖9為2 mm/min剪切速率下不同厚度的6061鋁合金板材剪切斷口形貌。從圖9中可以看出:不同厚度的板材剪切斷口存在大量滑移的拋物線形面,且均存在少量的橢圓形韌窩;而且隨著板材厚度的增加,剪切斷口的拋物線形韌窩越明顯,且韌窩深度有增加的傾向。
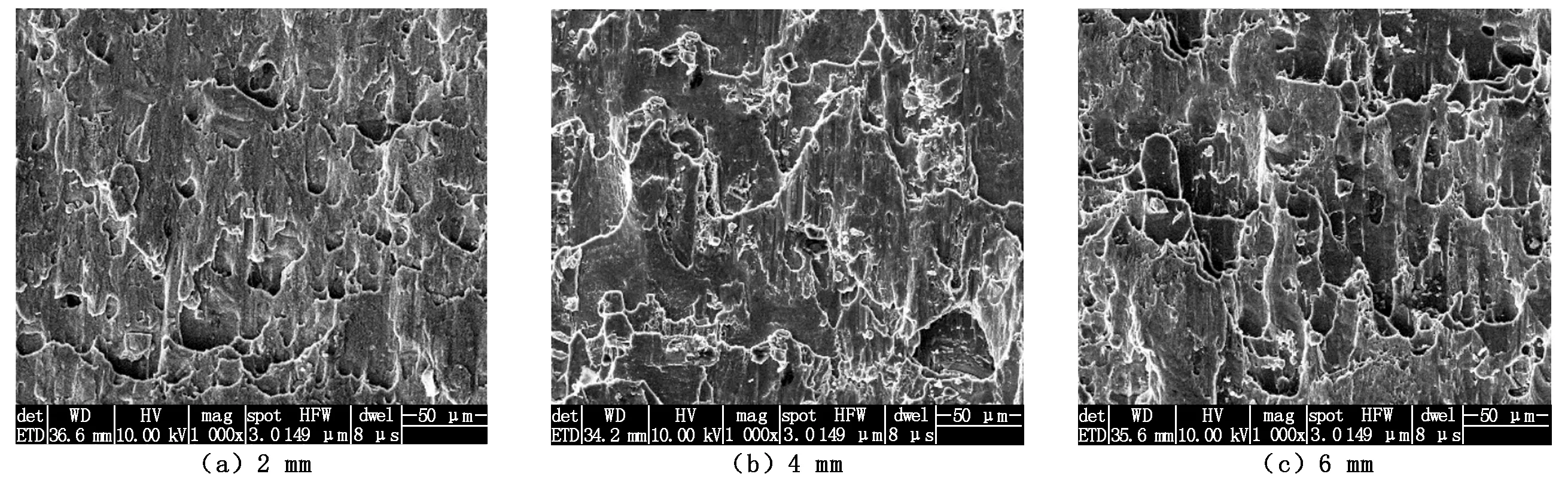
圖9 不同厚度的6061鋁合金板材的剪切斷口形貌
3 結論
(1) 剪切速率對6061-T6鋁合金板材剪切強度的影響幅度最小(剪切強度變化范圍在2.5%以內),7075-T651次之,5052-H32最大。此外,剪切速率對4 mm厚的三類鋁合金板材的剪切強度影響幅度均為最小。
(2) 三類鋁合金板材剪切強度與抗拉強度的比值均隨著板材厚度的增加而增大;同厚度條件下,抗拉強度越高的鋁合金板材,其對應的剪切強度與抗拉強度的比值越小。
(3) 三類鋁合金板材在間隙配合條件下的剪切斷口掃描形貌中均存在拋物線形或橢圓形韌窩,但隨著鋁合金強度的提升,韌窩數量減少,拋物線形的滑移面增多;隨著板材厚度的增加,剪切斷口的拋物線形韌窩越明顯,且韌窩深度有增加的傾向。
猜你喜歡
中學生數理化·高二版(2025年2期)2025-03-05 00:00:00
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:58
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:56
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
中學生數理化(高中版.高二數學)(2021年3期)2021-06-09 06:08:40
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:12
中學生數理化·中考版(2019年10期)2019-11-25 09:39:04
中學生數理化·中考版(2018年10期)2018-12-07 00:44:42
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38
