不同結構三維UHMWPE纖維復合材料的性能研究
2021-08-09 02:41:05王景景
現代紡織技術 2021年4期
關鍵詞:復合材料
王景景


摘 要:隨著超高分子量聚乙烯(UHMWPE)纖維在輕質復合材料方面的應用越來越廣泛,UHMWPE纖維作為增強基體制造符合材料的研究日益深入,但經過三維編織結構加工成的復合材料的應用性能研究尚在初期。本文以UHMWPE纖維做為輕質增強基體,采用三維編織的方法,經過真空模塑成型(VARTM)工藝制備復合材料。在相同的真空注塑成型工藝條件下,對比不同編織結構對復合材料的樹脂體積分數、面密度、彎曲性能和抗拉伸性能的影響。通過對比深交聯、淺交彎聯、淺交直聯編織結構VARTM制備的復合材料力學性能,結果表明:深交聯結構復合材料的力學性能優于淺交彎聯和淺交直聯結構三維復合材料。
關鍵詞:UHMWPE纖維;三維編織;復合材料;應用性能;深交聯
中圖分類號: TQ342.61
文獻標志碼:A
文章編號:1009-265X(2021)04-0012-06
Abstract: UHMEPE fiber is more and more widely applied in lightweight composites. The research of UHMWPE fiber as reinforcing matrix to manufacture composites is deepening, but the application performance of composites fabricated by3D weaving structure is still in the early stage. In this paper, the composites were prepared with three-dimensional weaving method by using UHMWPE fiber as the lightweight reinforcing matrix, and vacuum assistant resin transfer molding (VARTM). In the same VARTM process conditions, the effects of different weaving structures on resin volume fraction, surface density, bending properties and tensile properties were compared. The mechanical properties of the composites prepared by deep cross-linked, shallow cross-linked bending-connected, and shallow cross-linked straight-connected braided VETM were compared. The results showed that the mechanical property of deep cross-linked composite was better than that of shallow cross-linked bending-connected and shallow cross-linked straight-connected three-dimensional composites.
Key words: UHMWPE fiber; three-dimensional weave; composite; application performance; deep cross-linked
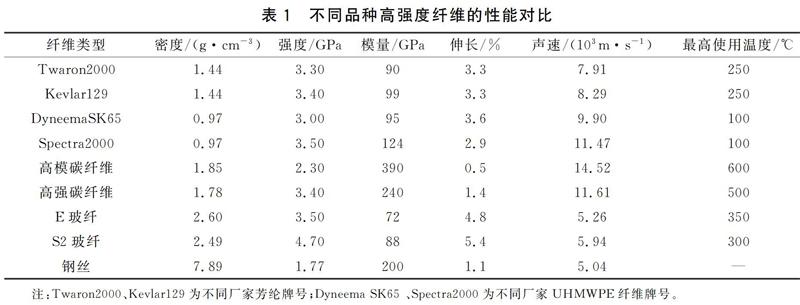
隨著全球纖維材料技術的進步,各行業在特種纖維開發與應用方面的研究越來越成熟,纖維材料已在多個領域取代金屬材料,成為首選的復合材料增強基體[1]。尤其是以碳纖維、芳綸、超高分子量聚乙烯(UHMWPE)纖維的應用性能最為矚目。在復合材料領域,碳纖維和芳綸纖維已被大范圍應用。近年來,因UHMWPE纖維具有較碳纖維和芳綸更低的加工成本,及更為優良的使用性能如強度、化學穩定性、低密度、耐沖擊等性能[2-3]使其在防護材料、醫用高分子材料、海事繩纜、輕質裝甲等方面的研究及應用越來越廣泛。在適宜的應用條件下有取代碳纖維及芳綸纖維的趨勢。不同品種高強度纖維的性能對比見表1。
以往UHMWPE纖維作為增強體,多以UD布的形式,用于軍用防護衣的插板材料,其基本結構是兩層以上單向排列的無緯布[4],制成品需要一定的厚度方能滿足防護的要求[5],且存在重量大,不易佩戴、行動不便等缺陷[6]。當前,UHMWPE纖維三維織物復合材料的開發還未成熟,多數研究集中在纖維的改性[7]及復合材料的理論層次[8]。本文旨在利用UHMWPE纖維質輕強度高的特點,制備輕質纖維增強復合材料,借助不同三維結構的UHMWPE纖維預制件,制備成復合材料后,對比不同三維結構對復合材料力學性能的影響。
1 實 驗
1.1 原料與儀器
原料:超高分子量聚乙烯纖維:1778dtex(1600D)(杭州翔盛高強纖維材料股份有限公司);MERICAN30-200P乙烯基酯樹脂(雙酚A環氧乙烯基酯樹脂)(華東理工大學華昌聚合物有限公司)。
儀器:全自動劍桿織樣機(江陰通源有限公司);101A-4S型電熱鼓風干燥箱(深圳市億博蘭電子有限公司);WeiFeng168型包覆機(浙江偉峰機械有限公司);HF-9008S型萬能材料試驗機(江蘇力高檢測設備有限公司)。
1.2 實驗過程
1.2.1 三維UHMWPE織物的織造過程
選用規格為1778dtex的UHMWPE纖維,以3種典型結構的三維組織:淺交彎聯、淺交直聯、深交聯[9]為編制結構,制備UHMWPE纖維三維結構結構預制件,再選擇與纖維具有相容性的乙烯基樹脂材料作為基體進行復合材料的加工,其中三維結構示意圖如圖1所示。
1.2.2 三維結構編織工藝
選取1778dtex的UHMWPE纖維,以捻度90個/m進行加捻后,在三維劍桿織機上依次排列,通過12塊綜框,按照順穿法,配合特定三維結構的紋板圖,織造深交聯、淺交彎聯、淺交直聯3種結構編織的織物預制件,編制工藝如表2所示。
1.2.3 真空模塑成型(VARTM)工藝
UHMWPE纖維在熔點(150 ℃)以上處于高彈態,熔體延展性差,受力易斷裂,受熱后收縮較大,對纖維性能影響很大;UHMWPE纖維表面的化學惰性特別突出,表面活性低,與基體樹脂的浸潤性和粘結性均不好,導致復合材料層間剪切強度(ILSS)低;所以復合材料用基體樹脂必需具備以下基本條件:a)能改善界面的相容性、粘接性,對纖維具有良好的浸潤性;b)固化溫度一般不能高于120 ℃;c)滿足UHMWPE纖維復合材料作為結構材料、介電材料、防護材料等方面的性能要求。復合材料防護機理主要是通過材料變形吸收投射物的能量來體現。當外力侵徹材料時,材料首先被壓縮,然后承受拉伸和剪切兩種外力,所產生的應變波在纖維與樹脂之間傳遞,并最終被纖維吸收。這就要求基體樹脂不僅要與纖維有良好的浸潤性,避免纖維在沖擊下產生滑移,而且自身的模量也不宜過高。基于此種考慮,經過多次試驗發現乙烯基酯樹脂可作為UHMWPE纖維防護材料的首選基體。兩者具有高度相似的化學結構和結晶形態,成型時纖維表面會發生局部熔融,在基體和纖維間會發生外延結晶或共結晶過程,因此這兩種材料界面相容性好,具有相對較好的粘結性。本文中選用雙酚A環氧乙烯基樹脂作為基體材料,與三維UHMWPE織物進行真空模塑成型(VARTM)[10],灌注過程如下:
a)清洗。用丙酮或者潔模劑擦洗模具。
b)組裝。織物邊緣預空隙并在模具邊緣粘貼真空膠帶,然后依次鋪設適合尺寸的脫模布,導流網,真空袋。系統兩端沿著織布寬度設置三通與螺旋管,并用真空膠帶密封。
c)氣密性檢查。打開真空管,抽真空至0.1 MPa,然后關閉真空閥5min后查看真空管表指針是否發生變化。
d)樹脂注入。打開樹脂端三通閥,樹脂在大氣壓作用下進入模具,直至完全灌注。
灌注流程及示意圖如圖2、圖3所示。
將制備好的復合材料按照一定的尺寸切割后,3種結構復合材料表面與截面圖4所示。
通過板狀復合材料可以看出,織物三維結構在經過灌注成型后仍然得到了較好的保持,且紋路清晰,原有織物結構易于分辨。
1.3 檢測方法
參照GB/T 8924—2005《纖維增強塑料燃燒性能試驗方法 氧指數法》進行極限氧指數測試,參照GB/T 1463—2005《纖維增強塑料密度和相對密度試驗方法》進行面密度測試,參照GB/T 1447—2005《纖維增強塑料拉伸性能試驗方法》進行拉伸性能測試,參照GB/T 1449—2005《纖維增強塑料彎曲性能試驗方法》進行彎曲性能測試。
2 結果與討論
2.1 三維織物結構對復合材料彎曲性能的影響
按照1.2中的編織工藝,分別編織深交聯、淺交彎聯、淺交直聯結構的織物預制件,通過VARTM工藝,制備復合材料,考察不同的織物結構對復合材料的彎曲性能影響,結果見表3所示。
由表3可以看出,不同的三維織物結構其復合材料的厚度不同,深交聯織物制成的復合材料厚度為5.35 mm,淺交彎聯織物制成的復合材料厚度為6.82 mm,淺交直聯織物制成的復合材料厚度為7.89 mm,而3種結構緊密程度排序為:深交聯>淺交彎聯>淺交直聯。
復合材料厚度不同的根本原因在于三維織物的緊密程度不同,導致復合材料成型過程中不同的纖維間隙容納的樹脂基體含量不同,宏觀上導致厚度的差異。故結構最為疏松的淺交直聯織物制成的復合材料的厚度最大,淺交彎聯次之,深交聯結構復合材料的厚度最小。
由表3可知,不同三維結構織物制成的復合材料其抗彎曲性能表現為,深交聯>淺交彎聯>淺交直聯,原因是較為緊密的織物結構在受到垂直外力作用時,作用力在纖維方向迅速分散,因而彎曲變形較小,承受的彎曲應力較高,故抗彎曲性能較好。
由表3可知,復合材料緯向彎曲性能低于經向彎曲性能,其原因是受限于三維織機經紗數量的配置,在編制過程中緯向紗線密度大于經向,而在測試緯向抗彎時抵抗外力的為經紗,因單位長度內經紗根數較少,故其抗彎曲應力較小。反之,測試經向抗彎時較多數量的緯紗抵抗應力,且緯紗以多種形態穿插在材料內部,所以材料表現出較高的經向彎曲性能。
2.2 織物結構對復合材料拉伸性能的影響
按照1.2中的編織工藝,固定編織層數為5層,經過VARTM工藝,復合材料在萬能材料試驗機上進行拉伸強度的測試,結果見表4所示。
通過表4可知,深交聯結構預制件復合材料的拉伸性能優于淺交彎聯、淺交直聯兩種結構,原因是緊密的纖維織造結構,與樹脂基體相互能承受較大的外力拉伸。且緯向的拉伸強度優于經向拉伸強度,這是由于在編制過程中緯紗密度高于紗線密度,受外力拉伸時,樹脂基體首先破壞,然后發生纖維局部斷裂,較高的紗線密度能夠承受較大的拉伸外力。
2.3 織物結構對復合材料樹脂體積分數的影響
根據1.2的編織工藝,分別織造5層的深交聯、淺交彎聯、淺交直聯織物,復合材料的體積分數按照式(1)計算:
式中:v為樹脂體積分數,%;w1為樹脂重量,g;ρ1為樹脂密度,g/cm3;w2為織物重量,g;ρ2為織物密度,0.97 g/cm3。
經過計算其樹脂基體的體積分數如圖5所示。
由圖5可知,深交聯、淺交彎聯、淺交直聯3種織物制成的復合材料其樹脂體積分數依次遞增,與2.1中涉及的織物疏松程度趨勢一致。因此,在三維織物制備復合材料時,若要獲得較高的樹脂含量可適當增加纖維空隙,但纖維空隙的增加于復合材料拉伸和彎曲性能不利,實際應用中需根據實際情況決定。
2.4 不同結構復合材料面密度對比
選用UHMWPE纖維作為復合材料增強體的原因主要是該纖維密度低,僅為0.97 g/cm3,在一眾新型纖維中,其密度最低,且成本低廉,是規模化制造輕質復合材料的理想纖維原料。通過考察不同三維結構對復合材料面密度的影響,測試結果如表5所示。
由表5可知,相同的編織參數、真空注塑工藝下,深交聯結構復合材料的面密度稍高,淺交彎聯次之、淺交直聯最小。且3種織物結構成型后的復合材料其面密度均小于行業公認的50 kg/m2的指標,達到了輕質材料的要求。
以面密度較大的深交聯結構為例,增加緯密和織物層數,其面密度的指標如表6所示。
從表6可以看出,深交聯結構的三維織物經過真空模塑成型工藝,隨著緯密的提高面密度略有增加,原因是深交聯編織結構較為緊密,在相同的編織工藝條件下,纖維空隙較少,所能容納的樹脂量也較小;因UHMWPE纖維本身克重較小,層數的增加并未產生材料重量的明顯變化。因此深交聯編織的織物制成的復合材料其面密度不會隨緯密的增大而大幅度提高。同理,相同的緯密條件下,5層與7層織物的面密度差別亦較小。可以認為:當織物層數達到5層及以上時,層數對復合材料面密度的影響可忽略不計。且本研究所采用的7層織物層數為目前三維織機所能達到的最大層數,符合輕質材料對面密度的要求,實際生產中可根據實際需要制定編織工藝。
3 結 論
通過考察不同結構預制件對真空模塑成型復合材料性能的影響,得出以下結論:
a)深交聯結構復合材料的彎曲性能和拉伸強度優于淺交彎聯和淺交直聯結構。
b)深交聯、淺交彎聯、淺交直聯3種結構復合材料的樹脂體積分數依次遞增,但對材料的極限氧指數影響不大。
c)復合材料的面密度在10.2~11.16 kg/m2之間,滿足輕質復合材料對面密度的要求。
參考文獻:
[1]王雙成.非織造布增強復合材料的制備及力學性能研究[[J];南京航空航天大學學報,2014(5):151-155.
[2]蘇榮錦,黃安民.超高分子量聚乙烯纖維的研究現狀[J].廣州化工,2010,38(5):59-61.
[3]劉廣建.超高分子量聚乙烯[M].北京:化學工業出版社,2001.
[4]趙莉,謝雄.超高分子量聚乙烯纖維UD防護材料市場前景[J].纖維復合材料,2010,3(32):32-35.
[5]張玉芳,劉海軍,龐雅莉.CF/UHMW PEF混雜復合材料的力學性能研究[J].玻璃鋼/復合材料,2007(4):23-25.
[6]王曉強,朱錫,梅志遠,等.超高分子量聚乙烯纖維增強層合厚板抗彈性能實驗研究[J].爆炸與沖擊,2009,29(1):29-34.
[7]趙曉琳,杜建華,楊宏偉,等.超高分子量聚乙烯纖維的表面改性[J].粉末冶金技術,2015,33(1):59-62.
[8]MOON S I, JANG J. The effect of the oxygen-plasma treatment of UHMWPE fiber on the transverse properties of UHMWPE-fiber/vinylester composites[J].Composites Science & Technology,1999,59(4):487-493.
[9]張立泉,朱建勛,張建鐘,等.三維機織結構設計和織造技術的研究[J].玻璃纖維,2002,(2):3-6.
[10]王慶濤,朱家強,李煒.VARTM和RTM工藝模擬仿真比較[J].玻璃鋼/復合材料,2013,(6):13-15.
[11]GULGUM M A,NGUYEN M H, KRIVEN W M. Polymerized organic-iorganic synthesis of mixed oxides[J]. American Ceram Society,1999,82:556-559.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
