基于余弦速度場的厚板軋制力能參數建模
2021-08-11 01:04:30章順虎
哈爾濱工業大學學報 2021年8期
鄧 磊,章順虎
(蘇州大學 沙鋼鋼鐵學院,江蘇 蘇州 215021)
軋制力是進行軋機強度校核與軋制工藝設定及優化的依據。構建預測精準的軋制力模型對于提高板材的尺寸精度和質量有重要的意義。其中,速度場的設定是進行軋制過程軋件運動及變形分析的基礎,在軋制力模型的構建中處于基礎性地位。關于軋制速度場的研究可以追溯到1975年Oh和Kobayashi[1]的工作。他們提出了流函數速度場,并基于該速度場建立了一個軋制力模型。考慮到速度場設定對軋制力模型精度的影響,Kato等[2]隨后在1980年針對棒材軋制過程中不均勻變形的特點提出了一個加權速度場。這兩種速度場的提出很好地促進了軋制力解析建模的發展。
數值模擬是求解軋制力的另一種有效方法。它能夠準確地模擬出軋制過程中的力能參數及其變化規律。Kobayashi等[3]在1989年提出使用有限元法模擬金屬變形的設想,但礙于當時的計算機水平,未能給出相應的數值結果。Hwang等[4]于1992年提出了一種用于分析熱軋帶鋼的剛塑性有限元法,并在板材的模擬中獲得了成功。Heislitz等[5]使用了有限元法對軋制的應力分布以及成品的幾何形狀進行了模擬,并用實驗結果對模擬結果的正確性進行了驗證。Mei等[6-7]為了提高有限元模擬的精度并減少迭代次數,使用了多種函數對軋制初始速度場進行了對比優化,提出了設定速度場的GF-RM法。王寶明等[8-9]使用有限元模擬軟件MSC.MARC對全浮動芯棒連軋過程進行了模擬。結果表明,開軋溫度和壓下量是調整軋制工藝時需要考慮的兩個主要因素,而張力變化對連軋機組軋制力的影響主要在第二機架上。孫建亮等[10]為了解決軋制力偏差過大的問題,使用有限元軟件ANSYS/LS-DANA對厚板軋制進行了模擬。通過與現場實測數據作對比,確定了軋輥交叉、非對稱彎輥和竄輥是造成軋機產生軋制力偏差的主要原因,并提出了降低偏差的相應措施。彭林等[11]為了研究非線性塑性大變形過程,使用有限元軟件對H型鋼進行了模擬研究。模擬結果直觀地體現出了金屬流動的演化過程,并且揭示了造成軋制后出現“舌頭”缺陷的原因。盡管數值模擬能夠明確模擬出軋制過程中各個參數的具體數值,但所需的計算量仍然較大。另一方面,數值模擬得到的結果是針對某一具體工藝的離散數值解,不能反映軋制過程中各個參數間的函數制約關系,不利于進行現場的工藝設計與優化。
理論解析作為另一種常用的軋制力求解方法彌補了這一不足。它能明確給出各個參數之間的關系,且具有物理意義明確的特點。Sims[12]較早基于工程法對軋制過程進行了一定的簡化,得到了軋制力與軋制力矩的解析解。Alexander等[13]則使用了滑移線法描述了金屬軋制變形過程,并建立了相應的模型。Moon等[14]則考慮了軋制過程中幾何因子與形狀參數的影響,建立了一個預測軋制力的近似模型。Pan等[15]對傳統的三角形速度場進行了分析。他們發現,在多三角形速度場中,可以通過描述三角形的數量來預估變形功率的上下限。趙德文等[16]基于柱坐標系速度場對孔型軋制進行了理論解析。結果證明,初始速度場設定的合理性將會對后續的軋制力預測精度有較大影響。近些年來不少研究者們也對軋制速度場的設定進行了相關研究,如雙曲正弦速度場[17]、拋物線速度場[18]以及整體加權速度場[19]等。這些研究為提高軋制力模型的精度做出了許多貢獻。但是,這些速度場還不能較好地反應厚板軋制變形的特點。實際應用中,已有模型由于作了較多簡化,因此預測精度有限。另一方面,已有模型多對非線性Mises比塑性功率進行近似替代處理,也不可避免地帶來了一定的計算誤差。
針對以上問題,根據軋件變形時金屬流動的特點提出一個余弦速度場,并基于該速度場進行相應的能量分析。提出使用分矢量內積加和法對Mises非線性軋制功率進行等價轉化,解決了非線性軋制功率積分困難的問題。同時,基于提出的速度場得到了摩擦功率和剪切功率表達式,并基于剛塑性變分原理導出了軋制力的解析模型。最后,將得到的軋制力理論結果與實驗數據進行了對比,驗證了該軋制力模型的精度,并分析了各軋制參數與軋制力之間的關系。
1 軋制參數描述
1.1 變形參數
考慮到變形區的對稱性,只取整體變形區的1/4進行分析,見圖1。
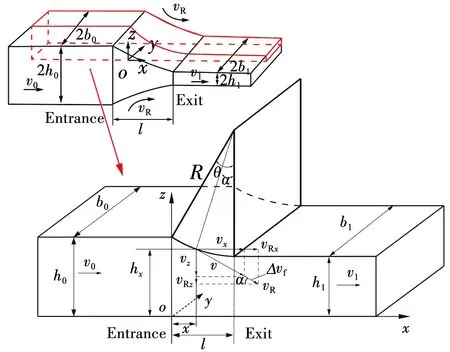
圖1 厚板軋制變形示意Fig.1 Schematic of deformation of thick plate
圖中,h0為軋件入口厚度,h1為出口厚度,R為軋輥半徑,O點位于軋件變形區入口位置,v0為入口速度,v1為出口速度。θ為接觸角,α為中性角,x為變形區任意處到變形區入口的水平距離,hx為變形區內任意處軋件厚度。中性點處軋件切向速度與此處軋輥的切向速度相等,切向速度不連續量與摩擦功均為零。根據圖中的幾何關系,接觸弧方程、參數方程以及其一階、二階導數可表示為
(1)
由圖(1)可知邊界條件
(2)
軋件在變形過程中不僅存在著垂直方向的變形,在寬度方向同樣存在著變形。但是軋件的寬厚比遠大于10,寬展量很小[20]。圖2為軋件的寬展俯視圖,其中的寬展假定為拋物線形式,其數學表達式、一階導數以及平均寬度表達見式(3)~(5)。
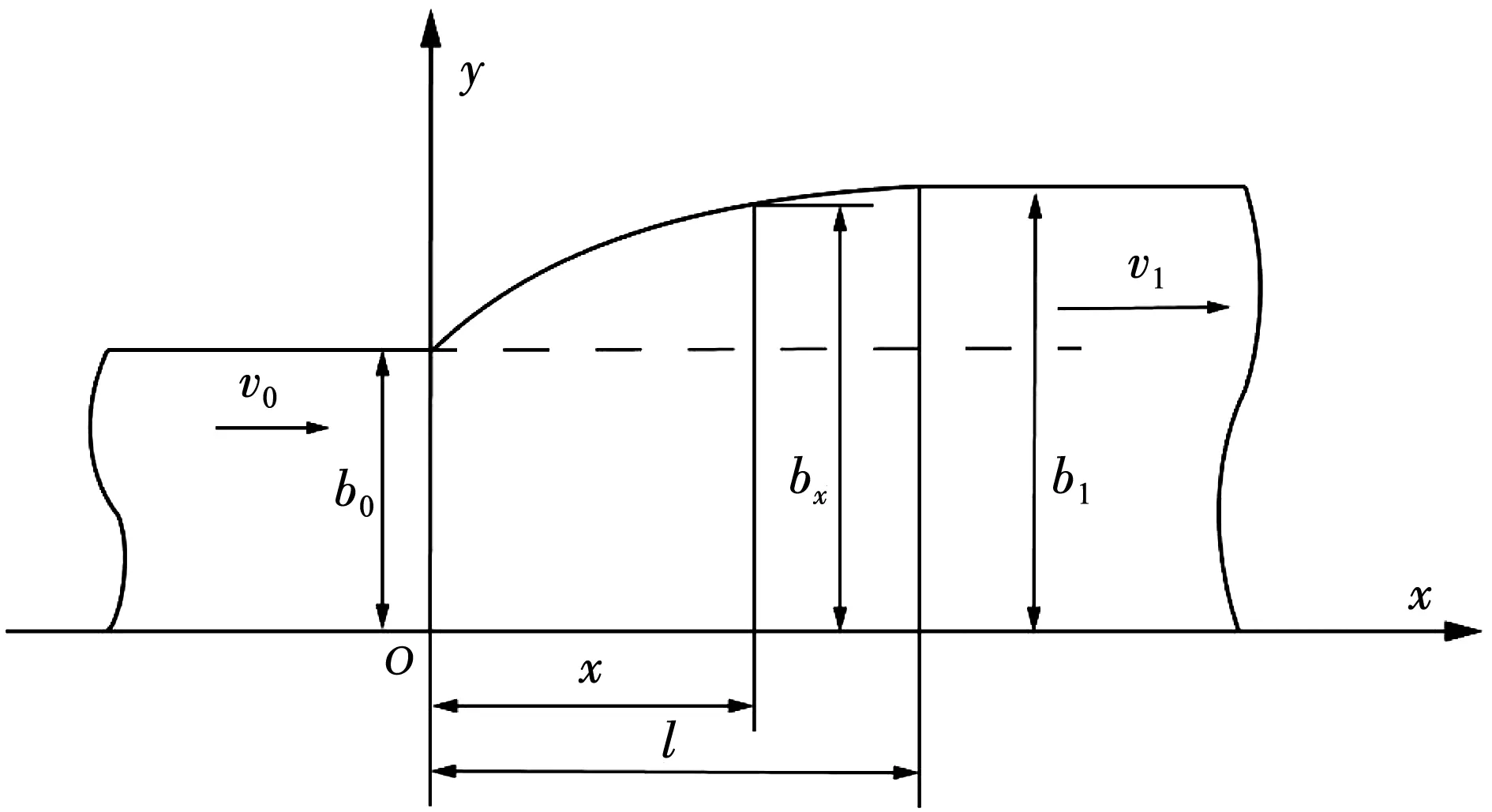
圖2 軋制寬度方向變形示意Fig.2 Schematic of deformation along width direction of rolling
(3)
(4)
(5)
1.2 余弦速度場
本文假定軋制時從入口到出口處發生的金屬流動符合余弦函數變化規律,寫作vx=a-bcoscx的形式,其表達式以及一、二階導數為:
(6)
(7)
(8)
式中r=(h0b0)/(h1b1)稱為截面壓縮比。
根據速度協調條件,可以導出vy、vz如下:
(9)
(10)
于是,可得到本文的余弦速度場:
(11)
式中vx、vy、vz分別是軋制方向、寬度方向以及壓下方向的速度分量。根據幾何方程[21],速度場對應的應變速率場為:
(12)
該速度場能夠嚴格滿足體積不變條件、出入口速度邊界條件和幾何方程,因而可以充分滿足運動許可條件。以下部分將以該速度場為基礎進行軋制力的能量分析。
2 軋制力的能量解析
2.1 內部變形功率
內部變形功率Nd可由變形材料的等效應力和等效應變速率確定,其計算式為
(13)

由于式(13)基于的是非線性的Mises屈服準則,會給后續的積分計算帶來困難,因此使用分矢量內積加和法進行計算,轉化過程如下:
(14)

以下為軋制過程中各個方向的矢量模長以及它們與主軸的夾角余弦。
(15)
(16)
注意到式(15)為x的單值函數,使用積分中值定理后可得
(17)

根據變形區幾何關系可以確定:
(18)
由此可將各方向的應變速率與主軸的余弦值表示成
(19)
將式(15)~(17)以及積分中值得到的各參數簡化關系代入式(14)后可得到:
(20)
(21)

(22)
將逐項積分結果Ix、Iy、Iz代入式(14)后整理得
(23)
2.2 摩擦功率
摩擦功率Nf可由摩擦剪應力與速度不連續量的乘積求得,計算式為
(24)
式中Δvf為速度不連續量,τf為摩擦剪應力,其中Δvf和dS的計算式為
(25)
同樣,將軋件表面速度不連續量與摩擦剪應力表示為矢量的形式
(26)
將上式代入式(24)后,即可把摩擦功率寫成矢量內積的形式
(27)
根據圖1,軋輥表面各方向的余弦值如下
(28)
將式(28)代入式(27)后進行積分計算,并注意以中性點位置為分界點,中性點兩側的積分上下限要交換,分段進行積分后可得到摩擦功率的表達式
(29)
2.3 剪切功率
軋制時在變形區入口與出口處的剪切功耗記為Ns0與Ns1,以下分別進行計算:
(30)
式中存在著如下關系:
(31)
(32)
(33)
(34)
因此,在軋制出口處剪切功率Ns1=0,入口處的剪切功率消耗為軋制過程中的總剪切功率,可表示為
(35)
2.4 總功泛函最小化
根據式(23)、(29)和(35)可將軋制的總功率泛函Φ表達成
(36)
式中U為軋制變形區內任意變形區的秒體積流量。其表達式與一階偏導式可寫為:
(37)
(38)
式(23)、(29)和(35)分別對中性角αn求導可得:
(39)
(40)
(41)
對總功率泛函變分有
(42)
基于式(42)可得到摩擦因子m的表達式
(43)
因此,軋制力矩、軋制力以及應力狀態系數的解析模型可以根據以下關系進行計算:
(44)
3 實驗驗證
以下用國內某廠實測軋制數據來驗證軋制力模型的預測精度。其中,軋件的尺寸為250 mm×2 100 mm×3 500 mm(高×長×寬),軋輥直徑為1 200 mm。在本文中,每道次的實際力臂系數χ分別為0.54、0.54、0.53、0.52和0.51。經過第一道次的整形軋制后進入展寬軋制階段,此時軋件的初始厚度為235.47 mm。材料為Q345R鋼,其變形抗力模型為[22]:
(45)
T=t+273
(46)

各道次的解析軋制力可由式(44)計算得到,相關的參數以及對比結果見表1、2。

表1 相關軋制參數介紹Tab.1 Summary of relevant rolling parameters
由表2易見,軋制力矩計算值與實測值的最大誤差均小于6.83%,解析軋制力與實測軋制力的最大誤差為7.55%,平均誤差為4.77%。各個道次的解析軋制力、軋制力矩與實測值之間的誤差均滿足工程應用上最大預測誤差小于15%的要求,說明本文建立的軋制力模型具有較好預測精度。
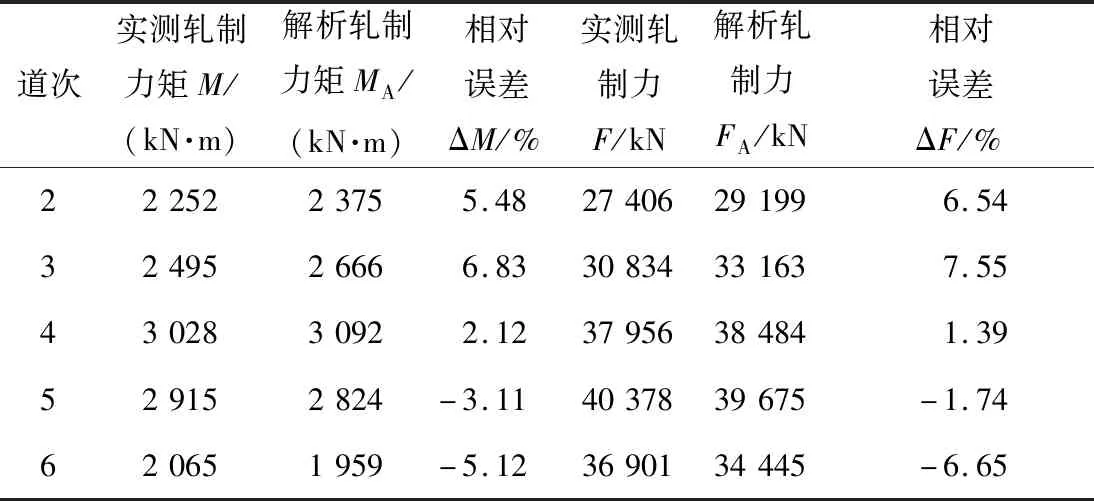
表2 解析軋制力、力矩與實測結果的比較Tab.2 Comparison between analytical results of rolling force and torque with the measured results
將本文所建立的軋制力預測結果與Sims模型[12]、Tselikov模型[20]以及實測數據進行對比,結果如圖3所示。由圖可見,Sims模型的預測結果偏大,而Tselikov模型的預測結果偏小,兩個經典模型的最大預測誤差均超過15%。而本文所建立的模型的預測結果與實測軋制力吻合較好,最大誤差為6.83%。
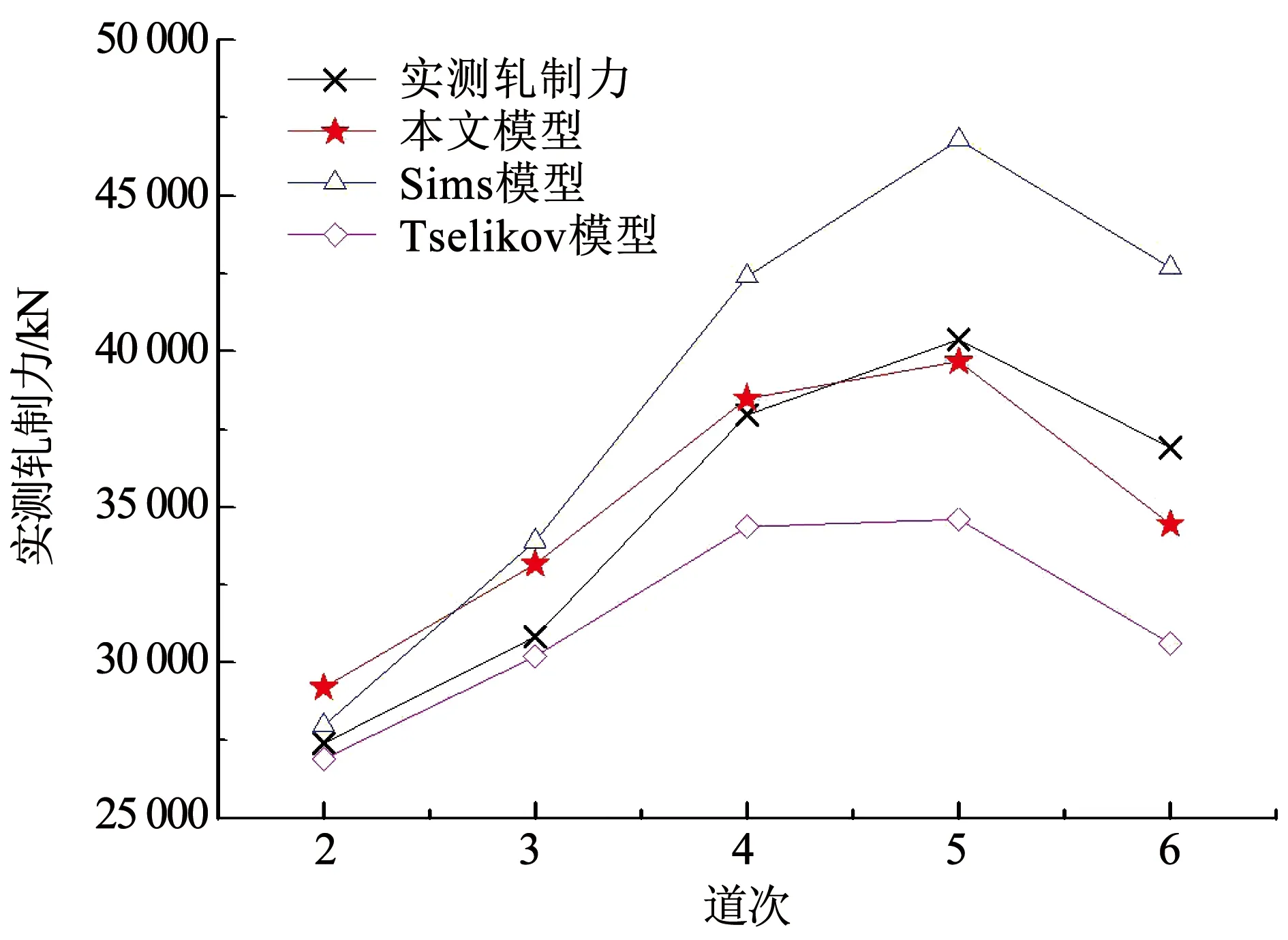
圖3 不同軋制力模型預測效果對比Fig.3 Comparison of prediction results of different rolling models
4 分析與討論
圖4為不同壓下率下各軋制功率的變化關系圖。由圖可知,在各壓下率下,內部變形功率總是軋制過程中消耗能量的最主要部分,且它在總軋制功率中的占比隨著壓下率的增加而增加,摩擦功率和剪切功率幾乎在同一個數量級且摩擦功率數值最小。摩擦功率和剪切功率雖然都與壓下率成正相關,但其數值均小于內部變形功率。當摩擦因子為0.6時,剪切功率與摩擦功率在壓下率為0.35時相等,而當摩擦因子為0.8時,二者在壓下率為0.3時相等。此外,隨著摩擦因子的增加,摩擦功率的增長速率大于剪切功率的增長速率。因此,隨著摩擦因子的增加,摩擦功率等于剪切功率時的所需的壓下率會下降。
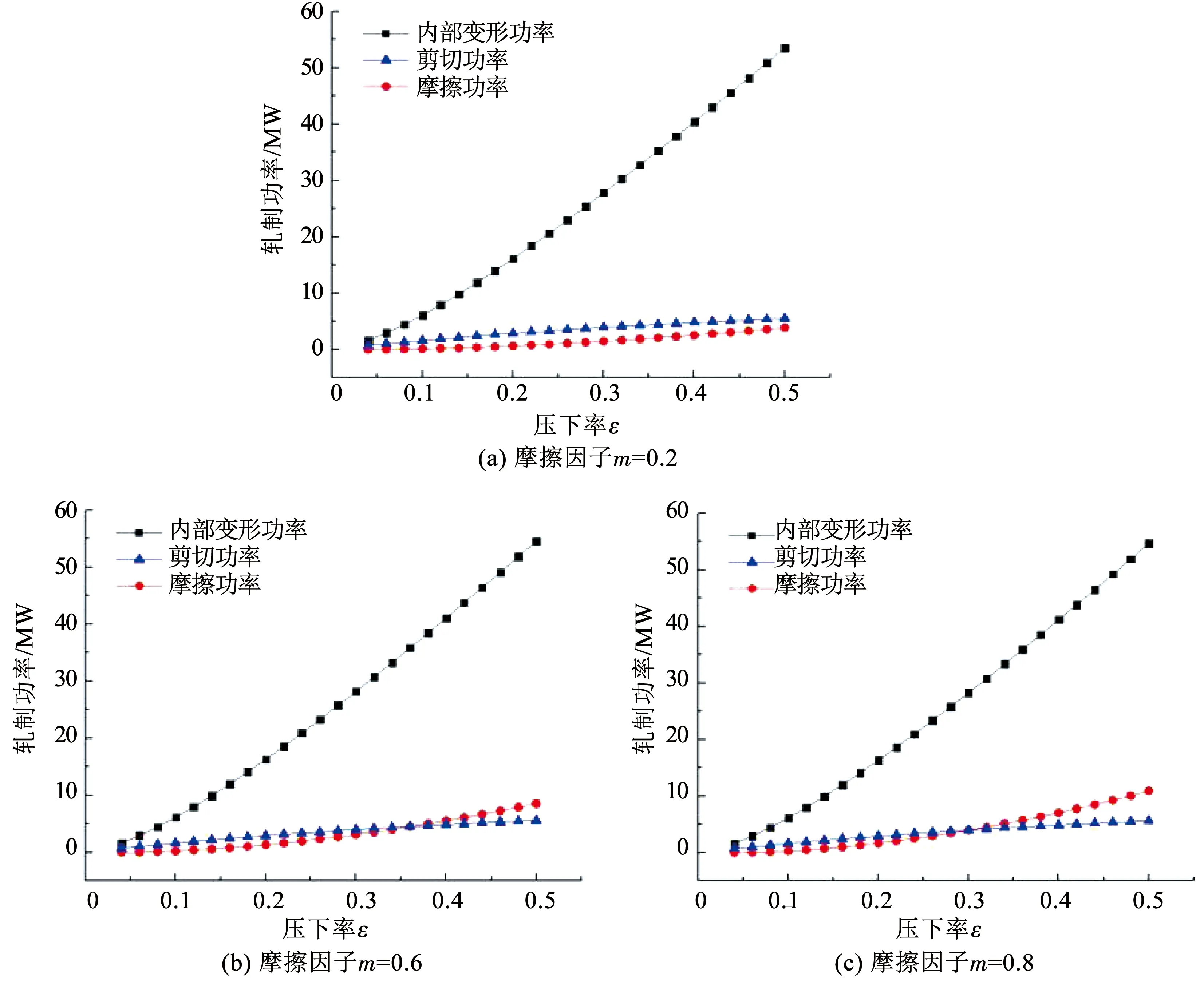
圖4 不同壓下率下各軋制功率的變化關系Fig.4 Variation of rolling power with different reductions
圖5為不同壓下率下變形區長度l與中性點位置xn/l的關系。隨著壓下率的增大,變形區的總長度雖然變長了,但中性點在變形區內的相對位置并未向出口移動,反而是向變形區中點(圖中的中點線)發生了偏移。
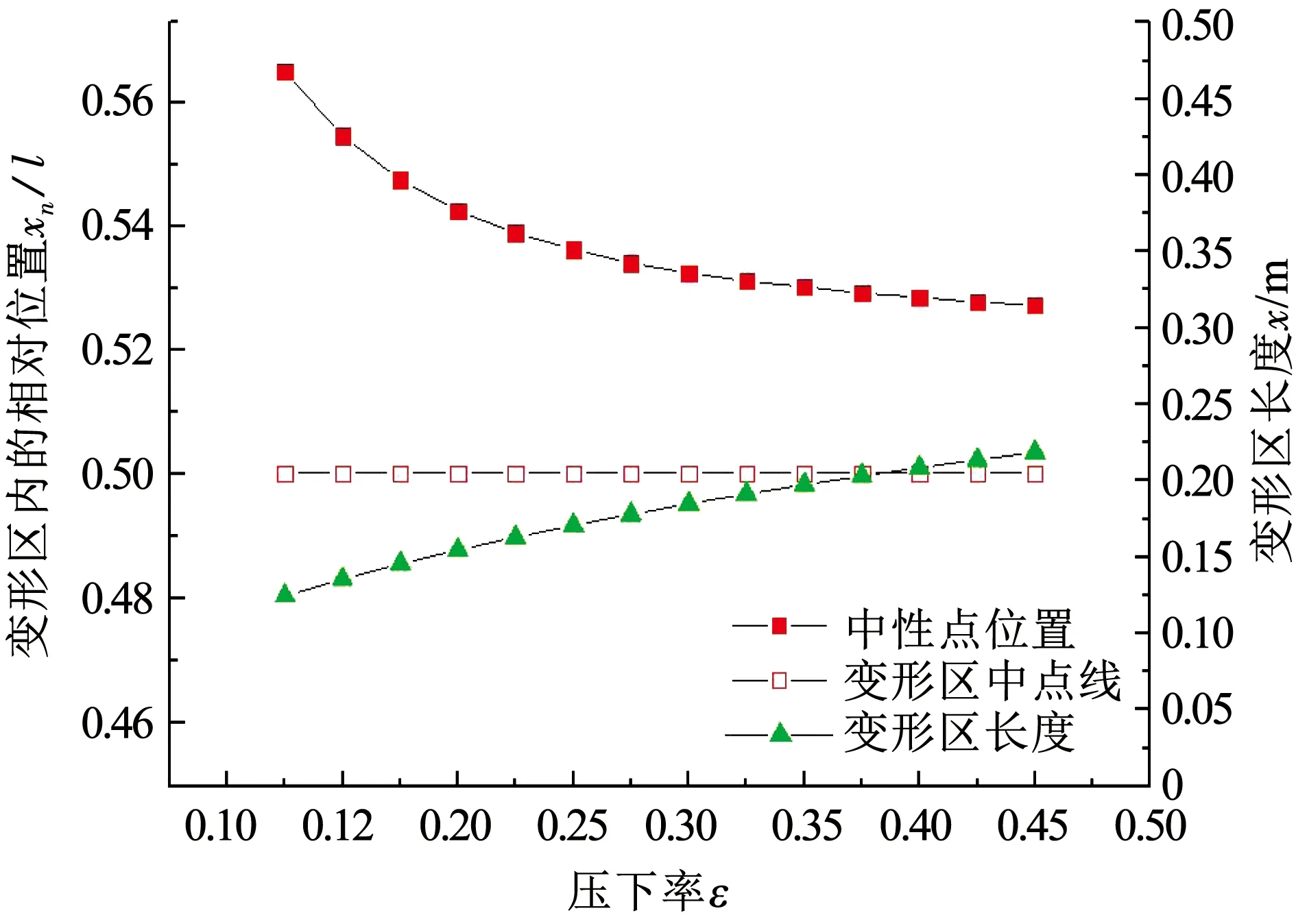
圖5 不同壓下率下變形區長度與中性點位置的關系Fig.5 Relation between lengths of deformation zone and positions of neutral point under different reductions
圖6為摩擦因子m、壓下率ε與軋制力F之間的關系。由圖可見,軋制力與摩擦因子以及壓下率都成線性正相關。但在壓下率較小時,摩擦因子對軋制力變化的影響較小,而在壓下率較大時,摩擦因子對軋制力的影響更明顯。
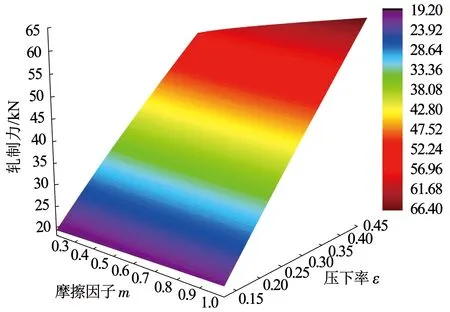
圖6 摩擦因子、壓下率與軋制力之間的關系Fig.6 Relation among friction factor,reduction,and rolling force
圖7為壓下率ε、摩擦因子m與中性點位置xn/l的關系。圖中,摩擦因子對中性點的影響較為顯著,而壓下率的影響不顯著。可以看出,隨著摩擦因子的增加,中性點向入口移動。
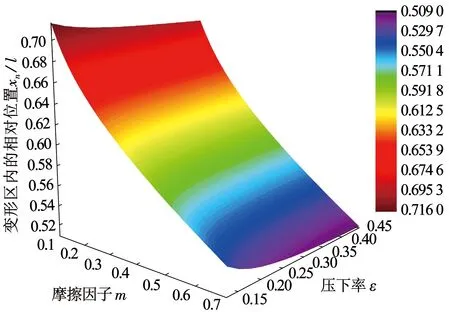
圖7 壓下率、摩擦因子對中性點位置的影響Fig.7 Influence of reduction and friction factor on positions of neutral point
圖8為形狀因子l/2hm、徑厚比R/2h0與應力狀態系數nσ的關系。圖中,應力狀態系數與軋件徑厚比成負相關關系,而與形狀因子成正相關關系。當徑厚比較大且形狀因子較小時,所需的軋制力較小。
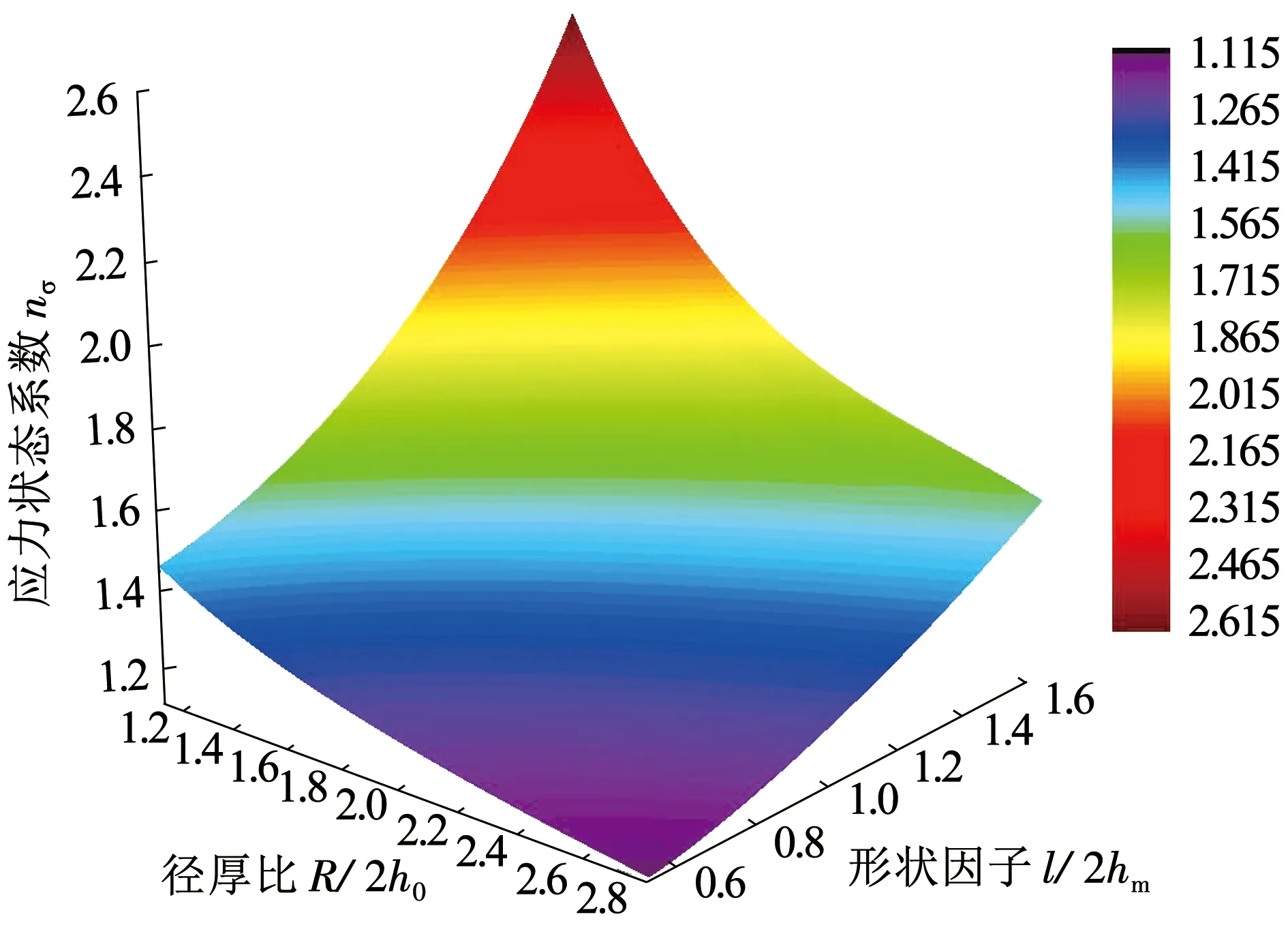
圖8 形狀因子、徑厚比與應力狀態系數的關系Fig.8 Relation among shape factor,radius-thickness ratio,and stress state coefficient
5 結 論
1)本文根據軋件變形區的金屬流動特點提出了一個余弦速度場。經證明,該速度場能夠嚴格滿足體積不變條件、出入口速度邊界條件以及幾何方程,這對擬建立的軋制力模型具有一定的精度保障。
2)針對Mises比塑性功率積分困難的問題,提出了一個新的解決方法,即分矢量內積加和法。經此方法得到了軋制的內部變形功率。同時,也基于提出的速度場得到了摩擦功率和剪切功率的表達式,并建立了軋制力的解析模型。本文的理論軋制力矩、軋制力與各道次實測值的誤差均在6.83%和7.55%以內,具有較高精度,表明本文提出的速度場與解析方法是可行的。
3)參數規律分析表明:在各個壓下率下,內部變形功率的消耗都遠大于其他兩種功率的消耗;隨著摩擦因子的增加,摩擦功率的增長速率大于剪切功率的增長速率;軋制中性點的位置并不在變形區中點,而是在中點偏向出口方向的位置上,但隨著壓下率的增大,中性點會向變形區中點位置移動。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03