鉆進堅硬致密巖層的金剛石鉆頭試驗研究
2021-08-11 03:14:12高玉彬
超硬材料工程 2021年3期
關鍵詞:設計
高玉彬, 陳 洋
(湖南省地質礦產勘查開發局409隊湖南狀元公司,湖南 永州 425000)
1 問題提出
地質勘探工程中經常遇到堅硬致密巖石,巖石的特性是堅硬而致密,其壓入硬度一般達到4500MPa,甚至更高;鉆進時效很低,多數情況下鉆進率小于0.5m/h,甚至有時會出現鉆頭不進尺的現象,同時鉆頭唇面被拋光,胎體磨損極少。遇到這種巖層時,鉆探人員多采用低硬度鉆頭和向孔內加投砂等人工方法使鉆頭出刃。這種方式雖然可以收到一定的效果,但不能從根本上解決問題。因此,這種情況的出現影響了鉆探工程的進程,提高了鉆探成本;廣大鉆探工作人員都希望鉆頭的質量能夠出現明顯突破,盡快解決這類巖石的鉆進難的問題[1-2]。
2 堅硬致密巖石難鉆進的原因
從鉆進理論可知,要提高鉆進速度,必須具備兩個基本條件,一是要有合理而足夠的壓力加在鉆頭上;二是需要較快的鉆頭轉速,提高破碎巖石的頻率;這是正常而有效鉆進的基本條件。由于堅硬致密巖石的壓入硬度高,巖石的結構致密;而鉆進壓力受鉆桿柱的材質和穩定性的影響,不允許過大提高鉆進壓力,這就導致鉆頭在鉆進時金剛石不能有效切入巖石。同時,越是堅硬致密的巖石,金剛石破碎巖石的時間效應越明顯,即金剛石從受力到壓裂、壓入巖石、到巖石發生破碎均需要一定的時間,所需時間越長,表明時間效應越明顯,破碎效率越低。同時,在鉆壓不足以讓金剛石切入巖石的情況下,鉆頭的轉數越高,破碎巖石的效果越差。這種鉆進壓力不足的影響,導致鉆頭轉數對提高鉆進效率難以有所作為,必然造成鉆進效率低下。
與此同時,鉆壓不足時,金剛石破碎巖石只能以表面方式或疲勞方式破碎巖石,鉆進速度很低,單位時間內產生的巖粉很少;巖粉顆粒越細,這對金剛石鉆頭胎體的磨損變弱,胎體不能做到略微超前金剛石磨損,而使金剛石有效出刃。這樣就造成金剛石難以露出胎體,不能以有效的方式切入巖石和以體積方式破碎孔底巖石。
鉆頭的胎體性能、金剛石參數以及鉆頭的結構與所鉆進的堅硬致密巖石不相適應,例如在前面所說的條件下,鉆頭的胎體硬度與耐磨性、鉆頭的結構不合理,胎體不能很好的被磨損,再加之金剛石參數不合理,不能適時有效出刃,必然會造成鉆進速度低,甚至出現鉆頭“打滑”而無法正常鉆進的現象[3-5]。
普通孕鑲金剛石鉆頭與孔底巖石為全面積型接觸,幾乎無破碎穴可言,亦無自由面可言,這是造成鉆進效率低的又一個重要原因。而設計一種孕鑲金剛石鉆頭的新型結構,既能夠有效改變鉆頭的受力條件和破碎巖石的方式,又能提高破碎巖石的效果;這是本文研究孕鑲金剛石鉆頭結構的重要思路。在此項研究中,鉆頭胎體的硬度與耐磨性是重要因素,鉆頭的合理結構和金剛石參數是關鍵;這是本文試驗研究鉆進硬而致密巖石鉆頭的基本思路和目的。
3 鉆進堅硬致密巖石鉆頭的設計
3.1 鉆頭胎體性能設計
首先分析鉆頭的胎體性能,決定胎體性能的因素是胎體材料和熱壓工藝參數。
試驗研究表明,采用預合金粉作為鉆頭胎體材料,有助于提高金剛石鉆頭的出刃效果,同時有助于提高胎體包鑲金剛石的強度。為此,進行了預合金粉胎體材料優化組合和胎體性能的試驗研究,優選的胎體材料為:FJT-A2、FJT-06、Fe-Cu-Mn、Fe-Cu-Ni、Cu-Co-Sn、663-Cu及WC、YG8等。依據多年的實踐經驗,與胎體材料相配合的熱壓工藝參數:溫度945℃~960℃,壓力16~18MPa,保溫時間4.5~5.5min。第一輪胎體配方設計與胎體硬度見表1所列。
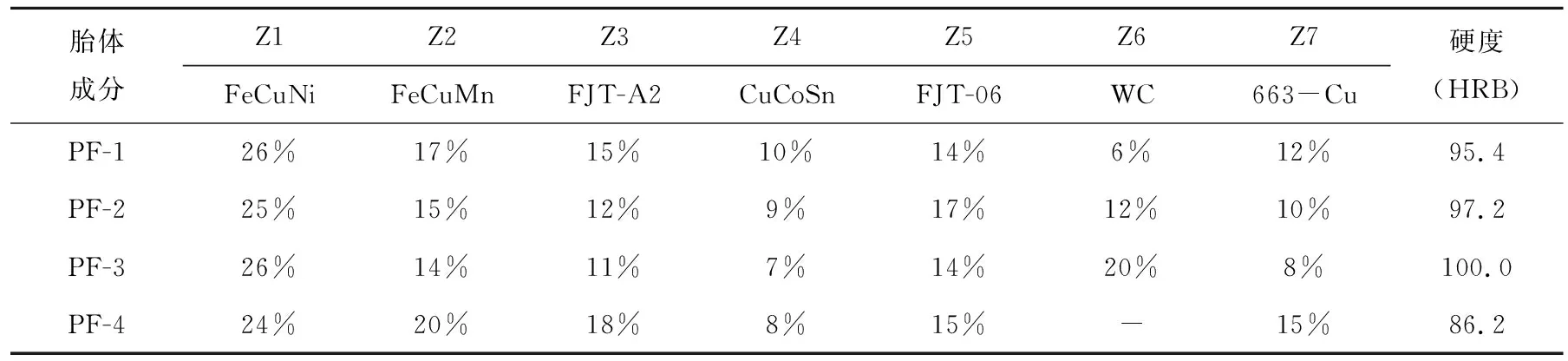
表1 金剛石鉆頭的預合金粉末胎體配方
本試驗鉆頭的結構設計,將其工作體分為主工作體和輔助工作體,見圖1所示。由表1資料可知,PF-1及PF-2二種配方對應的硬度值分別為HRB95.4、HRB97.2,都可以作為鉆進硬而致密巖石的胎體材料,實踐表明具有好的適應性[6-8]。
對于輔助工作體材料,要求其胎體硬度比主體工作體至少要低一個級別,依據前期試驗研究結果,設計的硬度為HRB84-HRB88,基本能滿足要求。總之,上述常用的幾種預合金粉中,FeCuNi、FeCuMn、FJT-A2、663-Cu 等,都可以加以選擇和試驗,可以得到與主工作體的較好配合,如表1中的PF-4配方。只要依據巖石的“打滑”程度,適當加以調整,并合理設計工作層的結構,即主工作體與輔助工作體的比值,就可以獲得好的鉆進結果[9-10]。
上述是基于胎體硬度的考慮,但實際上對金剛石鉆頭的設計與選型,還要考慮鉆頭胎體的耐磨性能要更接近實際,更具有實用性。對表1的4個配方所得試件,進行了耐磨性檢測,其結果見表2所列。以磨損量表征胎體的耐磨性,磨損量越大,耐磨性越低;磨損量檢測采用MPx-2000型摩擦磨損試驗機測試,測試結果見表2所列。

表2 試件耐磨性的檢測結果
試驗用的試件規格為(10×10×15)mm(受測試儀限定),采用相同配方與熱壓參數制成試件;測試條件為,試驗參數:壓力5.5MPa,轉速1100r/min,時間為10min,以檢測磨損前后的失重表示胎體的耐磨性能,各測試3個試件取平均值。
3.2 鉆頭的結構設計
(1)結構設計
針對上述分析,在堅硬致密巖石中鉆進,在同等的、可提供的鉆壓條件下,首先必須解決鉆頭上的每顆金剛石能夠獲得足夠的壓力而有效切入巖石;因此,必須在鉆頭的結構上進行創新設計,對于同等規格與性能相近等條件的鉆頭,可以從兩方面進行創新設計。
其一,減少主工作層與孔底巖石的接觸面積,以獲得較大的鉆進單位壓力,使金剛石能夠實現以體積方式破碎巖石,達到破碎巖石的最好效果;但同時卻不能過多增大水口的面積。因此,只能合理設計復合型結構的扇形工作體,見圖1所示。圖1中,S為鉆頭的一個扇形工作體,k為鉆頭水口寬度,S1與S2分別為扇形工作體中的主工作體和輔助工作體。主工作體S1的硬度高、耐磨性強,配備的金剛石質量好、濃度高,是該鉆頭破碎巖石的主體;而輔助工作體S2的硬度較低、耐磨性較弱,金剛石的質量較差、濃度低,起著輔助破碎巖石的作用,同時又起著支撐主工作體的作用。
鉆頭的這種結構中,由于輔助工作體S2的硬度與耐磨性低的特點,消耗鉆壓較小,而將一部分鉆進壓力用于主工作體S1上,這就提高了主工作體S1面上的鉆壓,提升了金剛石的出刃效果,提升了金剛石有效切入巖石的能力,達到了預想效果。
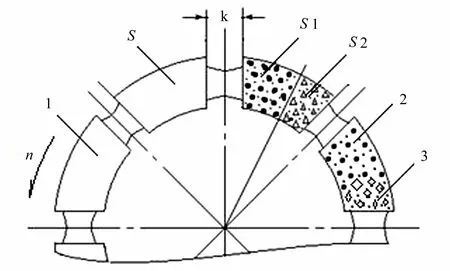
圖1 主輔工作層結構示意圖Fig.1 Schematic diagram of primary and auxiliary structures on work layer1-扇形工作體;2-主工作體;3-輔助工作體
其二,合理設計或調節好主工作體和輔助工作體的比例和性能。只要合理設計并調整好S1面積與S2面積的比例,調整S1與S2兩部分胎體的性能,就能改變鉆頭的工作特性和破碎巖石的方式,獲得好的鉆進效果。在本設計過程中,為了簡化鉆頭結構與鉆進壓力的量化,引入一種“壓力-磨損因子δ”概念,便于指導主-輔工作體性能和比例的具體設計,作為衡量金剛石出刃效果的因素。
壓力-磨損因子δ受巖石力學性質的影響,同時受鉆進工藝參數的影響;它關系鉆進效率和鉆頭的使用壽命。目前,壓力-磨損因子δ還不能完全依靠理論計算獲得,必須依據實驗數據和數理統計方法,需逐步完善其理論并達到理想的實用目的。
在鉆頭水口規格確定的前提條件下,鉆頭的扇形工作體全部為主工作層時,δ為100%;隨著δ值下降,即輔助工作體面積增加,鉆頭的耐磨性下降,鉆進速度得到提高。試驗表明,在堅硬致密巖石中鉆進時,δ值的選值范圍在50%~75%之間。這個條件下,主工作體上的鉆進比壓得到提高,胎體的耐磨性相應降低,金剛石的出刃逐步變好,鉆進速度逐步提高。
針對δ值的取值范圍進行試驗,δ取值為:50%、55%、60%、65%、70%、75%;且將鉆頭全部采用主工作體時,即100%視作一個因素,進行耐磨性試驗;其試驗目標為試件的磨損量,以此作為設計鉆進硬至堅硬致密巖石金剛石鉆頭的重要依據。
(2)鉆頭結構試驗
試驗設計中,主工作體S1的配方采用PF-1和PF-2,硬度值分別為HRB-95.4與HRB-97.2;輔助工作體S2的配方為PF-4,其硬度為HRB-86.2;δ取值為50%、55%、60%、65%、70%、75%、100%,試驗并測試7個試件的磨損量,得出每個試件的耐磨性,即可得出不同δ取值條件下鉆頭的耐磨性能;采用MPx-2000摩擦磨損試驗機測試,以試件實際磨損量表示耐磨性,磨損量越大,表明耐磨性越差;采用PF-2胎體材料時的測試結果見圖2所示。
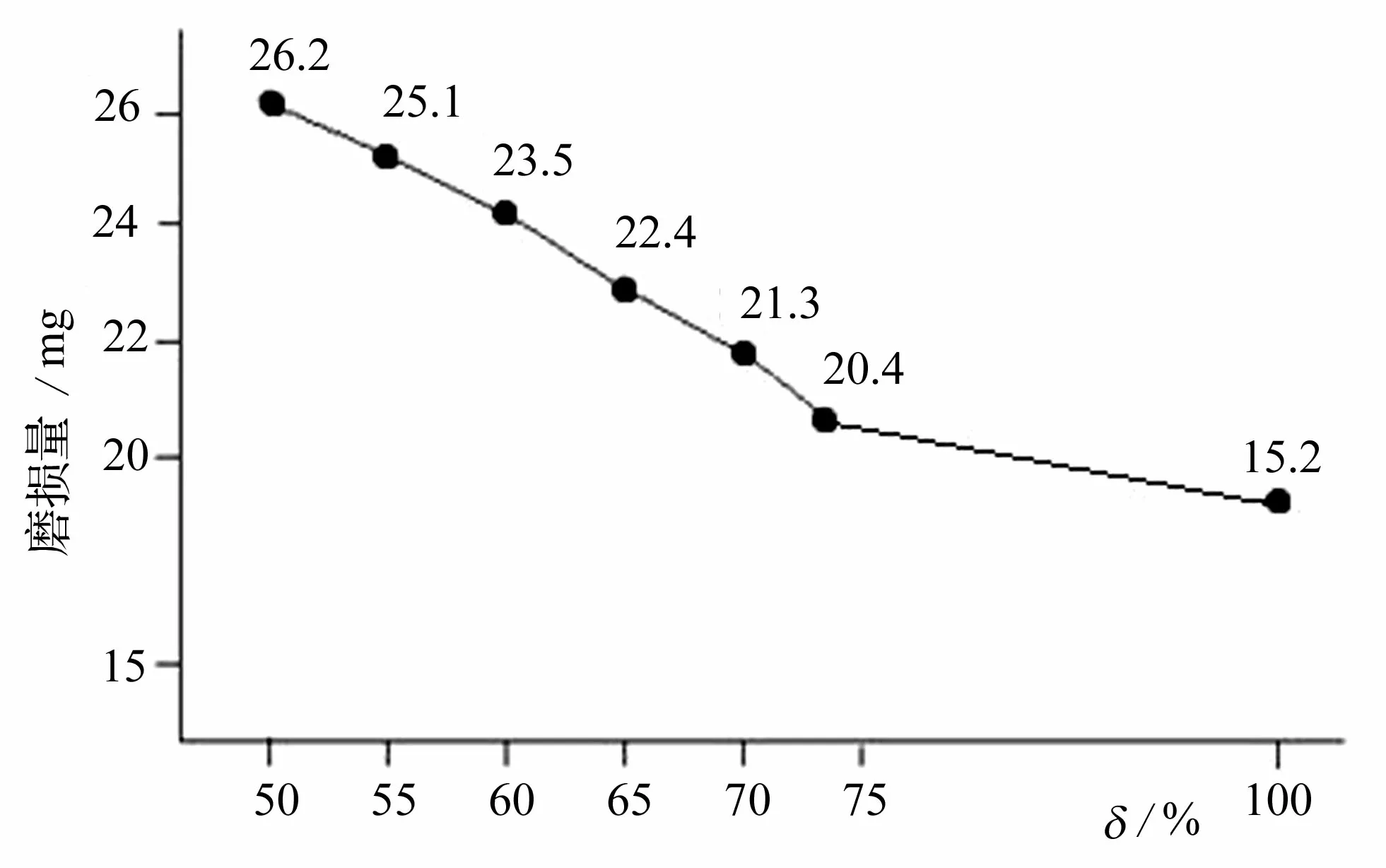
圖2 PF-2配方、不同δ值所對應的磨損量Fig.2 The amount of wear corresponding to different δ values when using PF-2 formula
試驗結果表明,隨著δ取值增大,主工作體的占比越大,試件的耐磨性越高;而當δ取值為100%時,即全部為主工作體時,鉆頭的耐磨性最高,即磨損量最小。該試驗沒有引入金剛石參數產生的影響;如果引入金剛石的濃度和質量的影響,試件的耐磨性還會出現一定程度的變化,一般會隨著δ值的增加,耐磨性朝增加的方向變化[11-12]。
3.3 金剛石參數設計
從巖石破碎原理可知,金剛石參數對巖石存在著優化值,因此研究和設計金剛石參數是必要的。因為金剛石孕鑲在鉆頭胎體內部,它必須隨著胎體的微超前磨損而出刃,只有出了刃的金剛石并受到了足夠的鉆壓作用才有可能切入巖石,配合鉆頭合理的轉速就能實現正常而有效的鉆進。
金剛石參數是指金剛石的粒度、濃度和品級,每一項參數都可能對鉆頭的質量和適應性產生影響。試驗資料表明,金剛石的濃度最高不能超過120%,超過這個濃度,金剛石鉆頭的鉆進效率和鉆頭的使用壽命就會出現明顯下降,鉆進成本提高;其原因是當金剛石的濃度接近120%時,鉆頭胎體中的金剛石尾部支撐將全部失去,胎體包鑲和支撐金剛石的能力下降,金剛石就會出現提前脫粒的現象,鉆頭的使用壽命將明顯降低。
金剛石的濃度會直接影響每顆金剛石上的鉆進壓力變化,在有限的鉆壓條件下,金剛石濃度越高,每顆金剛石所受的壓力會越少,這對于堅硬致密巖石的切入不利,或使得破碎巖石的方式由體積方式破碎變成研磨方式或疲勞方式破碎,鉆進效率必然大幅度地下降。另外,鉆進硬至堅硬而致密巖石的鉆頭,金剛石的粒度一般不要粗于40/50目[13-16]。
孕鑲金剛石鉆頭必須依據巖石的力學性質、金剛石的粒度采用不同的濃度。這是因為粒度不同,孕鑲在胎體內的金剛石與胎體的接觸面積隨粒度增大而呈拋物線增加,見圖3所示。粒度增大,其接觸面積亦增大。當孕鑲金剛石粒度粗到一定限度時,則不能自銳,同時鉆速下降。相反,如果金剛石粒度細到一定程度時,其接觸面積甚小,金剛石很快會隨胎體磨損而掉粒,鉆速降低,見圖4。計算與試驗都證實了這些結論的正確性。
圖3 金剛石與胎體接觸面積Fig.3 Contact area between diamond and matrix

圖4 鉆速與金剛石粒度的關系Fig.4 The relationship between drilling speed and diamond size
金剛石的粒度必須隨巖石的類型及其力學性質而適時調整與改變。實踐表明,在金剛石濃度一定的前提下,較細顆粒金剛石的比表面積較大,能夠提高鉆頭的耐磨性;而較粗粒的金剛石在堅硬致密巖石中鉆進時,其時間效應比較明顯,不利于提高金剛石切入巖石的效果,不利于提高鉆進速度;而金剛石的粒度粗到一定程度,則鉆頭難以自銳[17-20]。
金剛石的粒度與濃度有一個合理的配合值。在相同濃度條件下,粒度粗的金剛石比粒度細的金剛石的受力總面積要小,因而在相同鉆壓下,細粒金剛石的單位面積比壓較小;為此可以降低細粒金剛石的濃度,而提高單位比壓,達到提高細粒金剛石的鉆速目的。
由此可見,采用較小顆粒金剛石的鉆頭,除了鉆進硬而致密巖石的時間效應不顯著外,還具有金剛石的濃度較低,自銳更新較快,具有抗破碎強度較高等特點。這是鉆進硬而致密巖石設計合理的金剛石參數的基礎。
金剛石參數中,金剛石的品級同樣重要,低品級金剛石抗破碎強度低;硬而致密的巖石往往其硬度高,切入阻力大,不選擇高品級的金剛石難以產生體積方式破碎巖石,難以實現有效鉆進。由此可知,針對巖石的力學性質,將金剛石的品級、粒度和濃度優化結合起來,就能收到好的鉆進效果。
4 鉆進堅硬致密巖石鉆頭的研制與試驗
4.1 鉆頭研制
在上述試驗研究與分析的基礎上,對鉆進硬而致密巖石的鉆頭進行設計。鉆頭的結構采用如圖1所示的復合型扇形工作體,壓力-磨損因子δ設計為65%,即主工作體S1面積約占扇形工作體面積S的65%,輔助工作體S2面積約占扇形工作體面積S的35%,水口的寬度k設計為6mm。
鉆頭的胎體性能設計,可依據表1所列的試驗設計數據,選擇PF-1和PF-2兩種配方作為主工作體S1胎體材料;同時,設計鉆頭輔助工作體S2胎體性能時,采用PF-4作為輔助工作層胎體材料比較合理;工作層高設計為13mm。
試驗鉆頭的金剛石參數相同,便于對胎體性能進行對比。試驗鉆頭主工作體S1的金剛石參數設計如下:金剛石濃度為90%;金剛石粒度為40/50目和60/70目,其含量比分別為65%與35%;金剛石的品級為SMD40。試驗鉆頭輔助工作體S2的金剛石參數設計為:金剛石濃度50%;金剛石粒度全部用50/60目;金剛石的品級為SMD25。
試驗鉆頭的規格為Φ75mm普通雙管,試制鉆頭的熱壓工藝參數為:溫度945℃,壓力18MPa,保溫時間5.5min,出爐溫度780℃,出爐后緩冷至室溫,脫模。
兩種配方各研制兩個鉆頭在新疆某礦區進行了實鉆試驗,試驗巖石為石英巖狀細砂巖,均勻分布的次角狀碎屑石英,晶粒間緊密接觸,粒徑:0.05~0.2mm,含量達90%;造巖礦物顆粒細、硬而致密,經巖石壓入硬度儀檢測,壓入硬度達到4300MPa,可鉆性屬9級;鉆進中具有“打滑”現象,屬于硬而致密的巖石,見圖5(1)。

圖5 巖樣與試驗金剛石鉆頭Fig.5 Core sample and diamond bits for testing
鉆頭的鉆進試驗結果見表3所列。
表3 普通熱壓鉆頭與復合熱壓鉆頭鉆進效果對比
4.2 鉆頭試驗分析
鉆進試驗中鉆進參數為:鉆壓8.5kN,鉆頭轉數574r/min,沖洗液量約30L/min。試驗結果為:PF-1配方鉆頭的進尺為64.5m,平均時效為1.76m/h;PF-2配方鉆頭的進尺69.8m,平均時效約1.68m/h;
兩只試驗鉆頭的平均鉆進時效約1.72m/h,鉆頭平均壽命為67.15m。現場收集了5個普通結構鉆頭的鉆進資料,并進行對比,其鉆進速度平均為1.42m/h,鉆頭平均進尺56.4m。試驗對比表明,本次試驗第一輪鉆頭比在同一礦區使用的普通結構鉆頭的鉆進時效平均提高了約0.30m,鉆頭使用壽命平均提高了約10.75m,效果是明顯的。
由此可知,本次研究試驗的熱壓金剛石鉆頭優勢比較明顯,不僅鉆頭的壽命有了提高,且鉆進時效有明顯的提升,鉆探成本有一定下降。本次研究的鉆頭在時效和壽命方面能夠超出普通結構的金剛石鉆頭,主要在于以下四點:①鉆頭的結構有優勢,這種復合型結構改變了普通鉆頭工作層與孔底巖石的全面接觸狀態,因而能夠改變鉆頭破碎巖石的方式,有利于提高鉆進效果;②采用了預合金粉作為鉆頭的胎體材料,并優化了胎體材料配方,設計了合理的熱壓工藝參數,使得鉆頭的性能有了提升;③由于鉆頭的結構特點,主輔工作層的性能差別,金剛石的利用率有了提升;④試驗鉆進中,鉆進參數設計合理,操作規范。這四方面綜合作用的結果,使得本次研究試驗取得了成功,為后續提升鉆進硬至堅硬而致密巖石的鉆頭質量打下了良好的基礎。
5 結論
(1)本文針對硬而致密巖石的鉆進特點,試驗研究了一種復合型結構熱壓金剛石鉆頭,每個鉆頭的扇形工作體由不同性能的主、輔工作體兩部分組成,改變了普通鉆頭胎體與孔底巖石的接觸狀態以及破碎巖石的方式與磨損方式,因而有利于提高鉆頭的鉆進效果。
(2)優選了目前推廣應用的預合金粉作為鉆頭的胎體材料,優化配合熱壓工藝參數,胎體的性能優良,不僅對金剛石可以實現有效包鑲,而且金剛石的自銳性能好。
(3)主、輔工作體性能和金剛石參數得到優化配合,降低了鉆頭的耐磨性能,改變了鉆頭與巖石的磨損機理,確保金剛石能夠有效地切入巖石;與普通鉆頭相比,鉆進時效提高0.30m,鉆頭的使用壽命平均提高10.75m。
(4)為了便于鉆頭結構設計,本文提出壓力-磨損因子δ的概念,只需改變壓力-磨損因子δ值,即可改變復合型結構的兩部分性能,改變鉆頭對巖層的適應性,提升鉆頭的工作特性和鉆進效果。
(5)還需進一步深入地研究和試驗,探索鉆頭復合型結構參數與巖石力學性質間的內在規律,探索壓力-磨損因子δ與巖性、鉆頭胎體性能之間的依存配合關系;實現本結構熱壓金剛石鉆頭的質量有一個明顯提升。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04