基于S7-1500PLC的干燥過濾裝置系統
2021-08-21 07:44:18袁吉勝謝昌成彭龍龍
機電設備 2021年4期
關鍵詞:系統
袁吉勝,謝昌成,彭龍龍
(上海船舶設備研究所,上海 200031)
0 引言
隨著我國工業化進程的加快,在裝備制造業、工程機械制造業、船舶制造業,汽車制造業等多種機械行業的發展過程中,用戶對干燥過濾裝置需求有了更高的要求。可編程控制器(PLC)已成為制造業實現自動化、柔性化、集成化生產的有效工具。可編程控制器(PLC)是從單片機技術發展而來的面向工業控制的一種核心控制工控產品,其發展隨著計算機技術的發展而功能變得日益豐富,被廣泛應用于工業控制的現場設備中[1]。
原干燥過濾裝置系統主要承擔裝備的功能控制作用,包括A塔控制流程、B塔控制流程、A塔再生、B塔再生、初始化功能、露點測試功能、停機功能和數模轉化模塊等功能,保障裝備的安全可靠的運行,本文是以西門子公司的PLC機1500系列為例,探討S7-1500 PLC在干燥過濾裝置系統的電氣控制實現[2]。
1 系統組成
1.1 工作原理
干燥過濾裝置其主要承擔的是對空壓機壓縮后空氣進行干燥過濾。原干燥過濾裝置系統主要有傳統繼電器、硬件電路、時間繼電器、各種按鈕以及指示燈組成,存在極易受到干擾、適用面小、不易操作等缺點。
本文干燥過濾裝置系統主要有2臺干燥過濾塔[3],分別為A塔以及B塔,A塔向B塔切換過程中,A塔工作時閥1、閥4持續打開,當A塔干燥計時滿,A塔需向B塔切換,先打開閥8延時1 min后開閥5,當閥5開到位后,B塔處于干燥過濾裝置當中,此時閥1、閥4依次關閉,延時4 min開閥3,閥3開到位延時30 min后,同時開閥2、關閥3開始A塔再生工況,完成A塔向B塔切換過程。
干燥過濾裝置B塔向A塔切換過程中,B塔工作時閥5、閥8持續打開,當B塔干燥計時滿,B塔需向A塔切換,先打開閥1延時1 min后開閥4,當閥4開到位后,A塔處于干燥過濾裝置當中,此時閥5、閥8依次關閉,延時4 min開閥7,閥3開到位延時30 min后,同時開閥6、關閥7開始B塔再生工況,完成B塔向A塔切換過程。圖1為干燥過濾裝置切換流程圖。
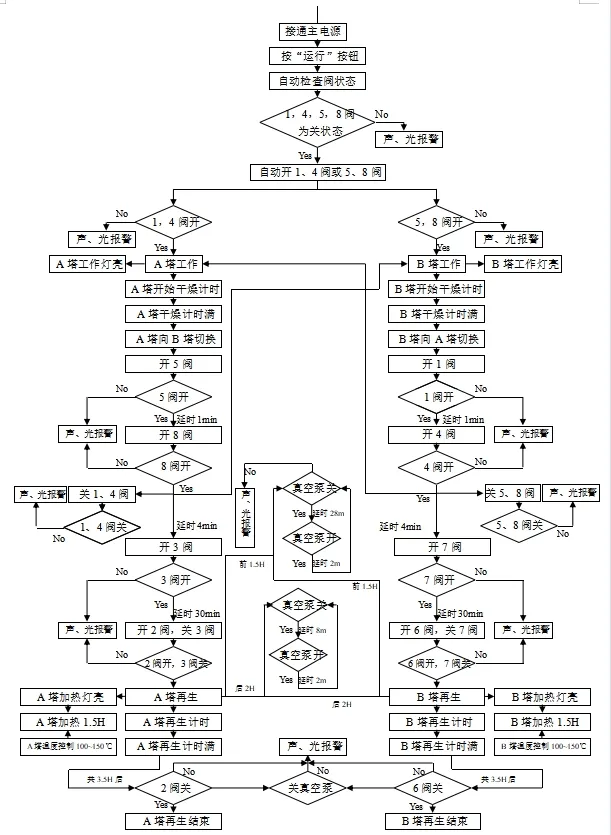
圖1 干燥過濾裝置切換流程圖
本文干燥過濾裝置系統工作原理為A塔向B塔切換流程、B塔向A塔切換流程上述兩個流程交替進行,以滿足全工況不停機干燥要求2其中A塔向B塔切換流程、B塔向A塔切換流程兩個自動切換、時間控制、溫升控制、故障報警、設備健康檢測和信號采集等控制由系統和PLC之間的信號傳遞來控制,自動完成所要求[4]。
1.2 系統組成
為了完成干燥過濾裝置工藝提出的要求,選用了西門子CPU1511-1PN中央處理器、AI8 X U/I/RTD/TC ST模擬量輸入采集模塊、DQ 32X24V DC/0.5A ST數字量輸出模塊、DI 32XDC 24V HF數字量輸入模塊、北京昆侖通態TPC7062Ti、蘇州普爾世PIC240.241D控制電源、菲尼克斯MINI MCR-SL-PT100-LP-NC溫度變送器。
2. 系統接線圖與人機界面、控制軟件
2.1 系統接線圖
PLC輸入點的地址分配和接線如圖2~圖4所示[5]。
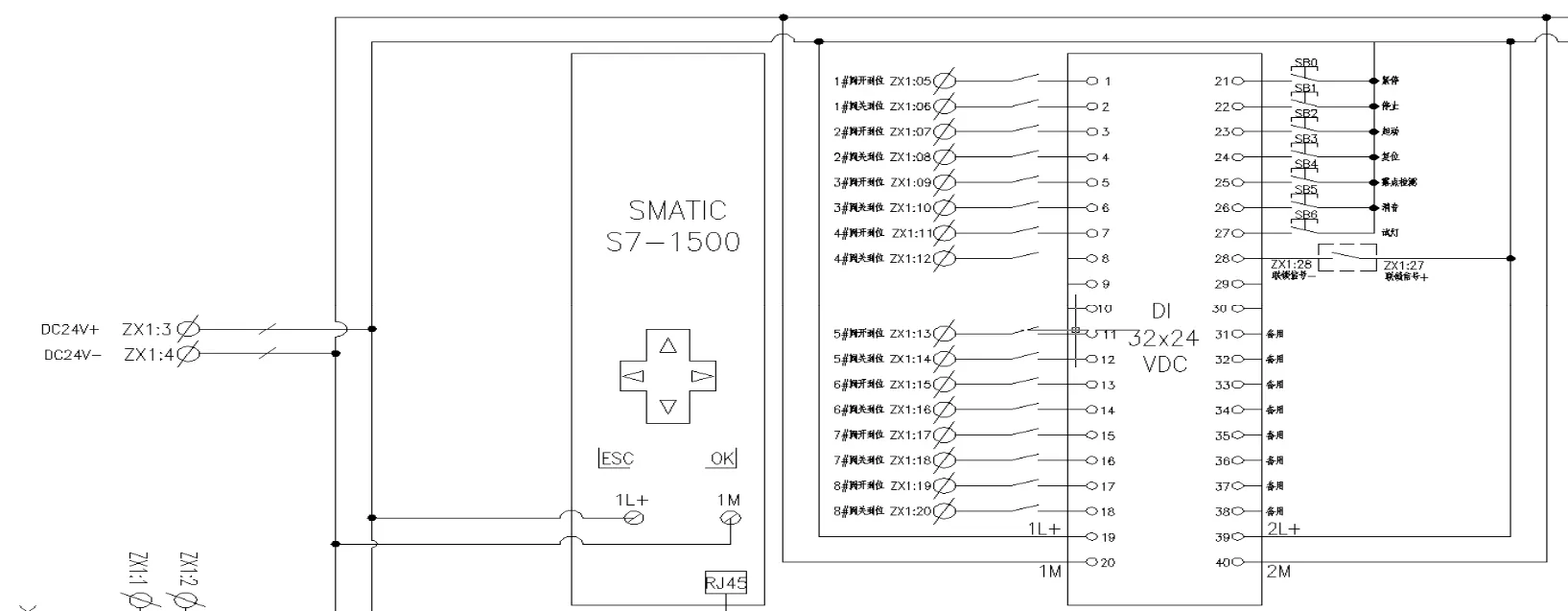
圖2 PLC CPU中央處理模塊以及輸入模塊接線圖
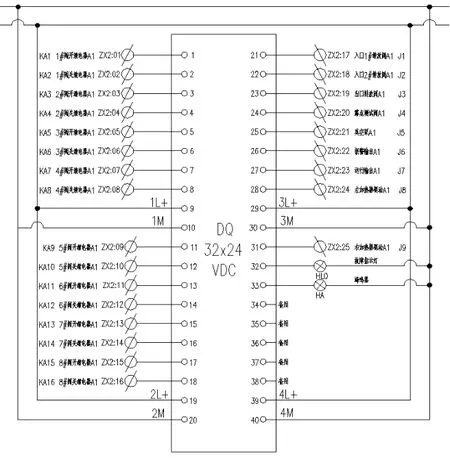
圖3 PLC輸出模塊接線圖
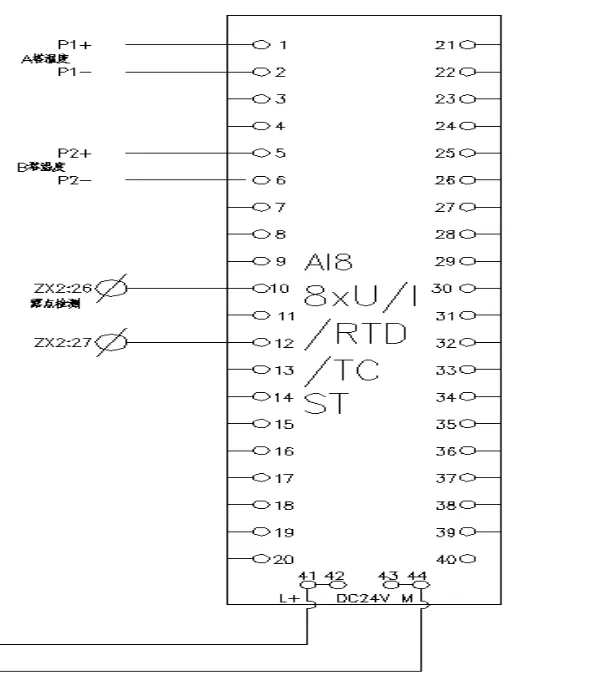
圖4 PLC模擬量輸入模塊接線圖
2.2 人機界面、控制軟件
1)干燥過濾裝置系統人機界面如圖5所示。

圖5 干燥過濾裝置系統人機界面
2)A塔向B塔切換流程部分控制如圖6所示。
圖6 A塔向B塔切換流程部分控制圖
3)B塔向A塔切換流程部分控制如圖7所示。
圖7 B塔向A塔切換流程部分控制圖
4)干燥過濾裝置系統部分故障判斷控制如圖8所示。
圖8 干燥過濾裝置系統部分故障判斷控制圖
3. 結論
該系統應用了PLC控制、人機界面應用、伺服驅動和多通道模擬量濾波控制等,通過系統集成提高了設備的自動化控制水平,達到了當今船用干燥過濾裝置自動化控制的先進水準。從用戶使用情況看,完全滿足了用戶的控制要求,控制系統經濟實用、控制精度高,符合國內操作習慣等的特點,具有廣闊的市場前景。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32