大型水輪發電機定子鐵芯階梯片松動斷齒分析與處理
2021-09-03 00:30:50魏興波徐興友唐衛東瞿森森
水電與新能源 2021年8期
關鍵詞:發電機
魏興波,徐興友,唐衛東,王 維,瞿森森
(湖北清江水電開發有限責任公司,湖北 宜昌 443000)
水布埡電廠4臺發電機于2008年全部投入商業運行。額定功率為460 MW額定電壓為20 kV,額定電流為14.754 kA。定子鐵芯采用高導磁、低損耗、無時效優質進口硅鋼片沖制而成,全圓由40片組成。鐵芯外徑為φ11 900 mm,內徑φ10 900 mm,總長29 200 mm。鐵芯軸向均勻設有高度為6 mm的通風溝,通風槽鋼采用非磁性鋼制成。為了減小附加損耗,定子鐵芯兩端疊成階梯形,并在齒部開有小槽,壓指及端箍均采用非磁性材料制成。定子鐵芯疊裝在工地安裝間進行,為了避免定子鐵芯產生翹曲變形,定位筋采用浮動式雙鴿尾結構,定位筋與托塊間留有適當的間隙以適應定子鐵芯的熱膨脹。
為增加鐵芯剛度,保證鐵芯壓緊,減小鐵芯振動,定子鐵芯由足夠的穿芯螺桿拉緊,穿芯螺桿采用高強度非磁性鋼制成,并采用套管絕緣,在穿芯螺桿的端部設有碟形彈簧,通過力矩扳手定量壓緊使鐵芯達到一定的單位壓緊力。鐵芯壓緊后穿芯螺桿有一定伸長值,加上碟簧有一定壓縮量,這樣當鐵芯長期運行后發生漆膜收縮時,螺桿的伸長量和碟簧的壓縮量就可起到一定的補償作用,仍能維持對鐵芯必須的壓緊力,以保證定子鐵芯在長期運行后不會發生松動。為防止壓指松動、斷裂,除采用非磁鋼和加寬壓指外,還采取將壓指用不銹鋼焊條直接焊于壓板上的結構[1]。
1 問題提出
2016年冬季至2017年春季檢修期間,水布埡電廠發現4臺發電機定子鐵芯階梯片不同程度松動、斷齒,導致11根線棒主絕緣損壞。4臺發電機鐵芯階梯片松動及線棒絕緣受損情況統計如表1。
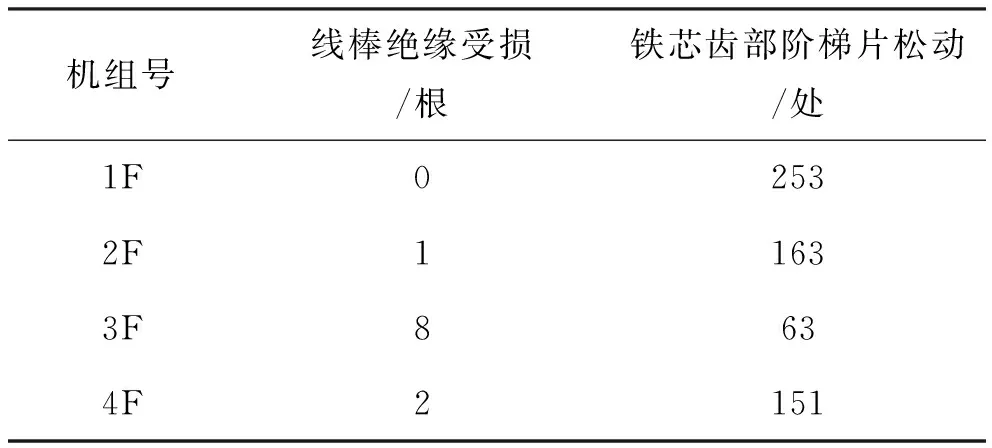
表1 水布埡電廠發電機定子鐵芯階梯片松動及絕緣受損線棒統計表
針對該問題檢修人員進行全面檢查,發現發電機定子主要存在以下2個方面的問題。
1.1 部分鐵芯階梯片松動、斷齒及電腐蝕
部分鐵芯階梯片松動、斷齒及電腐蝕情況見圖1。
1.2 定子線棒出槽部分絕緣受損
松動、斷齒的階梯片隨著機組振動,反復剮蹭臨近的線棒主絕緣,隨著時間推移,主絕緣厚度逐漸減薄,最終導致定子接地事故,定子線棒絕緣受損情況見圖2。

圖2 定子線棒絕緣受損情況
2 原因分析
從現場檢查情況容易分析出定子鐵芯階梯片松動[2]、斷齒是導致線棒絕緣受損的直接原因。而階梯片斷齒是由松動發展而成,松動階梯片隨著機組長時間上下振動,由于金屬疲勞導致根部斷裂[3-4]。由此可見,兩個問題的根本原因是階梯片松動。
我們根據發電機定子鐵芯的結構、壓緊方式以及現場檢查情況,從設計、制造、安裝、運行等方面分析了階梯片松動的原因[5]。
2.1 定子鐵芯穿心螺桿拉緊力不夠
為保證扇形片片間壓力足夠,安裝時均按定子鐵芯穿心螺桿設計力矩值進行把緊,并在磁化試驗后對其再次把緊。為檢驗鐵芯是否存在整體松動,檢修人員抽取3號發電機鐵芯松動最嚴重附近的2根穿心螺桿做壓緊力矩校核試驗,發現其中1根壓緊力矩僅為550 Nm,另一根為850 Nm,均遠遠低于設計力矩1 185 Nm。力矩達不到設計值的主要原因主要有以下幾點:
1)機組運行期間,由于電磁力、振動等原因,鐵芯的應力會再次重新分析,會使穿心螺桿的力矩值出現偏差。
2)機組長期運行,隨著定子沖片之間的應力變化及漆膜老化或收縮等原因,使螺桿拉緊力降低。
3)機組投運后,未再次對螺桿進行檢查緊固。
2.2 定子鐵芯壓指中心偏移
查閱水布埡電廠發電機設計圖紙,鐵芯齒部寬44.94 mm,壓指寬25 mm,鐵芯齒部開槽寬3 mm。現場測量發電機定子鐵芯齒部寬45 mm,壓指寬25 mm。《水布埡水輪發電機安裝說明書》中要求壓指中心與鐵芯齒部中心線偏差不大于2 mm。現場測量大部分壓指中心偏移已超過3 mm,有的甚至達到了8 mm,見圖3。
2.3 定子鐵芯壓指不平
部分定子鐵芯壓指由于現場焊接壓指后打磨過度導致壓緊面不平整情況見圖4,使壓力不均。
2.4 定子鐵芯齒部開槽未塞實
為減小附加損耗,定子鐵芯兩端疊成階梯形,并在齒部開有小槽,但開槽部位未用絕緣板塞實,見圖5,分散了壓力,引起壓力不均勻。
2.5 端部槽楔未綁扎
槽楔上端未綁扎見圖6,易出現上端槽楔上竄問題,也可能引起鐵芯松動。

圖6 端部槽楔未綁扎
2.6 其它原因
1)由于水布埡電廠為華中電網的調峰調頻電廠,機組較長時間處于進相、低負荷運行工況,加劇了定子鐵芯端部發熱、振動。
2)當時機組安裝時技術及設備有限,如階梯片為現場粘接、采用力矩扳手拉緊螺桿等,都可能使鐵芯階梯片壓力不夠,粘接不牢,導致其松動。
以上為可能導致鐵芯松動的主要原因,結合水布埡電廠現場實際情況,定子鐵芯穿心螺桿拉緊力不夠、壓指中心偏移以及定子階梯片齒部開槽未塞實為主要原因,其它為次要原因。
3 處理措施及效果評估
針對鐵芯松動導致絕緣受損的線棒,應進行更換。線棒更換以及端部槽楔綁扎工藝較成熟,在此不再贅述。下面主要介紹定子鐵芯處理方法[6-7]。
3.1 定子鐵芯階梯片松動、斷齒處理方法
1)拔出根部已經斷裂的階梯片,檢查線棒絕緣是否損壞,根據損壞程度綜合判斷是否需要更換;
2)清凈片與片之間雜物及油污;
3)徹底清理磨損受傷鐵芯階梯片,直至露出金屬本色,確認片間無粘連,必要時可用電腐蝕法;
4)清理階梯片齒部中心線處原有縫隙,縫隙內雜物、夾渣及油污;
5)用帶膠環氧絕緣板塞實片間間隙并打緊,必要時可用環氧膩子填實;
6)階梯片產生間隙處清理干凈,修配合適的環氧楔板帶膠打入楔牢。若壓指偏移嚴重,導致階梯片立縫一邊無法受力壓實,則需加焊圖7的“假壓指”。選用10~12 mm厚的不銹鋼板制作,周邊打磨光滑按圖8進行焊接。焊后焊縫需銼磨光滑,不能有尖角,焊時需保護好線圈。
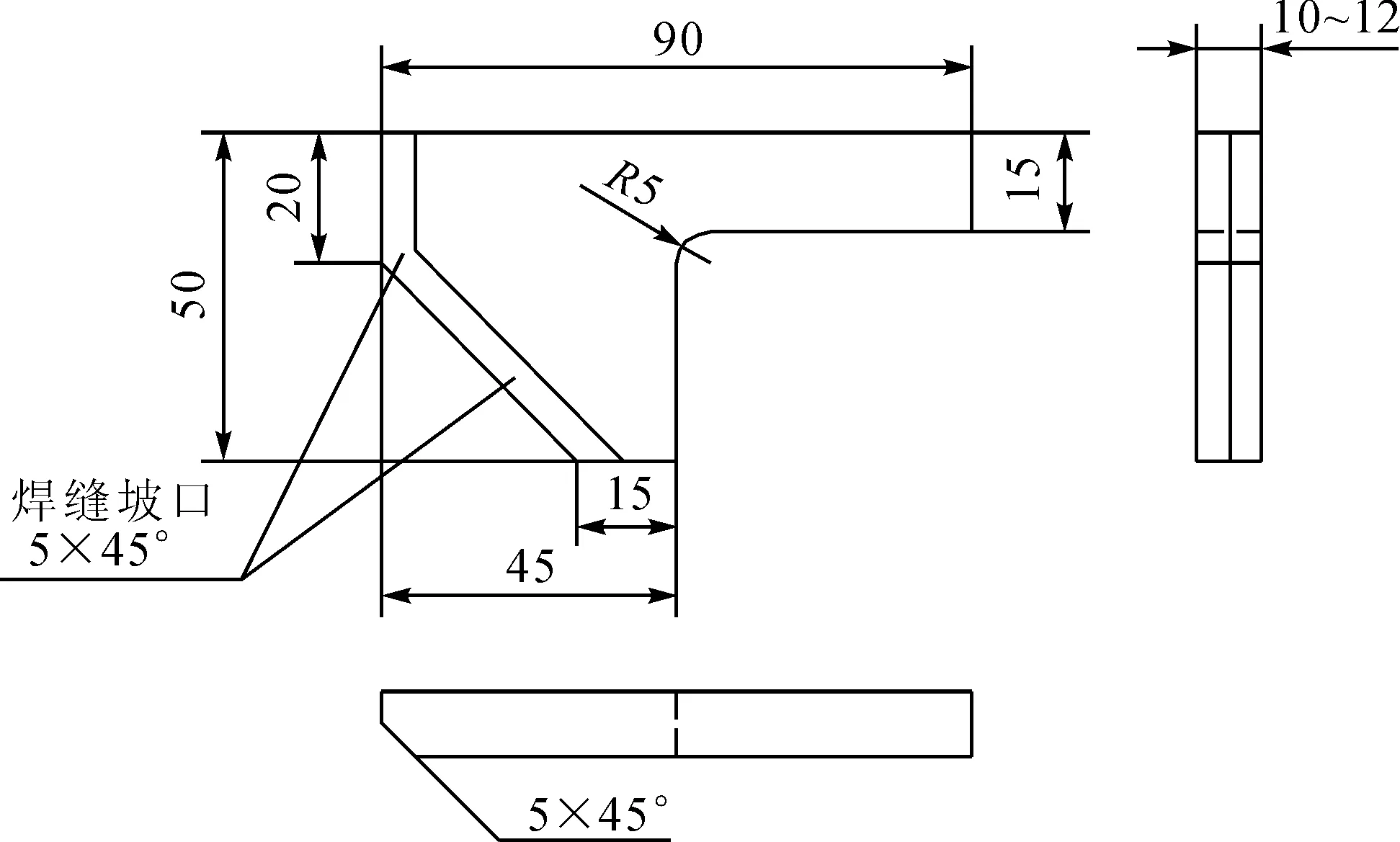
圖7 “假壓指”示意圖
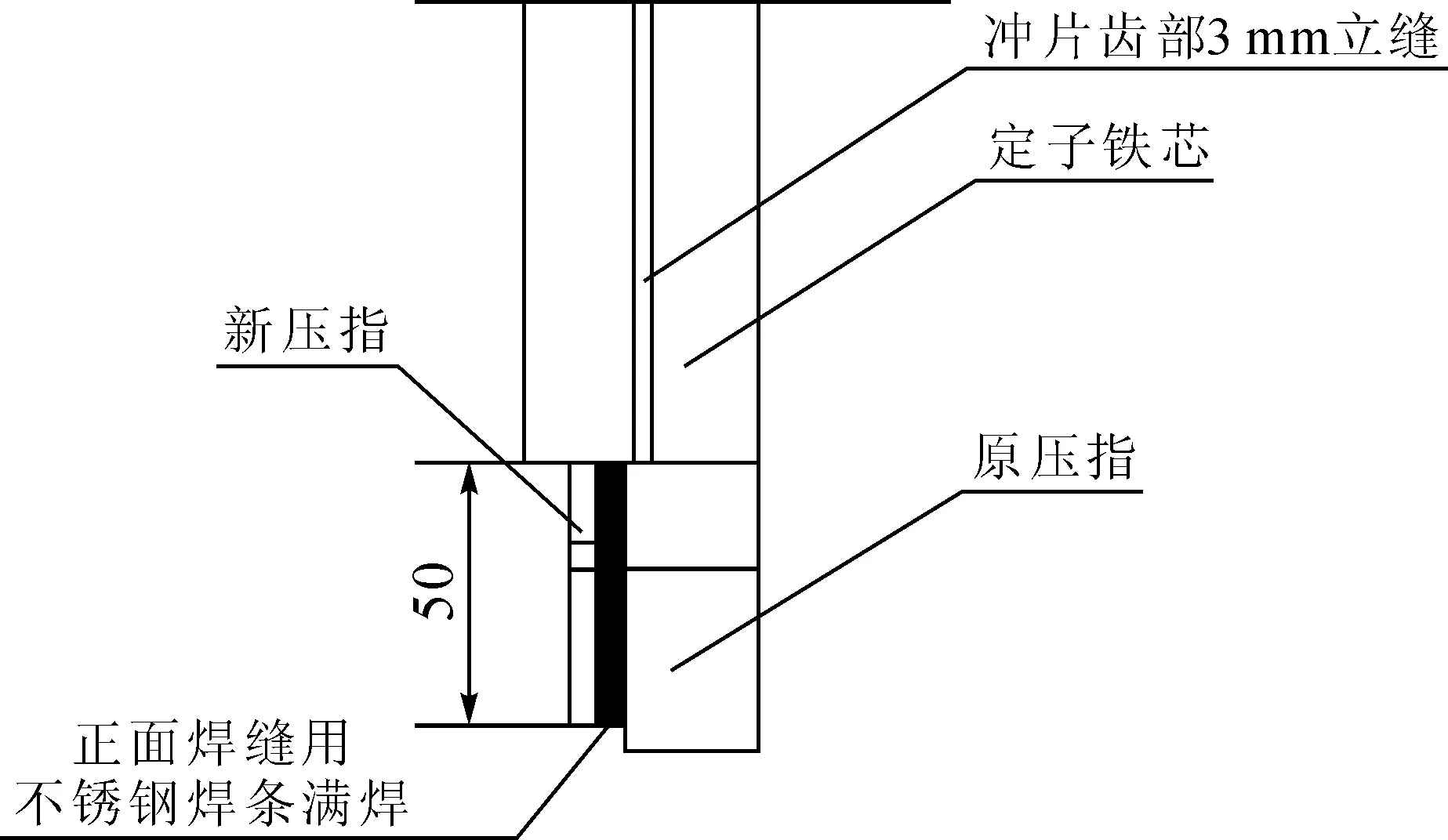
圖8 “假壓指”焊接方法
7)分步、對稱把緊穿心螺桿至設計力矩值;
8)其它鐵芯松動又塞不進絕緣材料的將周圍清理干凈,涂刷絕緣膠固化;
9)鐵芯受損處如清理后有較大缺陷,用環氧膩子填充并復原階梯形狀;
10)階梯片齒部中心線處原有立縫用環氧絕緣板雙面涂刷絕緣膠塞實,必要時可用環氧膩子填充;
11)處理完后進行EL-CID鐵損試驗對發電機定子鐵芯損傷點片間絕緣進行檢測,判斷其片間絕緣是否已處理合格。
3.2 工藝流程圖
線棒更換及鐵芯處理工藝流程見圖9。
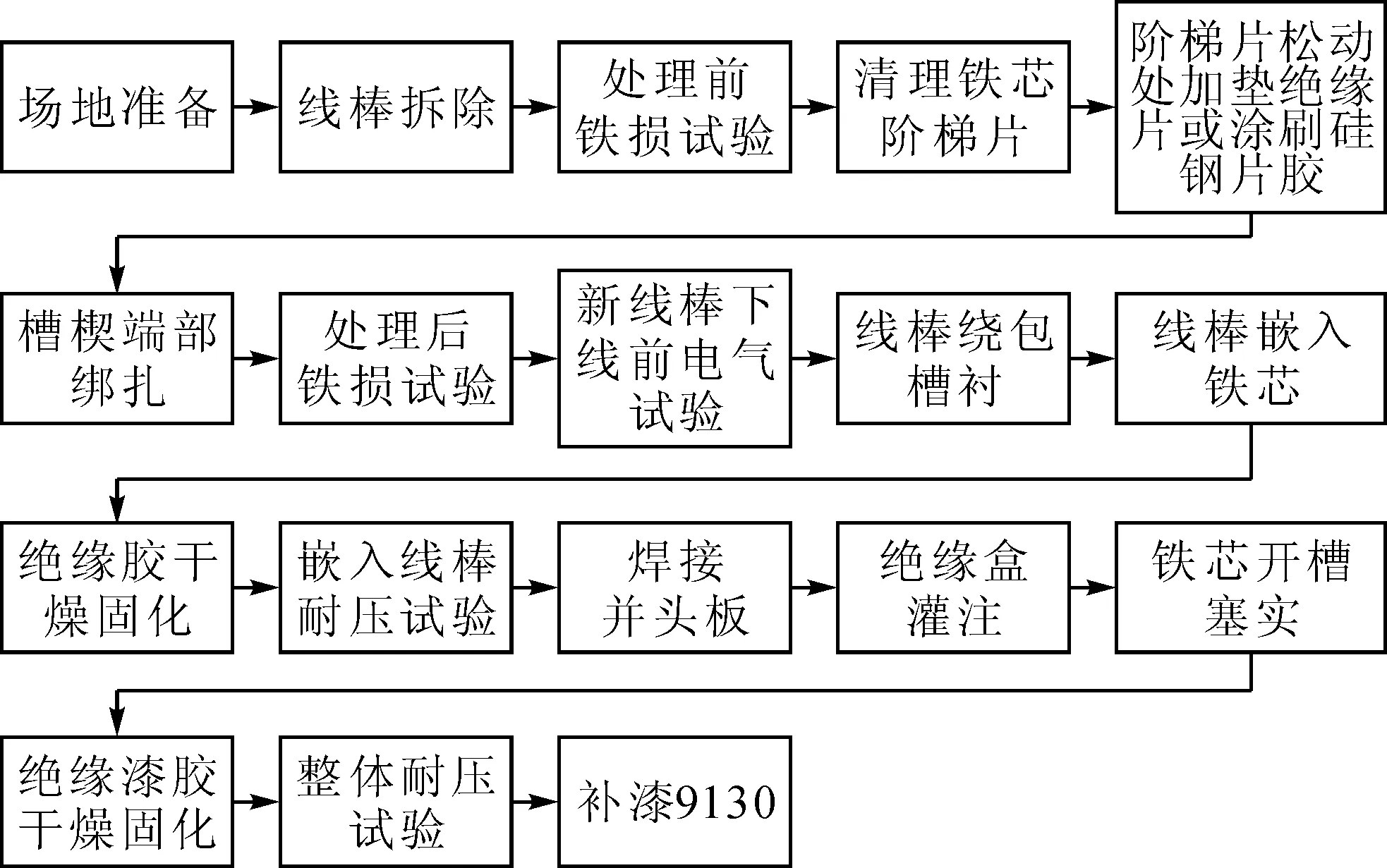
圖9 線棒更換及鐵芯處理工藝流程圖
3.3 處理效果評估
為了檢查定子鐵芯松動處理效果,防止片間絕緣不合格,造成短路,在短路區域形成局部過熱,損壞設備。由于電廠轉子未吊出,僅拔出了兩個磁極,不滿足常規定子鐵損試驗條件,使用EL-CID鐵損試驗對發電機定子鐵心損傷點片間絕緣進行檢測,并與處理前的試驗數據對比,作為處理效果的證據。選取了一臺機組鐵芯階梯片松動較嚴重的的數據如表2。從表中看出,處理前大部分試驗數據超標,按上述方法處理后,試驗數據明顯變好,說明該處理方法確實有效,能很好地重新建立起片間絕緣。
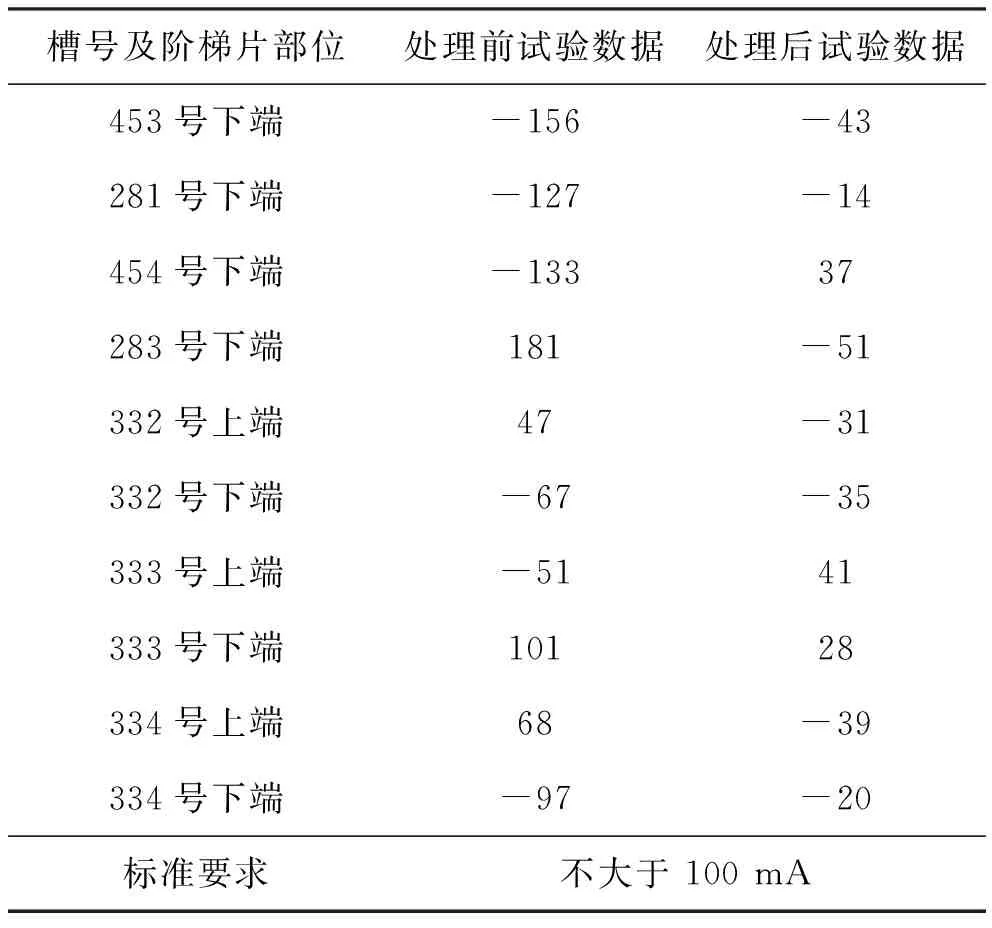
表2 鐵芯階梯片松動處理前后EL-CID試驗數據對比 mA(峰-峰值)
4 結 語
本文結合水布埡電廠發電機定子鐵芯的結構以及鐵芯松動斷齒的部位,分析了可能導致鐵芯松動的原因,并針對原因提出了大型水輪發電機定子鐵芯松動可行處理方法,經過試驗驗證處理效果較好。但由于鐵芯松動部位主要集中在鐵芯下端,鐵芯壓緊效果相對較差,所以在處理后應定期檢查是否存在再次松動的現象。若發現應及時按上述方法處理,以免擦傷臨近線棒絕緣。若條件允許,建議啟動定子鐵芯改造計劃,以解決壓指中心偏移、加工不平、優化齒壓板、改進端部階梯片粘接及定子鐵芯拉緊方式及工藝,徹底消除該隱患。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(2014年6期)2014-09-26 12:07:48
水電站機電技術(2014年1期)2014-09-26 11:59:45