LP鋼板風電塔筒生產工藝試驗與關鍵裝備研發
2021-09-07 03:41:22王東明
鍛壓裝備與制造技術 2021年4期
關鍵詞:焊縫
陳 鴻,王東明
(1.天水鍛壓機床(集團)有限公司,甘肅 天水 741020;2.甘肅省制管裝備自動化及信息化重點實驗室,甘肅 天水 741020;3.甘肅省風電塔筒技術創新聯盟,甘肅 天水 741020)
1 LP 鋼板發展及研究現狀
1.1 LP 鋼板發展情況
縱向變厚度鋼板(Longitudinally Profiled steel plate,簡稱LP 鋼板)是指厚度沿軋制方向連續變化的具有特殊縱向形狀的鋼板,由于可以根據結構服役時的承載狀況來定制鋼板形狀及厚度尺寸,從而具有節省鋼材、減輕結構重量,以及減少焊縫、提高抗震性能等優點[1]。LP 鋼板被稱為節約型綠色鋼板,其特殊截面可滿足船舶、橋梁、建筑等鋼結構中不同的減量化設計要求,還可減少焊接工作量、降低制造成本和提高結構安全性等多方面的效果,因此具有很好的應用前景,得到國內外鋼鐵生產廠家和建筑工程行業的青睞,有廣闊的應用前景。
法國于1983 年軋制出LP 鋼板,1993 年起日本JFE(日本鋼鐵工程控股公司)開始生產單向變厚度鋼板,作為船舶用鋼首次得到應用。國內首鋼、鞍鋼、寶鋼、邯鋼等企業進行了變厚度軋制理論的研究與鋼板軋制,邯鋼公司在2009 年10 月軋制了我國首塊LP 鋼板。首秦4300mm 寬厚板軋機試軋LP 鋼板后,對其進行組織、性能和尺寸檢測,結果顯示性能滿足Q345C 鋼標準要求,表明首鋼具備了LP 鋼板的開發和生產能力[2]。鞍鋼能生產公稱寬度900mm~5200mm 的LP 鋼板。
1.2 LP 鋼板行業應用情況
LP 鋼板可以減少鋼材數量、降低結構自重、減少焊縫、提高橋梁橋墩的抗震性能等優點,在國外的船舶、橋梁等領域有廣泛的應用。目前LP 鋼板已廣泛應用于歐洲、日本及韓國的橋梁工程,國內對這種鋼板的研究較少,主要是對其軋制工藝、材料力學性能及變形性能進行了一系列研究[3]。據國家標準技術司2020 年1 月15 日《熱軋縱向變厚度鋼板國家標準解讀》一文介紹,一條17 萬t 級的貨輪,建造中使用2500t LP 鋼板,焊縫長度可能減少700m,節省鋼材能達到218t,占總重量的8.72%。在橋梁建設和建筑結構中采用LP 鋼板,最大可節約鋼材用量20%,具有較大的經濟效益和社會價值。
清華大學研究團隊使用國產橋梁設計軟件,建立含有LP 鋼板的鋼箱梁模型并進行分析,研究結論認為,采用LP 鋼板可以降低翼緣板件鋼材最高達27.15%,而結構的撓度僅增加約7%;與焊接變截面的連續梁橋相比,采用LP 鋼板的鋼橋可減少鋼材24%,同時降低6 道焊縫數量,焊縫數量減少50%,而撓度僅增加12%[4]。塔桿結構類構建,如風力發電機柱、輸電塔、煙囪等,可利用縱向變厚度鋼板的厚度變化特性,將原先變截面桿件,直接成型為外徑相同桿件,加工制造更簡單[5]。
1.3 LP 鋼板行業標準制定情況
2019 年8 月30 日發布的《熱軋縱向變厚度鋼板標準》(GB/T 37800-2019),于2020 年7 月1 日實施。根據標準規定,LP 板有十種縱向變厚度的不同形狀類型,公稱厚度范圍為10mm~400mm;公稱寬度范圍為900mm~5200mm;公稱長度范圍為2000 mm~25000mm;最大厚度變化率為8mm/m(相當于斜率0.004);一般厚度變化率為0.0005~0.004 之間。最小厚度變化率為1mm/m。圖1 所示為縱向變厚度鋼板示意圖。

圖1 縱向變厚度鋼板(LP 鋼板)
據2020 年5 月《我的鋼鐵網》報道,預計在2021年由鞍鋼股份有限公司擬制定《船舶用熱軋縱向變厚度鋼板》、《橋梁用熱軋縱向變厚度鋼板》、《建筑結構用熱軋縱向變厚度鋼板》等三個團體標準。
2 LP 鋼板在風電塔筒行業的應用
2.1 傳統等厚鋼板塔筒制造
國內多數風電塔筒制造企業,采用等厚鋼板橫向卷制成型工藝生產塔筒,塔筒每節長度3m,多節塔筒通過環焊縫焊接成24m 長的塔筒,在風電安裝現場將24m 長的塔筒,采用法蘭連接方式組成完整的塔筒。典型生產工藝為:數控切割機下料—厚板開坡口—卷板機卷板成型—縱焊縫焊接—塔筒整圓—塔筒組對及環焊縫焊接—質量檢驗—噴砂防腐等流程。
當風力發電塔塔體高度達到100m 以上時,普通的焊接塔筒由于直徑增大、重量增大,使得塔筒的生產制造過程中鋼板的卷曲、防腐處理等工藝難度增大,運輸、安裝成本相應增加。2017 年4 月,天水鍛壓機床(集團)有限公司公開了《一種組合式風力發電塔塔體》發明專利。塔體由多節塔筒縱向連接而成,每節塔筒由數個異型型材組裝而成,異型型材易于生產成型,普通運輸工具即可完成運輸,在風力發電場現場對異型型材用高強度螺栓進行組裝,無需焊接,即可完成風力發電塔塔體的安裝,能節約生產、運輸成本。
2.2 LP 鋼板應用于風電塔筒的研究
國內較早研究LP 鋼板應用到風電塔筒的是北京建筑大學丁宇楠團隊,他們以83m 高風電機組塔筒為基礎,用LP 鋼板替代傳統等厚度鋼板制作風電塔筒,運用 ANSYS Workbench 平臺,對LP 鋼板塔筒和傳統等厚塔筒的靜力性能進行了比較。第一是塔筒模態分析,對比兩種塔筒的模態分析結果,二者前5 階模態振型相同,頻率相差在4.2%之內。第二是塔筒靜力分析,在極端陣風工況下的塔筒頂部極限荷載,LP 鋼板塔筒頂端位移1147mm,最大應力174.95MPa。等厚度塔筒頂端位移1113.3mm,最大應力182.51MPa,兩者位移極值相差3%,應力極值相差4.1%。第三是等厚度塔筒一共用鋼22.416m3,所用鋼材總重175.97t;LP 鋼板塔筒一共用鋼21.708m3,所用鋼材總重170.41t,采用LP 鋼板塔筒相比于等厚度塔筒,可節約3.16%的用鋼量,即節約鋼材5t。說明采用LP 鋼板制作風電機塔筒可以充分利用材料,改善塔筒受力性能,具有良好的應用前景[7]。
LP 鋼板在造船、橋梁建設、裝配式建筑等領域有一些研究與應用案例,主要涉及LP 鋼板材下料、焊接、受力分析等方面的研究。但是從加工路線、工藝參數、裝備選擇、生產過程控制等方面進行系統性研究,無論是理論還是工程試驗方面均未見報道。
3 LP 鋼板生產風電塔筒工藝試驗

圖3 國內第一根LP 鋼板錐形樣管
2020 年11 月,天水鍛壓機床(集團)有限公司、天水天力特種制管公司聯合試制了LP 鋼板錐形樣管。采用制管成型機折彎成型兩半圓的方法,在國內首次生產出了LP 鋼板錐形樣管(圖2、3)。樣管技術參數:大端管徑?1424mm、壁厚29mm,小端管徑?1172mm、厚度23mm,鋼管錐度1.2°,長度12m。
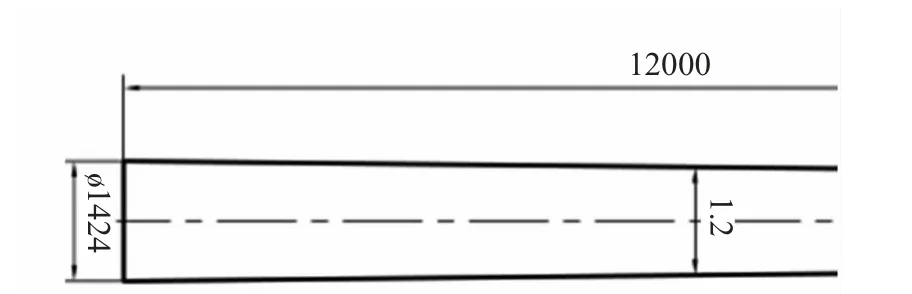
圖2 國內第一根LP 鋼板錐形樣管尺寸
2021 年7 月,天水鍛壓機床(集團)有限公司與天水天力特種制管公司,再次試制了兩節LP 鋼板風電塔筒(表1)。工藝流程是:將LP 鋼板下料為扇形板—銑邊—預彎—成型機成型1/4 圓弧板—1/4 圓弧板拼焊成1/2 半圓弧板—1/2 半圓弧板拼焊成整圓(圖4、5)。關鍵生產設備是數控銑邊機、數控預彎機、數控成型機等。
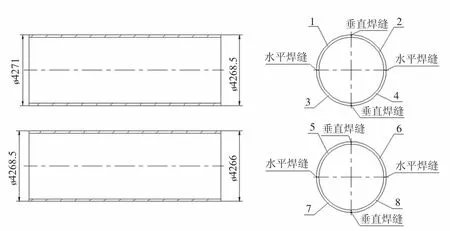
圖4 管塔拼焊方案圖
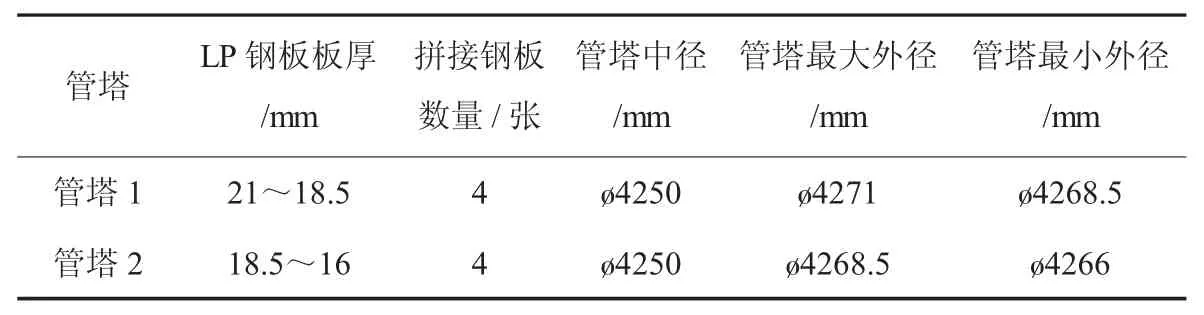
表1 兩節塔筒參數
3.1 直縫埋弧焊管生產線簡介
直縫埋弧焊管生產線在國內已經有二十幾年的歷史,從最初的生產工藝及裝備全部依賴進口,到全面國產化,無論從生產線理論研究、全線生產工藝及裝備研發、制造、全線自動控制系統集成、用戶使用、維修等方面技術,均達到了比較高的水平。直縫埋弧焊管生產線按功能劃分為六大區域,實現鋼板到合格鋼管生產全流程。六大區域包括:成型工段區(設備有平板探傷機、銑邊機、預彎機、成型機、預焊機);內焊工段區;外焊工段區;焊縫檢驗、補焊工段區;倒棱、水壓試驗工段區;成品檢驗等工段區[8]。LP 鋼板風電塔筒工藝試驗,借鑒了直縫埋弧焊鋼管生產線成型工段區工藝流程。
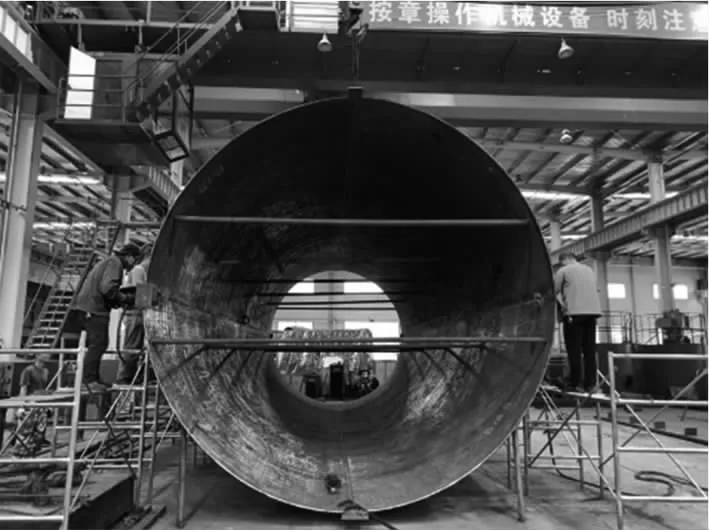
圖5 國內第一節LP 鋼板風電塔筒
3.2 LP 鋼板銑邊工序
與等厚、等寬鋼板銑邊工藝相比,加工LP 鋼板有兩個關鍵點:①縱向變厚度問題,解決辦法為通過調整銑邊機送料車工作臺高度差,使LP 鋼板縱向板厚中性層與銑邊機刀盤坡口中心線重合,銑邊完成后,坡口鈍邊高度不變,斜邊高度隨LP 鋼板厚發生變化,是鋼板厚度變化量的1/2(圖6);②LP 鋼板扇形斜邊加工問題,解決辦法是通過將銑頭單元進給軸點位控制模式,改造為數控連續控制模式,銑邊時送料車控制軸與銑頭進給軸進行插補運算控制,實現LP 鋼板扇形斜邊加工。
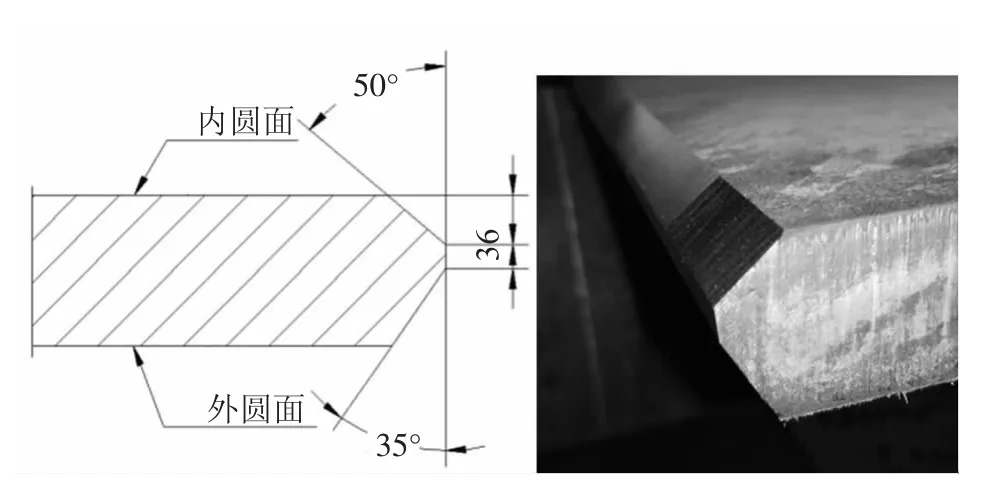
圖6 LP 鋼板銑邊后坡口
3.3 LP 鋼板預彎工序
預彎機解決成型過程中鋼板縱向板邊直邊無法成型問題,能有效解決合縫與圓弧拼焊錯邊問題。與等厚、等寬鋼板預彎工藝相比,加工LP 鋼板有兩個關鍵點:①縱向變厚度問題。數控預彎機采用縱向步進送料,分段預彎方式工作,預彎機主機為下模下動式雙油缸驅動,電液比例控制,兩油缸分別由兩個數控軸(Y1、Y2)控制,在步進式預彎過程中,隨LP 鋼板縱向厚度的變化,自動調整Y1、Y2 目標值,就能實現對LP 鋼板縱向變厚度的控制,實現預彎;②LP 鋼板扇形斜邊預彎問題,預彎過程是左、右兩臺預彎主機同步運行完成預彎,兩臺預彎機下模與鋼板長度方向中心線平行,將預彎機下模移動機構,升級改造為能自動調整斜度機構,工作時將下模的斜度調整到與LP 鋼板扇形斜邊平行,就能實現LP 鋼板全自動預彎。LP 鋼板預彎后形狀如圖7 所示。

圖7 LP 鋼板預彎后的形狀
3.4 LP 鋼板成型工序
近年來液壓板料折彎機向大噸位、多缸、超長度方向發展,由大型折彎機派生出一種專門生產各種管道的重型數控制管成形機,其公稱壓力從10000kN~100000kN,加工長度從8m~18m,能加工縱向單焊縫?1626mm、厚度60mm 的鋼管。與等厚、等寬鋼板成型過程相比,加工LP 鋼板有三個關鍵點:①縱向變厚度問題,數控制管成型機滑塊分別由左、右油缸驅動,兩油缸為數控控制(Y1、Y2),能實現速度、位置、壓力控制。成型時只要根據LP 板縱向厚度的變化量,調整Y1、Y2 目標值,就能實現成型;②LP鋼板塔筒錐度成型問題,根據折彎理論折彎角度的大小由下模開口和滑塊下壓位置兩個參數決定,其一是將下模開口調節成與塔筒相同的錐度實現,其二是通過調整Y1、Y2 目標值實現;③LP 鋼板扇形斜邊自動送料問題,制管成型機采用前、后各兩個伺服軸送料(X1~X4 軸),能實現斜邊定位送料。在制管成型機上加工LP 鋼板圓弧板,現有設備的功能完全能夠滿足需求。如圖8、9 所示。

圖8 LP 鋼板成型1/4 圓弧板

圖9 LP 鋼板1/4 圓弧成品
如果需要進一步提高LP 鋼板的成型質量,從成型設備技術改造升級著手,其中包括下模自動開口和自動多點撓度補償技術研究、結構實現以及自動控制技術應用。讓下模開口自動調節到更接近理論成形圓管的曲率理論值。多點補償使鋼管管坯直線度更接近理論圓管的直線度理論值,目前國內、外同類高端裝備已經應用了這些功能。
3.5 LP 塔筒拼焊設備
風電塔筒為圓柱、圓錐、結構特點,主要焊縫包括單節筒體縱向對接的縱縫、相鄰筒體間圓周方向對接的環縫、法蘭與筒體間圓周方向對接焊縫等[10]。與直縫埋弧焊管生產線對整根鋼管預焊、內焊、外焊相比,LP 鋼板拼焊無法完全借鑒直縫埋弧焊管生產線焊接工段區的裝備與工藝方法。
由于LP 鋼板縱向變厚度,以及錐形風電塔筒直徑大的特點,根據LP 板最大寬度5200mm 的實際,先將LP 鋼板進行縱向成型為半圓弧板、1/3 圓弧板或1/4 圓弧板,再拼焊成塔筒是優選工藝方案。有兩種工藝途徑:①采用傳統簡單工裝,配合天車起吊的方式完成塔筒拼焊工序,這種方法投資少,工藝成熟,但效率低,質量控制難度大,目前國內風電塔筒生產廠家廣泛采用這種工藝方法;②借鑒直縫埋弧焊管生產線內、外焊工段區思路,從提高生產效率,提高生產線自動化程度的角度思考,研發新型塔筒拼焊設備(圖10)。
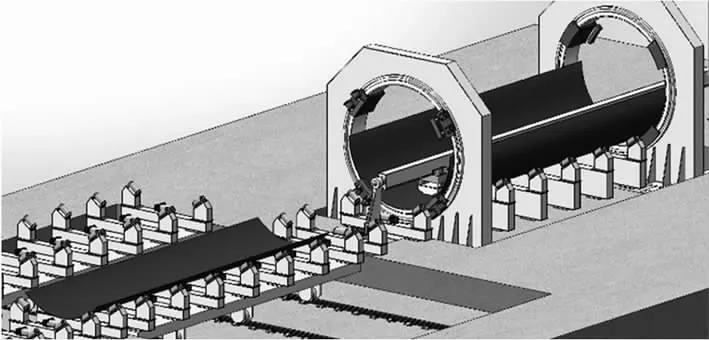
圖10 新型LP 鋼板塔筒拼焊設備
3.6 LP 圓弧鋼板與塔筒輸送輔連設備
這次驗證重點在LP 鋼板風電塔筒成型工藝方面,無論LP 鋼板、圓弧板、塔筒成品的轉運完全依靠天車。要實現LP 鋼板塔筒生產線批量化生產,LP 圓弧鋼板與塔筒的輔連輸送設備、旋轉設備是組成生產線的必備設備。用輔連設備(圖11)將各主機裝備連接成線,用輔連設備將成型工段區與拼焊工段區連線,為LP 鋼板風電塔筒生產線實現自動化,信息化乃至智能化提供設備級基礎保證。
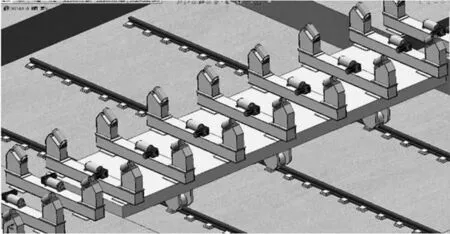
圖11 新型LP 鋼板塔筒輔連設備
4 船用卷板機卷制LP 鋼板
采用船用卷板機進行LP 鋼板卷制成型是另一種成型工藝方法。
4.1 船用卷板機與應用
我國船用卷板機技術比較成熟,現已形成多系列多規格產品,厚度范圍從18mm~40mm,寬度范圍從8000mm~21000mm,為造船業提供了良好的技術裝備。數控船用卷板機與普通三輥或四輥卷板機相比,主要是上輥撓度補償機構,上輥撓度在線檢測、自動補償是大型數控船用卷板機精度保證的關鍵[11]。由于船體外板大多為變曲率板件,對變曲率的板材,進行分段定曲率加工。板材的成形曲率半徑從一邊開始由大到小變化,或者兩邊較大中間較小兩種。板料滾彎加工時,第一次將整塊板加工到最大成形半徑,第二次再輥彎還未達到曲率的部分,依此類推。上輥下降值d 和成形曲率半徑之間的關系為d=aRb來計算,其中a、b 為與卷板機幾何尺寸、板材規格、材質等有關的系數[12]。
4.2 船用卷板機加工風電塔筒
隨著海上風電機組級別增大,塔筒鋼板厚度設計也在增大,尤其是在塔筒基礎環和筒體下段部位,鋼板厚度多為30mm~40mm 之間,材質一般根據風場環境不同,分別選擇Q345C、Q345D 和Q345E13。高度一般為60m~90m,底部直徑約4m~6.2m。目前國內采用船用卷板機生產等厚塔筒,其圓度一般為8mm,生產效率一般為90min 生產一節塔筒,卷制筒體錯邊嚴重,卷制精度最好的水平才達到±8mm,工件一次成型率不足30%。國外采用船用卷板機生產塔筒,其圓度能達到±4mm,生產效率達到50min一節塔筒[13]。如圖12 所示。

圖12 船用卷板機卷制的船板
由于風電塔筒無論是通過半圓弧、1/3 圓弧或1/4 圓弧拼接成塔筒,其曲率是一致,比加工船體外板的工藝相對簡單。LP 鋼板的縱向變厚度,和錐形塔筒自身的斜率變化,與等厚、等寬鋼板卷制過程相比,卷制LP 鋼板有兩個關鍵點:①LP 縱向厚度的變化,可以通過調整上輥(Y1、Y2 軸)下壓高差與壓下量來實現。當卷制的工件在全長范圍內出現曲率不一致時,根據曲率變化量,通過電液推桿調整斜鐵位置,補償上梁和床身的變形,實現上輥撓度自動補償,使卷制工件曲率一致;②錐體兩端的展開長度不同且坯料成扇形,故各端的軸向彎曲程度和曲率半徑將依次由大到小變化,在滾彎圓錐形圓弧板時,實行分段滾彎,使兩端的彎曲長度差減小,可以近似于圓筒的滾彎[14]。第三是理論上采用與管塔錐度一致的錐形輥也是一種方案,但是在工程應用中由于成本,規格更換等原因,作為通用設備使用,有一定的局限性。
4.3 船用卷板機直邊與預彎
在工程實踐上船用卷板機直邊長度是3.5 倍的被加工鋼板的厚度。LP 鋼板直邊問題可以通過兩種途徑解決,第一種途徑是采用預彎機預彎方式,這種方式在石油輸氣鋼管制造行業是一種典型工藝,生產效率高,自動化程度高,在線生產。另一種是在船用卷板機上下輥之間加裝分段預彎模具,需要的預彎力會增大,可預彎厚度降檔,適合投資少,對生產效率要求不高的應用場合。
4.4 船用卷板機自動送料系統
一套完整的卷板機送料系統包括機械部分的進料、送料、托料、卸料機構,液壓與氣動系統,自動控制系統等,配合主機滾彎成型。從卷板機自動送料技術發展現狀來看,目前國內大部分研究均是關于卷板機單機,極少牽涉到整線設備。在卷板機自動送料的關鍵技術方面,中國與日本以及歐美等發達國家還是存在一定的差距[15]。國外的卷板機也是通過將卷板機與自動送料設備結合在一起組成自動加工單元,通過送料平臺水平送料,并設有自動裝卸系統[16]。國內卷板機自動送料技術還需要用戶、生產企業、科研院所的共同努力。
5 兩種成型裝備的比較
對制管成型機與船用卷板機性能進行比較。如表2 所示。
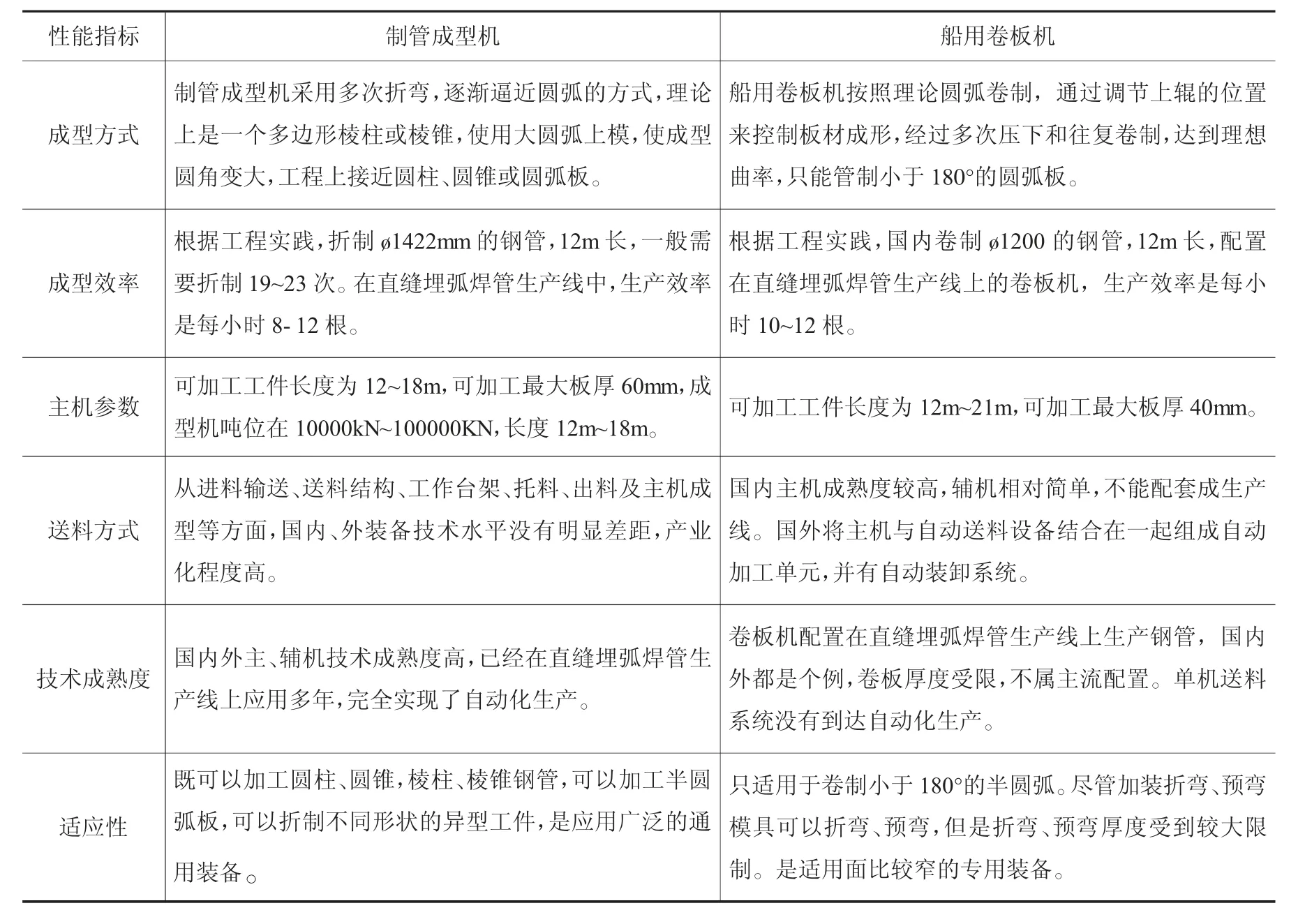
表2 制管成型機與船用卷板機性能比較
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
