汽輪機振動波動故障RCA根原因分析
2021-09-10 18:44:50白曉磊
油氣·石油與天然氣科學 2021年6期
關鍵詞:汽輪機
白曉磊
摘要:RCA根原因分析法是一個結構化的分析問題、解決問題的工具,旨在定位問題根本原因并最終使問題得到解決。本文通過RCA根原因分析法對解吸氣壓縮機組汽輪機振動波動故障進行了深入分析,列出所有可能導致振動波動的原因并逐項分析排除,最終找出故障的根本原因,從而有針對性的提出了解決措施。
關鍵詞:汽輪機 振動波動 RCA
大慶煉化公司50000Nm3/h煉廠混合氣氫提濃(PSA)裝置是60萬噸/年柴油加氫改質裝置的配套裝置。解吸氣壓縮機K401主要作用是把PSA裝置解吸氣通過壓縮機輸送到瓦斯管網。該機組為PSA裝置的關鍵設備,一旦發生故障將影響PSA裝置正常生產。
該機組汽輪機采用的是由杭州汽輪機廠生產的型號為NG/32/25/0的背壓式汽輪機,并于2019年8月由杭汽進行了擴容改造。
解吸氣壓縮機K401汽輪機軸系振動自2020年8月10日起多次出現振動大幅度波動,各點振動均有明顯上升,其中9月3日波動時四點振動全部超過報警值,每次波動后均在數分鐘后恢復。
在S8000在線監測診斷平臺查振動波動前后頻譜結構沒有發生變化,以1倍頻為主,但是1倍頻能量有升高,振動回落后1倍頻能量也恢復。
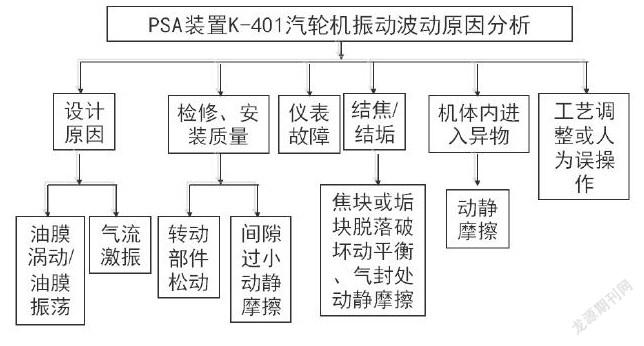
現按照RCA根原因分析法列樹狀圖對故障原因進行初步分析:
針對以上可能原因逐項進行分析:
1、通過振動趨勢可以看出四點振動均有波動,且不是陡升陡降的趨勢,同時從各測點GAP電壓來看,均在-9.2~-9.3V,且經儀表復查,壓縮機振動上漲的過程中儀表信號均正常有效,排除儀表故障原因。
2、查汽輪機振動波動時機組各運行參數情況:
(1)汽輪機或壓縮機振動波動時,經查記錄及歷史曲線圖,工藝未作調整,壓力、溫度、流量及轉速均未發生大幅變化,排除工藝波動的可能性;且機組未進行操作調整,不存在人為誤操作的情況;
(2)油膜渦動和油膜振蕩發生時的現象為隨轉速的升高,渦動頻率始終保持轉速一半的頻率,也稱半速渦動,當轉速持續上升到一階臨界轉速的2倍時,渦動頻率與一階臨界轉速重合,產生強烈振蕩也就是油膜振蕩,此后轉速繼續上升也將繼續保持一階臨界轉速的渦動頻率,不再發生變化。但汽輪機振動波動時,轉速穩定,潤滑油壓穩定,特征頻譜為1倍轉頻,特征頻譜不符合油膜渦動或油膜振蕩故障特征,排除油膜渦動或油膜振蕩原因。
(3)如氣流激振發生時,密封及間隙動力失穩對機器工作的壓力及負荷變化很敏感,當負荷和壓力達到某一閾值時,突然失穩,發生強烈振動,同時特征頻譜體現為﹤0.5×的次諧波(1)。但K401汽輪機振動波動時,機組負荷穩定,轉速穩定,且特征頻譜不符合氣流激振故障特征,排除氣流激振。
3、汽輪機拆檢情況:
(1)檢查汽輪機各部位間隙,不存在間隙超差的情況。
(2)檢查汽輪機各轉動部件,不存在松動情況。
(3)檢查汽輪機轉子和軸承箱油封等部位,均未見明顯結垢或結焦情況。
(4)汽輪機蒸汽室、導葉持環及轉子存在多處氣封片斷裂、脫落、歪斜及摩擦痕跡。
(5)汽輪機速關閥前過濾器外部及過濾網上有碎裂的纏繞墊鋼帶和焊渣等異物。
結合以上情況分析汽輪機振動波動原因為:
蒸汽內細小雜質穿過汽輪機入口過濾器,在高速氣流下打壞氣封片,雜質與脫落的氣封片卡在氣封處,產生了動靜摩擦,導致振動波動,當雜質與脫落的汽封片進入到蒸汽管道時,汽輪機的振動逐漸恢復正常狀態。
因該動靜摩擦主要是局部輕度徑向摩擦和軸向摩擦,所以在頻譜中特征頻率依然以1×頻率變化為主,同時摩擦部位與軸振動探頭距離較遠,難以監測到1/n×的頻率,這也符合波動時的頻譜變化。
根原因確定:
綜上所述,引起此次K-401汽輪機振動波動的原因如下:
(一)直接原因
蒸汽內細小雜質穿過汽輪機入口過濾器,在高速氣流下打壞氣封片,雜質與損壞的氣封片卡在氣封處,產生了動靜摩擦,導致振動波動。
(二)間接原因
中壓蒸汽管道內存在雜質。
(三)管理原因
1、中壓蒸汽管道施工過程中質量管控不嚴格,未對施工后的管道進行檢查,導致焊渣及碎裂的纏繞墊片鋼帶進入管道。
整改措施:
1、要求公司所有中壓蒸汽管道施工時要加強質量控制,防止焊渣等雜物進入管道。
2、每次汽輪機檢修時,打開清理入口過濾器
結論:通過RCA根原因分析,真正找到了汽輪機振動波動的根本原因,提出的有針對性的整改措施可以有效解決該汽輪機振動波動的問題,自本次檢修后汽輪機未再次出現振動波動,問題得到圓滿解決。
參考文獻:
(1)旋轉機械故障診斷實用技術 中國石化出版社 楊國安編著
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40