球面輪廓精度補(bǔ)償方法
2021-09-10 05:12:04潘秀胡興敏
內(nèi)燃機(jī)與配件 2021年15期
潘秀 胡興敏
摘要:球面數(shù)控車削在數(shù)控加工中為常見(jiàn)的一類加工內(nèi)容,數(shù)控加工設(shè)備應(yīng)用多軸聯(lián)動(dòng)插補(bǔ)技術(shù)可較好的完成各種型狀面型輪廊的加工,面型輪廊精度除與設(shè)備補(bǔ)償精度、所用刀具有關(guān)外,還與刀尖圓角補(bǔ)償與補(bǔ)償方法有關(guān)。本文針對(duì)高精度球體輪廓精度保證方面,通過(guò)分析和應(yīng)用刀尖圓角補(bǔ)償,提出有效的保證球體輪廓精度方法,供大家借鑒。
Abstract: Spherical CNC turning is a common type of processing content in CNC machining, CNC machining equipment using multi-axis interpolation technology can be better to complete the machining of all kinds of shaped surface wheel, surface wheel accuracy is not only related to the equipment compensation accuracy, the tool used, but also related to the tool tip fillet compensation and compensation methods. Based on the analysis and application of tool tip fillet compensation, this paper puts forward an effective method to guarantee the precision of the sphere contour, which can be used for reference.
關(guān)鍵詞: 球面;輪廊精度;刀尖圓角半徑
Key words: spherical wheel;gallery accuracy;tool tip fillet radius
中圖分類號(hào):TG519.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號(hào):1674-957X(2021)15-0101-02
0? 引言
在數(shù)控精密車削加工過(guò)程中,球面加工的現(xiàn)象十分普遍,對(duì)于球面精度不是很高的零件,在數(shù)控車床上加工,低于IT8級(jí)精度的球面一般都能保證,而高于IT7級(jí)的球面精度保證越來(lái)越困難,主要表現(xiàn)在球面輪廓存在中間大兩頭小的“短鼓形”及兩頭大中間小的“長(zhǎng)鼓形”兩種形狀,對(duì)于這種現(xiàn)象除了與機(jī)床兩軸插補(bǔ)償精度及正反向間隙誤差有關(guān)之外,還與刀尖圓角半徑有關(guān),如果機(jī)床無(wú)刀尖圓角半徑補(bǔ)償,則球面輪廊精度完全依靠刀尖形狀保證,無(wú)法調(diào)整,如果機(jī)床具備刀尖圓角半徑補(bǔ)償功能,則可以通過(guò)微調(diào)刀尖半徑補(bǔ)償值,調(diào)整球面的輪廓精度的“短鼓形”和“長(zhǎng)鼓形”現(xiàn)象,本文就該現(xiàn)象,探討高精度球面數(shù)控車削加工過(guò)程中如何調(diào)整輪廓精度的方法進(jìn)行探討。
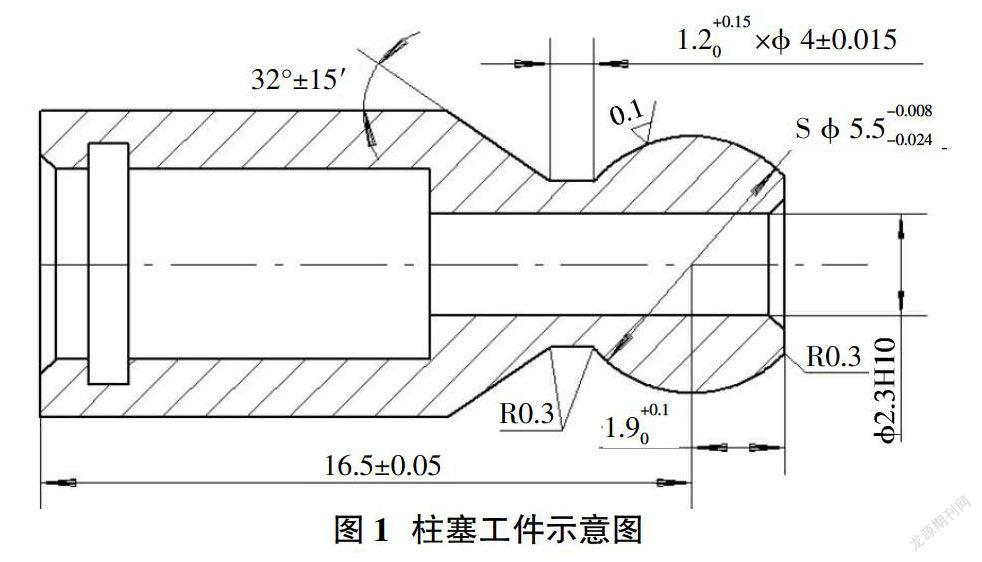
以帶球面的柱塞為例,其結(jié)構(gòu)如圖1所示,該工件材料為CrWMn,熱處理到28-32HRC調(diào)質(zhì)硬度,球面尺寸為SΦ5.5,為后續(xù)拋光保證表面粗糙度,去除淬火后微量變形,工藝內(nèi)控尺寸調(diào)整為SΦ5.5,尺寸公差僅為0.01,難度增大。
1? 球面輪廓的加工原理
本次工件加工采用具備刀尖圓角半徑補(bǔ)償功能的高精度數(shù)控車床設(shè)備,系統(tǒng)為西門子840D、XZ兩軸雙聯(lián)動(dòng)全閉環(huán)控制,機(jī)床定位精度0.003mm,重復(fù)定位精度0.0015mm,機(jī)床精度能滿足該工件球面的加工要求。數(shù)控車床上球面加工是通過(guò)機(jī)床X和Z兩軸聯(lián)動(dòng),按程序規(guī)定的加工軌跡插補(bǔ)運(yùn)動(dòng)出來(lái)的,其精度與加工設(shè)備主軸跳動(dòng)精度、加工工件圓度、XZ軸動(dòng)態(tài)精度、刀具、工件材料等有關(guān),機(jī)床精度越高,刀具選擇越合理,工件材料材質(zhì)越均勻加工性越好,工件加工尺寸精度就越容易保證。
2? 刀具要求
球面車削加工過(guò)程中,需根據(jù)球面的形狀選擇不同的刀具形狀。在刀尖角選擇上,對(duì)于半球球面,可以使用90°刀尖角的端面車刀車削,對(duì)于過(guò)半徑的球面,需要使用35°刀尖角刀具進(jìn)行加工,避免后角干涉;在刀片選擇上,現(xiàn)在一般選擇采購(gòu)的成型刀片,采用修磨過(guò)的正前角帶涂層的硬質(zhì)合金刀片,刀尖圓角選擇R0.2。冷卻潤(rùn)滑采用動(dòng)物油或切削油,提高刀具耐用度。
在球面的加工中,無(wú)論是車削用的成型刀片或是操作者手工刃磨刀具,都需要有刀尖圓角,目的是增加刀具的耐用性,對(duì)于成品的車刀片,刀尖圓角經(jīng)過(guò)制造廠家的數(shù)據(jù)刃具磨床刃磨,其圓角半徑、形狀圓度為標(biāo)準(zhǔn)尺寸,精度高,而經(jīng)過(guò)操作者手工刃磨的刀具,刀尖圓角標(biāo)準(zhǔn)性差,放大情況下形狀不規(guī)整,形成各種角度的單角度和復(fù)合角度。而現(xiàn)實(shí)生產(chǎn)中,為提高刀具鋒利程度,以及受操作者加工習(xí)慣,仍存在操作者使用手工刃磨刀具的情況。
3? 幾種刀尖圓角補(bǔ)償情況的球面輪廓曲線
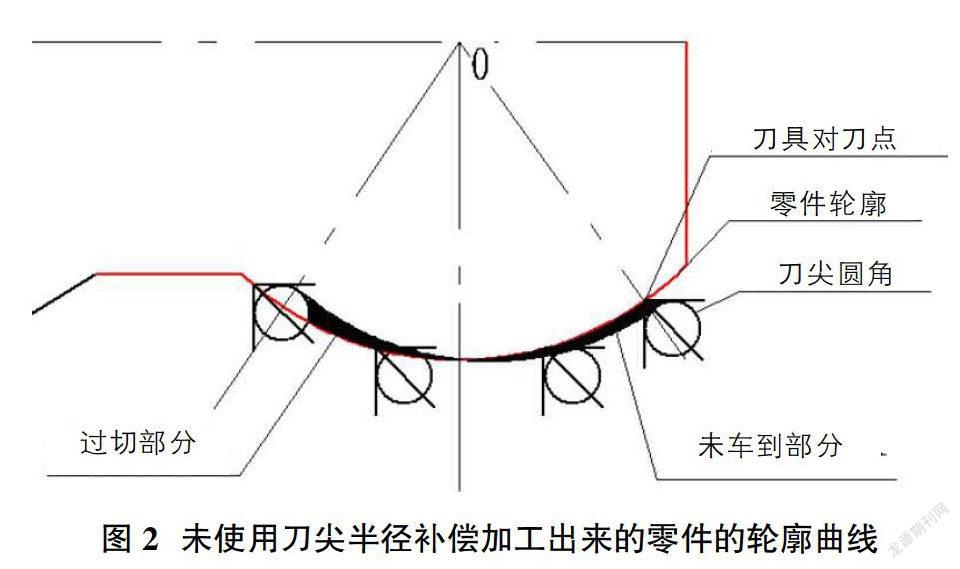
3.1 未使用刀尖半徑補(bǔ)償
未使用刀尖半徑補(bǔ)償,表現(xiàn)為刀尖的對(duì)刀點(diǎn)在1/4圓的45度方向上,零件輪廓曲線就是刀尖對(duì)刀點(diǎn)的運(yùn)動(dòng)軌跡,從圖2可看出,由于存在刀尖圓角,在零件輪廓加工出來(lái)后會(huì)產(chǎn)生輪廓過(guò)切和未加工出來(lái)的現(xiàn)象,由于刀尖圓角或手工刃磨的微型倒角固有存在現(xiàn)象,車削出來(lái)的球面輪廓會(huì)形成兩側(cè)過(guò)切,中間大的現(xiàn)象,輪廓曲線的精度無(wú)法較好保證。
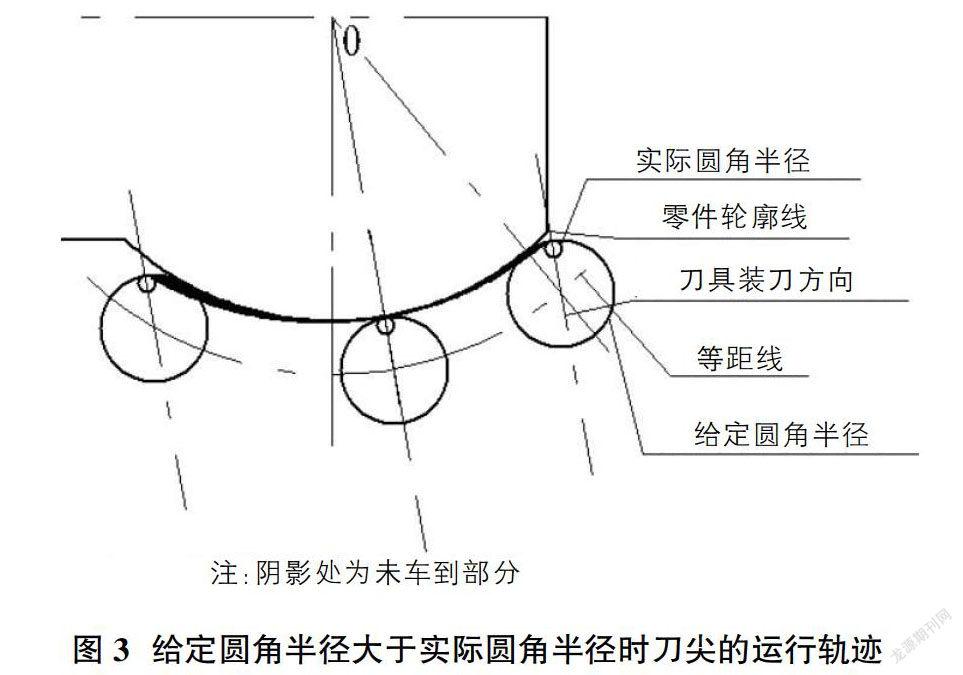
3.2 刀尖半徑補(bǔ)償對(duì)球體輪廓精度的影響線
使用刀尖圓角半徑補(bǔ)償時(shí),球面輪廓形狀會(huì)發(fā)生變化。首先刀尖半徑補(bǔ)償在數(shù)控車床上是用G41、G42和G40來(lái)實(shí)現(xiàn),同時(shí)在刀具參數(shù)表里要輸入刀尖的圓角半徑。如圖3所示,當(dāng)使用刀尖半徑補(bǔ)償后,刀尖將在以刀尖圓角的中心點(diǎn)連線上沿著圓弧方向運(yùn)動(dòng),中心點(diǎn)連線是以圓弧方向?yàn)樾螤睢⒁缘都獍霃綖槠凭嚯x的等距線。當(dāng)所給的刀尖圓角半徑與實(shí)際的刀尖圓角半徑相等時(shí),刀尖圓角與零件輪廓接觸的每個(gè)點(diǎn)均為相切點(diǎn),因此加工出來(lái)的實(shí)際輪廓線與給定的輪廓線最為接近,圓弧輪廓精度的最高;而圖3中,當(dāng)實(shí)際的刀尖圓角半徑小于給定的刀尖圓角時(shí),只有過(guò)零件輪廓中心點(diǎn)的刀具裝刀方向線與輪廓相交的點(diǎn)是切點(diǎn),其余的點(diǎn)均不是切點(diǎn),這些點(diǎn)偏離給定輪廓線,使加工出來(lái)的球面產(chǎn)生中間小兩頭大的“長(zhǎng)鼓形”現(xiàn)象。
同樣,圖4中,當(dāng)實(shí)際的刀尖圓角半徑大于給定的刀尖圓角時(shí),刀尖沿給定的零件圓弧軌跡行進(jìn)中產(chǎn)生零件被過(guò)切的現(xiàn)象,使球面產(chǎn)生中間大兩頭小的“短鼓形”現(xiàn)象。
3.3 調(diào)整方法及應(yīng)用
經(jīng)過(guò)圖2-圖4分析,了解了刀具圓角半徑影響車削球面精度的規(guī)律后,即可在機(jī)床刀具表的刀具半徑補(bǔ)償中適當(dāng)?shù)匚⒄{(diào)刀尖圓角半徑,使之趨近實(shí)際刀尖圓角半徑,加工的輪廓曲線就越接近于理想的輪廓曲線,輪廓精度就越高,但前提是必須在程序中使用G41、G42和G40指令,調(diào)用刀尖圓角半徑補(bǔ)償功能,才能形成實(shí)現(xiàn)刀尖圓角與實(shí)際工件球面輪廓相接,形成等距線,且不斷微調(diào)刀具圓角半徑時(shí),等距線偏移量才會(huì)改變,刀具圓角半徑補(bǔ)償才會(huì)真正起作用,輪廓曲線形狀才能發(fā)生變化。
加工實(shí)踐中,工件球面輪廓車削后,通過(guò)使用細(xì)桿的外徑千分尺,測(cè)量并確認(rèn)球面形狀的“短鼓形”和“長(zhǎng)鼓形”,即球面為中間大兩邊小或是中間小兩頭大,并獲得變化量,然后根據(jù)變化量初步判定刀尖圓角半徑微調(diào)量及調(diào)整方向,通過(guò)幾次微調(diào)后,工件球面輪廓精度將會(huì)達(dá)到理想值,當(dāng)然,熟練后微調(diào)次數(shù)會(huì)更少。
4? 結(jié)束語(yǔ)
本文針對(duì)球面輪廓車削精度如何更好保證精度的問(wèn)題,采取微調(diào)刀尖圓角半徑補(bǔ)償量來(lái)調(diào)整球面精度的方法,取得切實(shí)效果并應(yīng)用于生產(chǎn)實(shí)踐。當(dāng)然刀尖圓角半徑補(bǔ)償微調(diào)的方法也可以適用于其它曲面、外圓、內(nèi)孔等的尺寸調(diào)整,但外圓、內(nèi)孔、端面等簡(jiǎn)單單方向的尺寸調(diào)整還有更直接的方法進(jìn)行,如直接調(diào)整刀具X、Z方向刀補(bǔ)值,尺寸變化更直觀。
參考文獻(xiàn):
[1]孟少農(nóng)主編.機(jī)械加工手冊(cè)(第2卷)[M].機(jī)械工業(yè)出版社,1991.
[2]仇谷烽,郭培基,懈濱,楊曉飛,王毅.接觸式非球面輪廓測(cè)量的數(shù)據(jù)處理模型[J].光學(xué)精密工程,2007(04).
[3]孫艷玲,謝鐵邦.基于垂直方向位移掃描的接觸式表面形貌儀[J].自動(dòng)化儀表,2006(07).
[4]喬玉晶,呂寧.非球面及非球面測(cè)量技術(shù)[J].哈爾濱商業(yè)大學(xué)學(xué)報(bào)(自然科學(xué)版),2005(03).
[5]徐麗麗,白萬(wàn)民.接觸式測(cè)頭測(cè)量中測(cè)頭半徑補(bǔ)償?shù)难芯縖J].機(jī)械工程與自動(dòng)化,2006(06).