金剛石圓盤鋸石機荒料鋸切過程的能耗預測
2021-09-10 07:22:44欒利強白碩瑋王繼榮王秋燕劉婷林潤澤
青島大學學報(自然科學版) 2021年1期
欒利強 白碩瑋 王繼榮 王秋燕 劉婷 林潤澤

摘要:為了精確測量金剛石圓盤鋸石機鋸切加工過程中的功率和能耗,以石材荒料鋸切為研究過程,建立了金剛石圓盤鋸石機鋸切加工過程的能耗預測模型。通過荒料鋸切加工實驗,采集荒料鋸切加工過程中的功率數據,以鋸切參數作為模型的基本變量,經過數據擬合得到功率能耗模型的系數,建立了基于鋸切參數的功率和能耗模型。研究結果表明,建立的能耗預測模型充分考慮了鋸切參數對加工過程中功率和能耗的影響,能夠表達變材料去除率加工過程中的功率特性,準確預測整個鋸切過程的功率和能耗情況,為選擇最節能的石材荒料鋸切加工方案提供依據。
關鍵詞:石材加工;石材荒料鋸切;材料去除率;功率;能耗模型
中圖分類號:TH12;TH16
文獻標志碼:A
文章編號:1006-1037(2021)01-0046-08
基金項目:
國家自然科學基金(批準號:71701109,51705269)資助;山東省自然科學基金(批準號:ZR2017BG003)資助。
通信作者:白碩瑋,男,博士,副教授,主要研究方向為綠色制造與清潔生產技術、石材加工工藝技術與裝備。E-mail: baishuowei1@163.com
石材行業是一個重污染、高能耗的產業,石材加工消耗了大量的能源,對環境造成巨大的壓力,是天然石材儲量豐富地區能源消耗和碳排放的主要來源之一[1-3]。目前,石材行業通過開發新型清潔設備和加工工具實現節能減排;同時構建綠色制造體系和工藝方案,發展節能減排優化技術[4-5]。根據材料去除率(MRR)的特點,石材加工可分為恒材料去除率(C-MRR)過程和變材料去除率(V-MRR)過程。C-MRR是指加工過程中所有加工參數都保持不變的過程;V-MRR是指加工過程中至少有一個加工參數發生變化的過程[6]。Gutowski等[7-11]通過大量實驗指出切削功率與MRR是一種線性關系,表明切削功率主要受MRR的影響,以及總功率、空轉功率和切削功率之間的關系。在基于MRR構建的能耗模型中,MRR被視為單一變量,MRR的變化本質是鋸切參數隨時間的改變。李遠等[12-17]研究了鋸切功率與鋸切參數之間的關系,所建模型主要集中于C-MRR過程,無法精確表達V-MRR過程的功率變化特性。降低和優化石材加工能耗首先要分析鋸切參數對石材加工功率和能耗的影響[18]。基于鋸切參數的功率和能耗預測模型是開展石材加工節能優化的前提條件,一個精確的能耗預測模型可以實現石材加工早期階段的能耗預測,從而制定高效節能的加工方案[19]。本文以金剛石圓盤鋸石機荒料鋸切為例,建立了石材加工過程的功率和能耗模型,準確地顯示了V-MRR過程的功率特性,計算V-MRR加工過程功率和能耗,以及預測整個加工過程的能耗,從而選擇最優的加工方案進行石材加工,對石材行業推進節能減排和石材企業節能增效具有重要的意義。
1 面向V-MRR石材加工過程的能耗建模方法
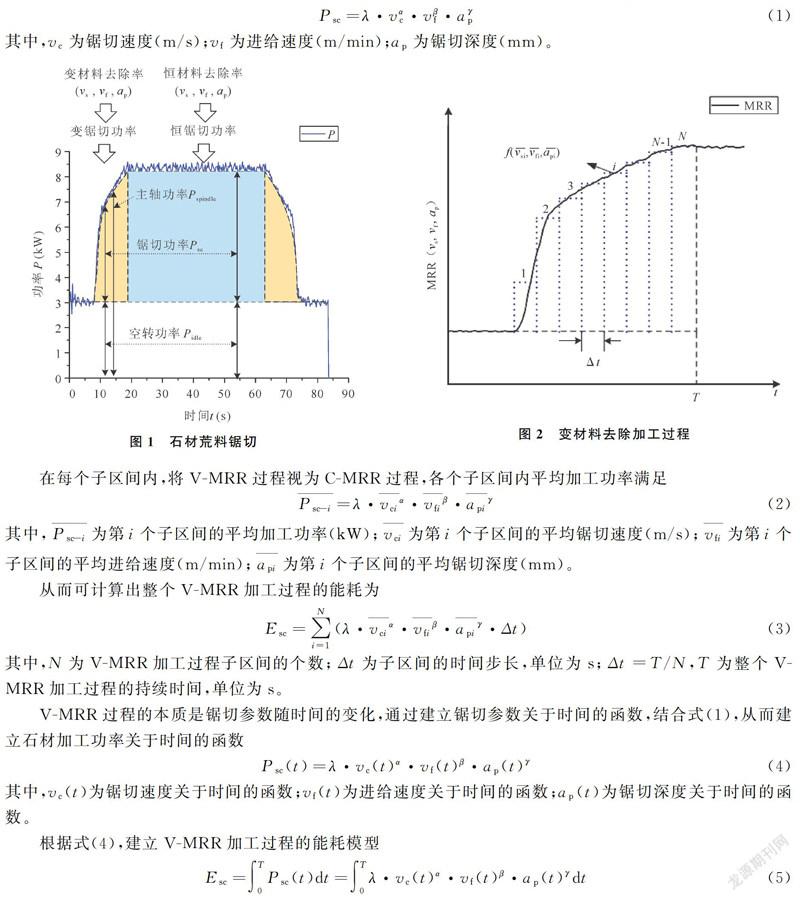
典型的石材鋸切加工工藝功率分布如圖1所示。理解石材加工過程中功率的分布特點是建立石材加工過程能耗模型的關鍵,C-MRR過程的功率和能耗易于建模預測,V-MRR加工過程中的功率和能耗特性比C-MRR過程復雜,建模困難。由圖1,鋸切過程中的主軸功率(Pspindle)包括空轉功率(Pidle)和鋸切功率(Psc)兩部分,鋸切功率是導致C-MRR和V-MRR加工過程功率和能耗差異的主要因素[20]。
1.1 基于加工參數的能耗建模
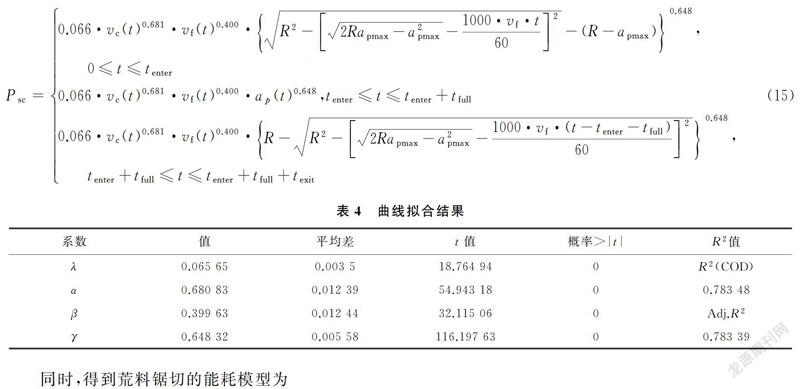
如圖2所示,將V-MRR過程分解為N個子區間,研究每個子區間的功率和能耗。當N值足夠大時,各子區間的鋸切參數變化很小,各鋸切參數的實際值可以用各子區間對應參數的平均值來代替。因此每個子區間都可以視為C-MRR過程,N值越大,每個子區間越接近于C-MRR加工過程。基于功率與鋸切參數之間的關系,建立了石材加工功率與鋸切參數(鋸切速度vc,進給速度vf,鋸切深度ap)之間的函數模型
其中,vc為鋸切速度(m/s);vf為進給速度(m/min);ap為鋸切深度(mm)。
在每個子區間內,將V-MRR過程視為C-MRR過程,各個子區間內平均加工功率滿足
其中,Psc-i為第i個子區間的平均加工功率(kW);vci為第i個子區間的平均鋸切速度(m/s);vfi為第i個子區間的平均進給速度(m/min);api為第i個子區間的平均鋸切深度(mm)。
從而可計算出整個V-MRR加工過程的能耗為
其中,N為V-MRR加工過程子區間的個數;Δt為子區間的時間步長,單位為s;Δt=T/N,T為整個V-MRR加工過程的持續時間,單位為s。
V-MRR過程的本質是鋸切參數隨時間的變化,通過建立鋸切參數關于時間的函數,結合式(1),從而建立石材加工功率關于時間的函數
其中,vc(t)為鋸切速度關于時間的函數;vf(t)為進給速度關于時間的函數;ap(t)為鋸切深度關于時間的函數。
根據式(4),建立V-MRR加工過程的能耗模型
2 典型V-MRR石材加工過程能耗建模:荒料鋸切
2.1 荒料鋸切過程能耗建模:I模型
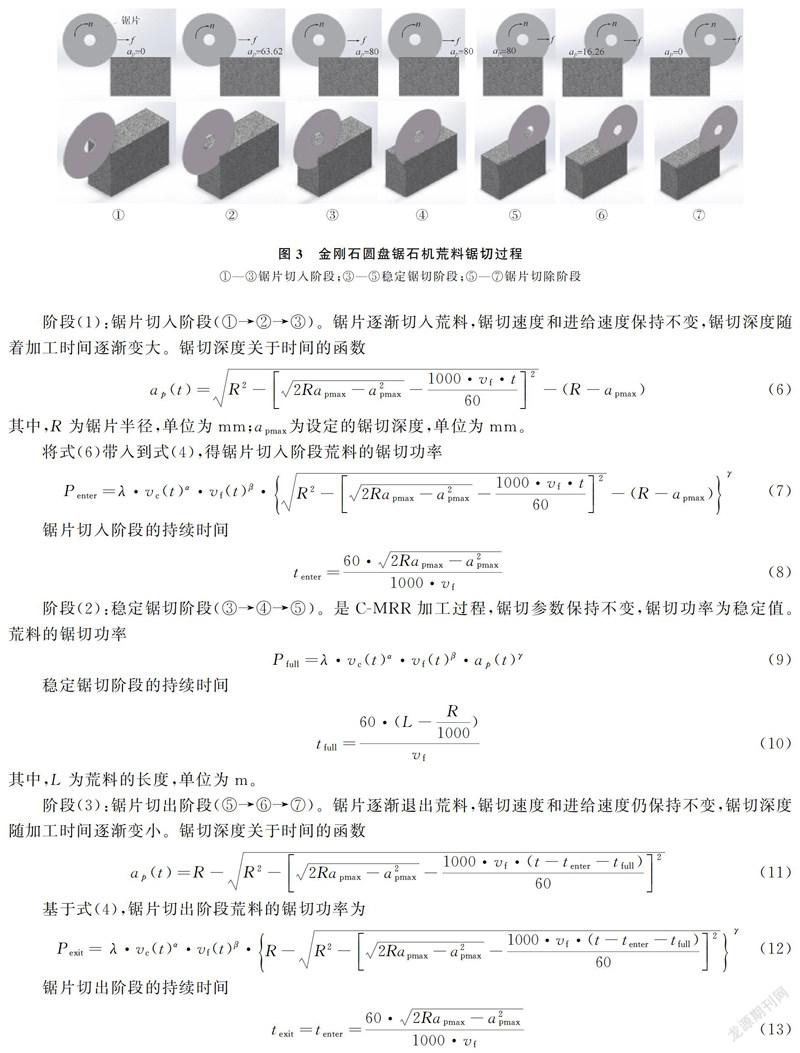
荒料鋸切加工是一種典型的V-MRR工藝。以荒料鋸切為實例,建立V-MRR加工過程能耗模型中vc (t)、f(t)和ap(t)的具體表達式。如圖3所示,荒料鋸切過程分為三個階段:(1)鋸片切入階段(①→②→③);(2)穩定鋸切階段(③→④→⑤);(3)鋸片切出階段(⑤→⑥→⑦)。
階段(1):鋸片切入階段(①→②→③)。鋸片逐漸切入荒料,鋸切速度和進給速度保持不變,鋸切深度隨著加工時間逐漸變大。鋸切深度關于時間的函數
其中,R為鋸片半徑,單位為mm;apmax為設定的鋸切深度,單位為mm。
將式(6)帶入到式(4),得鋸片切入階段荒料的鋸切功率
鋸片切入階段的持續時間
階段(2):穩定鋸切階段(③→④→⑤)。是C-MRR加工過程,鋸切參數保持不變,鋸切功率為穩定值。荒料的鋸切功率
穩定鋸切階段的持續時間
其中,L為荒料的長度,單位為m。
階段(3):鋸片切出階段(⑤→⑥→⑦)。鋸片逐漸退出荒料,鋸切速度和進給速度仍保持不變,鋸切深度隨加工時間逐漸變小。鋸切深度關于時間的函數
基于式(4),鋸片切出階段荒料的鋸切功率為
鋸片切出階段的持續時間
根據式(5),建立基于鋸切參數的荒料鋸切能耗模型
2.2 I模型系數的求取
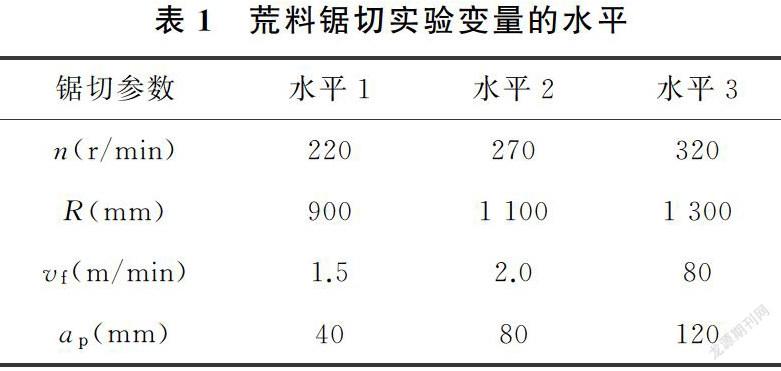
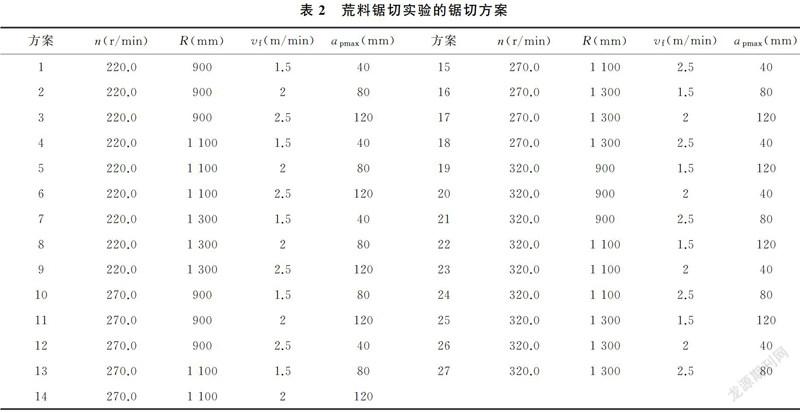
實驗采用QJS260金剛石圓盤鋸石機作為荒料鋸切的加工設備,選用嶗山紅(G3768)花崗巖荒料進行鋸切加工,花崗巖荒料的規格為長×寬×高=2 m×0.8 m×1.3 m。鋸切功率主要受鋸切參數(鋸切速度vc,進給速度vf,鋸切深度ap)的影響,鋸切速度是由鋸片轉速n和鋸片半徑R共同決定的。所以,將鋸片轉速n、鋸片半徑R、進給速度vf 、鋸切深度ap 作為試驗設計的變量。綜合考慮金剛石圓盤鋸石機加工設備、荒料特性、花崗巖板材規格和石材鋸切加工企業給出的推薦值,確定實驗變量鋸片轉速n、鋸片半徑R、進給速度vf 、鋸切深度ap 的三個水平,如表1所示。
根據試驗優化設計方案,實驗采用L27(33)的正交試驗方案進行荒料鋸切[21]。鋸切方案如表2。每種鋸切方案進行3次荒料鋸切加工實驗,以提高實驗數據的準確性和可靠性。綜合考慮荒料鋸切加工時間、采集功率數據的數量以及實驗的準確性等因素,荒料鋸切實驗功率數據的采集頻率設定為5 Hz。
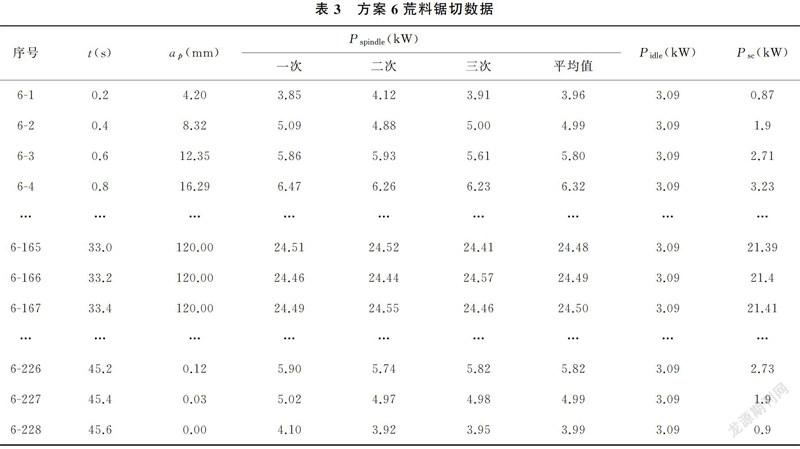
每種鋸切方案進行3次荒料鋸切實驗,采集3次金剛石圓盤鋸石機的主軸功率,取3次數據的平均值作為金剛石圓盤鋸石機的主軸功率。如表3所示,以方案6為例進行荒料鋸切,鋸片切入階段和切出階段的持續時間為12 s,穩定鋸切階段的持續時間為21.6 s,數據采集頻率為5 Hz,共采集228組主軸功率和空轉功率。采用同樣的方法對剩余26種鋸切方案進行荒料鋸切實驗并采集每種鋸切方案的主軸功率和空轉功率,共計7 209組數據,根據公式Psc =Pspindle-Pidle得到每組的鋸切功率。功率采集裝置如圖4所示。
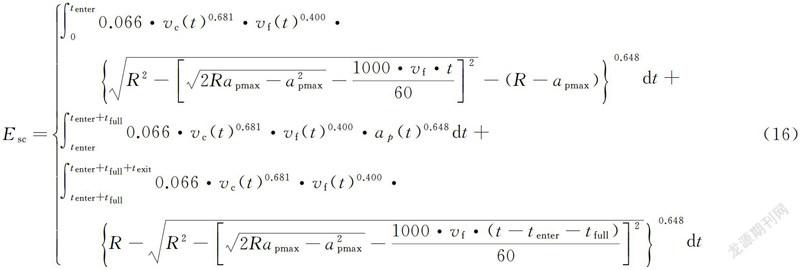
將鋸切功率和對應的鋸切參數帶入到荒料鋸切功率模型式(2)中,得到7 209組鋸切功率與鋸切參數關系。采用Origin2017軟件對得到的7 209組功率與鋸切參數關系式進行數據擬合,數據擬合結果如表4所示。根據表4可知,系數λ=0.065 65、α=0.680 83、β=0.399 63、γ=0.648 32,將λ、α、β、γ(精確到小數點后三位)帶入式(7)、(9)、(12)中,可以得到荒料鋸切功率模型為
同時,得到荒料鋸切的能耗模型為
3 實驗驗證
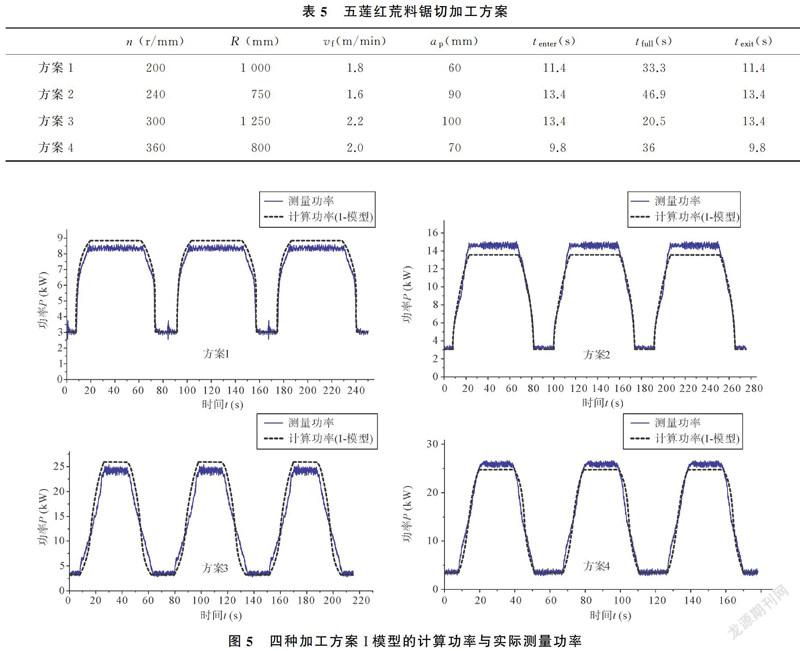
為了驗證I模型的有效性,進行了4組荒料鋸切實驗。如表5所示,隨機選取了4種不同的加工方案進行荒料鋸切實驗。采用QJS260金剛石圓盤鋸石機鋸切五蓮紅花崗巖荒料,花崗巖荒料的規格為長×寬×高=2m×0.8m×1.3m,每種加工方案進行3次鋸切實驗。
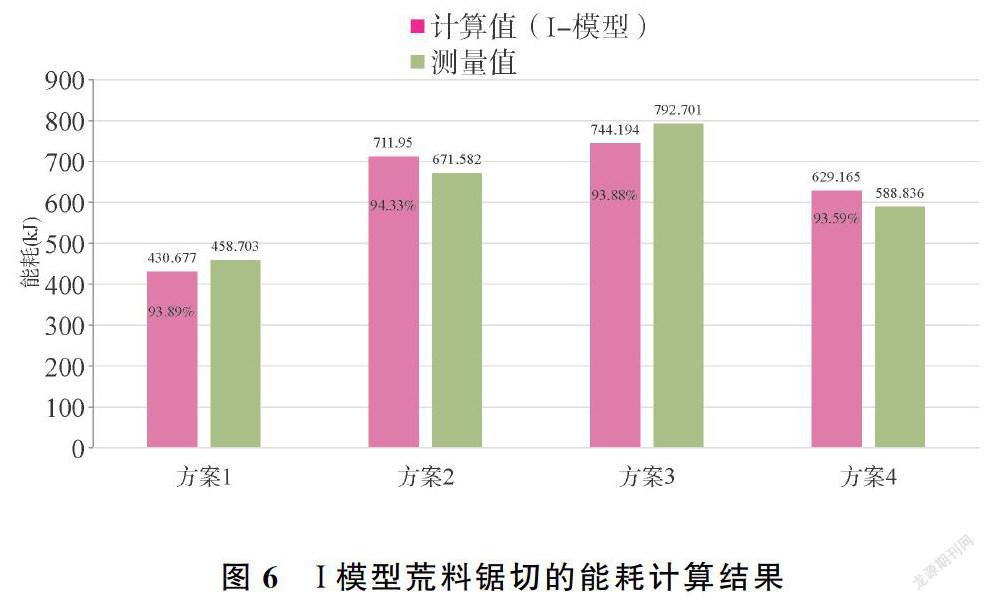
根據I模型的計算方法和擬合系數,計算得到方案1、方案2、方案3和方案4荒料鋸切的功率與實際進行荒料鋸切采集的功率進行比較,4種方案的比較結果如圖5所示。將采用I模型計算的能耗與實際測量結果進行比較,計算結果如圖6所示。
從4種實驗方案的計算結果可以看出,I模型的精度高于90%。I模型的鋸切功率和能耗接近實際測量的鋸切功率和能耗。I模型的基本參數是荒料鋸切加工常用的鋸切參數(鋸切速度vc、進給速度vf、鋸切深度ap),容易獲取。I模型充分考慮了鋸切參數對鋸切功率的影響,能夠反映荒料鋸切加工過程中鋸切功率的動態變化特性。
4 結論
本文基于石材加工中常用的鋸切參數建立了石材加工過程中的功率和能耗預測模型,I模型充分考了鋸切參數對鋸切功率和能耗的影響,能夠反映V-MRR加工過程中鋸切功率隨時間變化的動態特性;同時可以得到加工過程中的最大鋸切功率,從而選擇合適的石材加工設備進行石材加工;根據建立的預測模型的計算值選擇最優的方案進行石材加工,達到節能減排的目的,提高效益。
參考文獻
[1]BAI S W, ELWERT T, JIA S, et al. Methodologies for evaluating sawability of ornamental granite and relation modeling combining sawability with environmental impacts: An application in a stone industrial park of China[J]. Journal of Cleaner Production, 2020,246:119004.1-119004.20.
[2]譚金華. 中國石材行業綠色礦山建設進入新時代——《石材行業綠色礦山建設規范》和“綠色礦山評價指標體系”工作匯報及指標解讀[J]. 石材, 2019(9): 6-14.
[3]BAI S W, ZHANG J S, WANG Z. Selection of a sustainable technology for cutting granite block into slabs[J]. Journal of Cleaner Production, 2016,112:2278-2291.
[4]BAI S W, ZHANG J S, WANG Z. A methodology for evaluating cleaner production in the stone processing industry: Case study of a Shandong stone processing firm[J]. Journal of Cleaner Production, 2015,102(sep.1):461-476.
[5]童俊. 近年來國內外石材產業發展概況[J]. 石材, 2018(9):57-61.
[6]JIA S, TANG R Z, LV J X, et al. Energy modeling for variable material removal rate machining process: An end face turning case[J]. International Journal of Advanced Manufacturing Technology, 2016,85:2805-2818.
[7]GUTOWSKI T, MURPHY C, ALLEN D, et al. Environmentally benign manufacturing: Observations from Japan, Europe and the United States[J]. Journal of Cleaner Production, 2005, 13(1):1-17.
[8]GUTOWSKI T, DAHMUS J, THIRIEZ A. Electrical energy requirements for manufacturing processes[C]// Proceedings of 13th CIRP International Conference on Life Cycle Engineering, Leuven: Acco, 2006: 623-627.
[9]BALOGUN V A, MATIVENGA P T. Modelling of direct energy requirements in mechanical machining processes[J]. Journal of Cleaner Production, 2013,41(2.):179-186.
[10] LI W, KARA S. An empirical model for predicting energy consumption of manufacturing processes: a case of turning process[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2011,225(9):1636-1646.
[11] 李遠,沈劍云,駱燦彬,等. 花崗石鋸切過程中的比能變化特征[J]. 金剛石與磨料磨具工程, 2002(4):24-31.
[12] 白碩瑋. 面向清潔生產的飾面石材加工工藝規劃決策與評價方法研究[D]. 濟南: 山東大學, 2016.
[13] 祝小威. 薄鋸片高速鋸切花崗石過程中的力和能量特征[D]. 泉州: 華僑大學, 2008.
[14] 李遠. 花崗石超大切深鋸切機理與技術研究[D]. 泉州: 華僑大學, 2004.
[15] 張美琴. 花崗石鋸切過程聲發射信號特征的實驗[J]. 華僑大學學報(自然科學版), 2015,36(6):615-619.
[16] LIU F, LIU J, HE Y. Automatic collection method of machining progress information for large-size workpieces based on reference power curve[J]. Journal of Mechanical Engineering, 2009,45(10):111-117.
[17] DIAZ N, NINOMIYA K, NOBLE J, et al. Environmental impact characterization of milling and implications for potential energy savings in industry[J]. Procedia CIRP, 2012,1(9):518-523.
[18] BHUSHAN R K. Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of al alloy SiC particle composites[J]. Journal of Cleaner Production, 2013,39(JAN.):242-254.
[19] LI L, YAN J, XING Z. Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modelling[J]. Journal of Cleaner Production, 2013,52:113-121.
[20] JIA S, TANG R Z, LU J X. Therblig-based modeling methodology for cutting power and its application in external turning[J]. Computer Integrated Manufacturing Systems, 2013,19(5):1015-1024.
[21] CAMPOSECO-NEGRETE C. Optimization of cutting parameters for minimizing energy consumption in turning of AISI 6061 T6 using Taguchi methodology and ANOVA[J]. Journal of Cleaner Production, 2013,53:195-203.
