高韌性球墨鑄鐵氣缸蓋缺陷分析和解決方法
2021-10-10 01:04:26王建榮
中國鑄造裝備與技術(shù) 2021年5期
王建榮,宋 巖
(中車戚墅堰機(jī)車有限公司鑄鍛分公司,江蘇常州 213011)
高速、重載船用柴油機(jī)上的氣缸蓋多為高韌性球墨鑄鐵件(見圖1)。而球墨鑄鐵冷卻凝固方式為糊狀凝固,易造成其組織中石墨球數(shù)量少、球徑大,力學(xué)性能不高,且易產(chǎn)生球化衰退和孕育衰退等缺陷。此外,氣缸蓋傳統(tǒng)上多采用蠕墨鑄鐵生產(chǎn),現(xiàn)采用球鐵生產(chǎn),由于其結(jié)構(gòu)的復(fù)雜、各部位的冷卻凝固速度難以控制,其鑄造難度特別大,還易產(chǎn)生滲漏等鑄造缺陷。

圖1 氣缸蓋鑄件
1 問題描述
高韌性球墨鑄鐵氣缸蓋從產(chǎn)品試制到批量生產(chǎn),產(chǎn)品質(zhì)量波動(dòng)較大,成品率不足80%,導(dǎo)致成品率不高的主要缺陷為:氣門導(dǎo)管孔內(nèi)縮孔、螺栓孔內(nèi)縮松、噴油孔周圍氣孔、排氣管內(nèi)澆口邊縮松、氣孔等。
2 缺陷分析及解決方法
2.1 縮孔缺陷分析及解決方法
2.1.1 原因分析
該型氣缸蓋在傳統(tǒng)氣缸蓋基礎(chǔ)上集成進(jìn)氣管、搖臂軸座,結(jié)構(gòu)緊湊,形成的孤立熱節(jié)較多,鑄件冷卻凝固時(shí)各部位的冷卻凝固速度難以控制,且能夠采取的鑄造措施有限,故氣門導(dǎo)管孔、螺栓孔等部位熱節(jié)處凝固時(shí)無后補(bǔ)鐵水進(jìn)行補(bǔ)縮,導(dǎo)致鑄件產(chǎn)生縮孔、縮松缺陷(見圖2)。

圖2 縮孔缺陷分布
2.1.2 解決方法
(1)在氣門導(dǎo)管孔的部位放置?25mm×60mm圓鋼冷鐵,在排氣道上部導(dǎo)管孔內(nèi)預(yù)置?8mm 內(nèi)冷鐵,噴油器孔芯由普通覆膜砂改為用蓄熱系數(shù)較高的鉻鐵礦砂制作、噴油孔由石墨改為鉻鐵礦覆砂冷鐵,加快此部位熱節(jié)的冷卻速度,使其石墨化膨脹提前。
(2)?25mm 螺栓孔部位設(shè)置鉻鐵礦覆砂冷鐵,覆砂層控制在6mm~8mm。
(3)進(jìn)氣管法蘭內(nèi)澆口邊緣設(shè)置外冷鐵,加快熱量的傳遞。
2.2 氣孔缺陷分析及解決方法
2.2.1 原因分析
該型氣缸蓋結(jié)構(gòu)特殊、集成度較高,生產(chǎn)工藝較復(fù)雜,砂芯數(shù)量多達(dá)27 個(gè),且內(nèi)腔砂芯均為熱芯盒覆膜砂制作,在鐵水澆注時(shí)受熱產(chǎn)生大量氣體無法完全排出型腔,侵入型腔內(nèi)形成氣孔缺陷(見圖3)。
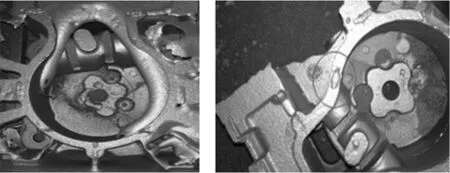
圖3 氣孔缺陷分布
2.2.2 解決方法
(1)噴油器孔砂芯浸涂燒干后進(jìn)行低溫烘烤,烘烤溫度設(shè)定在180℃,烘烤時(shí)間為4h,減少砂芯發(fā)氣量。
(2)各覆膜砂芯下芯前在芯頭處鉆出通氣孔,并將通氣孔引出鑄型外。
3 方案實(shí)施及效果驗(yàn)證
3.1 方案實(shí)施
按照既定方案進(jìn)行生產(chǎn)準(zhǔn)備,由于噴油器孔芯是熱芯盒覆膜砂制作,射砂和起模由機(jī)械自動(dòng)化完成,故設(shè)置的冷鐵均需在芯盒內(nèi)進(jìn)行定位且冷鐵上需加工出增加芯砂附著力的凹槽,防止制芯時(shí)冷鐵移位、脫落。為此專門設(shè)計(jì)了冷鐵并進(jìn)行了加工以保證砂芯質(zhì)量。生產(chǎn)準(zhǔn)備完成后進(jìn)行了首次試驗(yàn),并對(duì)措施的落實(shí)情況進(jìn)行了檢查(見圖4)。
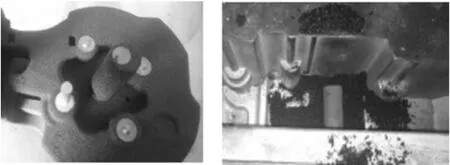
圖4 方案實(shí)施
3.2 效果驗(yàn)證
按照制定的方案首次試驗(yàn)20 件氣缸蓋,經(jīng)清理好鑄件表面質(zhì)量良好,未見氣孔缺陷,隨機(jī)抽檢1 件進(jìn)行實(shí)物剖切,未見縮松、縮孔缺陷(見圖5),鑄件質(zhì)量完全符合產(chǎn)品技術(shù)要求。
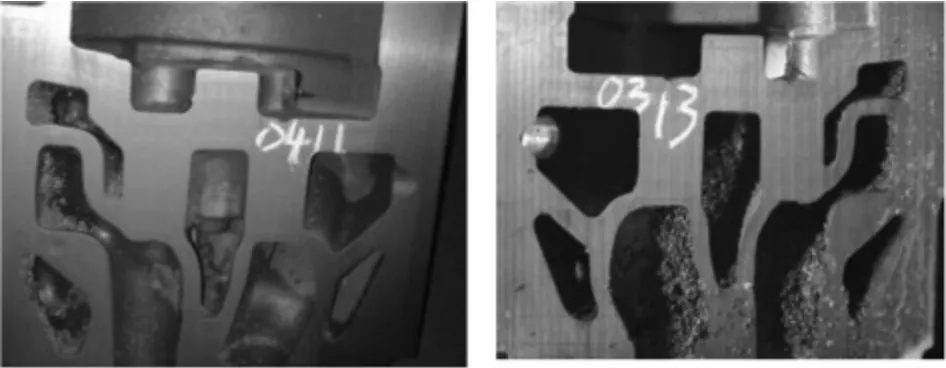
圖5 實(shí)物剖切
截止目前按照該方案生產(chǎn)氣缸蓋400 件,產(chǎn)生廢品8 件,成品率為95%。
4 結(jié)論
結(jié)構(gòu)復(fù)雜、內(nèi)部質(zhì)量要求高的鑄件,在結(jié)構(gòu)受限無法采取直接補(bǔ)縮措施時(shí),通過特種砂配合冷鐵工藝能夠加快局部熱節(jié)的冷卻速度,消除縮孔和縮松,有效解決熱節(jié)部位縮孔、縮松缺陷。
