180 無縫軋機新品種管材用輥研究
2021-10-10 01:04:28白思諾劉秋全王國菊冀鑫剛王保宏郭華樓
中國鑄造裝備與技術 2021年5期
白思諾,劉秋全,王國菊,冀鑫剛,王保宏,郭華樓
(中鋼集團邢臺機械軋輥有限公司,河北邢臺 054025)
1 背景
國內某180PQF 無縫軋線為拓展軋制無縫鋼管的品種,提高軋線產能,需要開發軋制235 孔型無縫鋼管產品,通過技術論證,需將連軋機架的第一架、第二架連軋輥進行改造,連軋輥的輥身長度由原來的220mm 加長至240mm,由于孔型較大,肩部厚度超出原設計預期,如圖1、2 所示。
通過圖1 和圖2 能清晰看到,輥身長度增加,仔口位置厚度不變,輥身肩部隨著孔型尺寸逐漸增加,強度逐漸薄弱,抗事故性能降低。球墨鑄鐵材質軋輥,內含球狀石墨,工作層表面具有自潤滑作用,可大大降低摩擦系數,但力學性能較差,輥身肩部強度不夠,存在剝落問題,無法使用。鑄鋼材質連軋輥硬度高,強韌性能配合好,但沒有自潤滑性能,使用時在干摩擦情況下很快會發熱軟化、磨損失效,耐磨性差,同時粘鋼情況嚴重,單次軋制量不足800 支就需換輥車削,由于換輥頻繁,工人勞動強度大,而且影響生產效率。
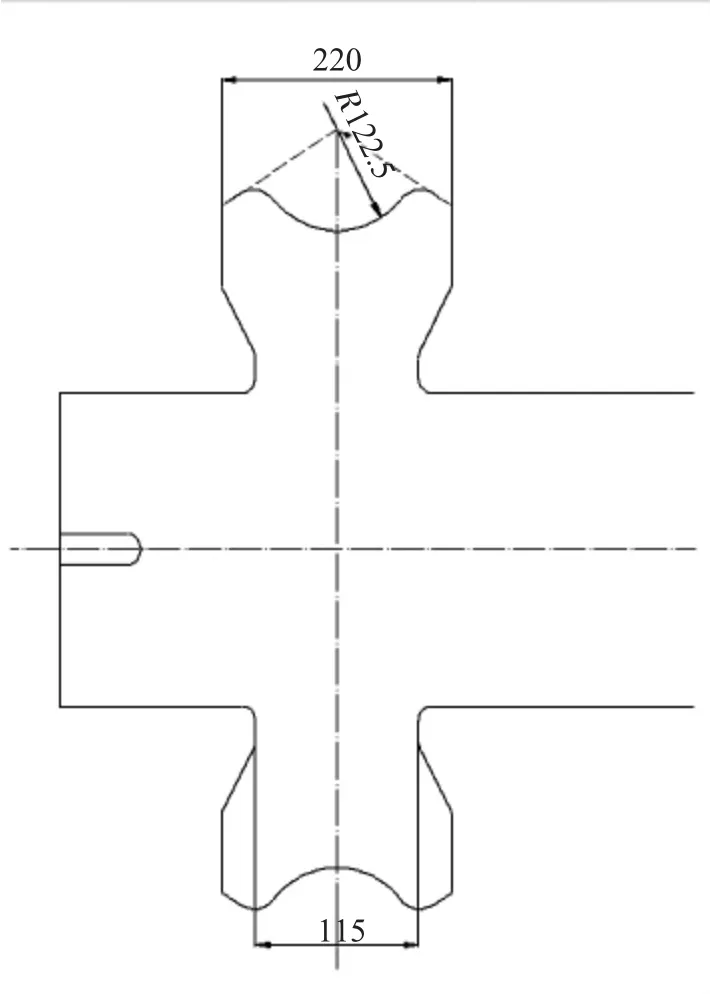
圖1 原輥身長度220mm
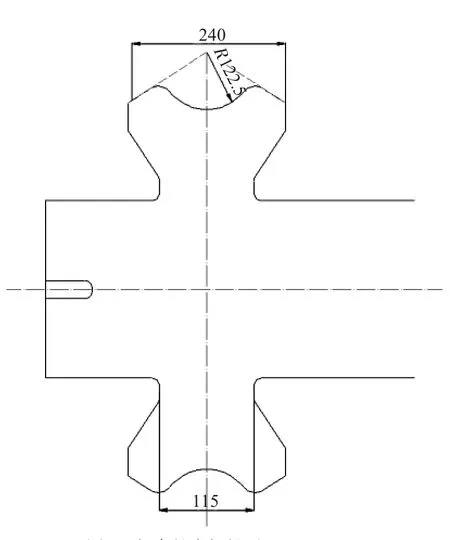
圖2 輥身長度加長至240mm
為解決上述弊端,需解決鑄鐵軋輥強度不夠的問題及鑄鋼軋輥粘鋼、不耐磨的問題,一種專用于無縫鋼管軋制的高強度新材質軋輥研究,已經迫在眉睫亟待研發。
2 軋輥失效分析
在熱軋無縫鋼管生產中,由于各種復雜因素的影響,連軋工序受力是非常繁雜的,軋輥難免會發生較大的磨損、剝落,甚至發生斷裂事故,引起軋輥失效。軋輥基本作用力的承受有以下三類:摩擦應力——帶動軋制的推動力;熱應力——與管坯接觸加熱及冷卻水降溫引起的周期性熱應力;機械應力——軋制負荷產生的接觸應力、剪切應力以及殘余應力等。
以上應力均是周期性應力,易造成軋輥表面產生疲勞裂紋,如果疲勞裂紋去除不徹底,使用中裂紋進一步擴展,當強度低于所受應力時,軋輥失效。國內某180PQF 無縫軋線軋輥失效照片如圖3、4 所示。

圖3 輥身肩部剝落

圖4 輥身孔型粘鋼
生產熱軋無縫鋼管用連軋輥,必須具備兩個條件:首先保證鋼管的外觀、尺寸和表面質量;其次是保證軋輥使用壽命和使用效率。因此,對連軋輥的性能要求如下:
(1)韌性高,確保在軋制過程中承受彎曲應力、熱應力、沖擊力等情況下能正常軋制。
(2)抗熱裂性高,軋輥在熱應力作用下少產生熱裂紋,避免出現斷裂失效情況。
(3)耐表面粗糙性好,不因熱裂和磨損等造成嚴重的表面粗糙。
(4)耐磨性好,軋輥在線磨損小。
目前PQF 軋機常用的軋輥材料為強韌性較好的球墨鑄鐵,但輥身長度加長,孔型較大時,球墨鑄鐵材質強度不夠;鑄鋼材質在無縫PQF 軋機上使用較少,主要原因是耐磨性能差,易粘鋼等。
3 新材質研發
3.1 材質選定
石墨合金鋼是超高碳過共析鋼,其特點是經過適當的熱處理后形成珠光體基體和少量均勻分布的球狀石墨混合組織,因而具有鑄鋼和鑄鐵的綜合性能。在鑄鋼化學成分基礎上,通過元素合理匹配,并增加球化孕育工序,使鑄件產生細小彌散的球狀石墨。
石墨合金鋼軋輥主要用于型鋼、板帶、棒材軋機中。軋輥工作時,長期與高溫坯料接觸擠壓,均勻分布的球狀石墨具有自潤滑作用,提高軋輥的抗熱裂性;另外,石墨合金鋼軋輥強度高于球墨鑄鐵軋輥,提高軋輥的抗事故能力。
常規元素對石墨合金鋼軋輥性能影響:(1)碳對石墨合金鋼組織及性能有決定性的作用,碳含量太高造成力學性能降低,碳含量太低導致耐磨性能差;(2)硅氧化合物是形核基質中的重要組成部分,有促進石墨形核的作用;(3)錳為阻止石墨化元素,提高基體中珠光體體積分數;(4)鉻提高共析轉變溫度,能有效促使珠光體生成;(5)鉬屬于弱碳化物形成元素,不促進也不干擾石墨球化,在提高石墨合金鋼強度方面效果比較明顯;(6)鎳可以改善石墨合金鋼基體韌度,提高珠光體體積分數;(7)鎂具有球化作用。
根據上述的成分設計原則,以石墨合金鋼材質為基礎,繼續提高軋輥強度,在石墨合金鋼軋輥基礎上進行成分優化,研發出兼顧自潤滑、抗疲勞、耐磨損的高強度石墨合金鋼軋輥,最終確定石墨合金鋼軋輥化學成分范圍如表1 所示。

表1 石墨合金鋼化學成分 w/%
3.2 生產工藝設計
與普通鐵水相比,成分碳當量低,造成石墨合金鋼鐵液流動性差,凝固收縮系數大,為保證補縮效果,需要制定合理的的冒口補縮工藝。要保證冒口凝固時間大于被補縮部位凝固時間,并確保凝固過程補縮通道暢通,擴張角向冒口。因此冒口造型時增加保溫裝置,減緩冒口部位鐵水凝固速度。石墨合金鋼生產制作中澆注溫度高,易產生較大的應力而開裂,工藝設計時使用保溫性能較好、強度較高的醇基涂料,合理控制澆注模溫及鋼水過熱度,減少凝固過程產生的應力,降低開裂率。
3.3 球化孕育處理
球化和孕育處理是生產石墨合金鋼的重要工藝操作,球化處理目標是促使石墨晶體生長成為球狀,孕育處理則是提高共晶轉變溫度,促使合金按穩定系進行共晶轉變,避免鑄件出現白口。合適的球化孕育工藝,能析出少量石墨并充分球化,因此,合理制定球化孕育工藝是保證石墨合金鋼性能的關鍵措施。
經過試驗驗證,在鋼水中脫氧以后出鋼過程中加人球化劑進行球化處理,然后加入孕育劑對鋼水進行補充孕育,澆前執行二次孕育,可有效抵消球化衰退現象,起到提高石墨圓整度和抑制畸形石墨產生的功能,使軋輥達到最佳的孕育和球化效果,使石墨合金鋼軋輥基體組織中均勻分布有大量細小、形狀圓整的球狀石墨,最終得到珠光體+碳化物的組織。
3.4 組織分析
高強度石墨合金鋼軋輥在激冷作用下,工作層石墨含量在0.5%~1.0%,碳化物含量在10.0%~15.0%,金相組織見圖5。
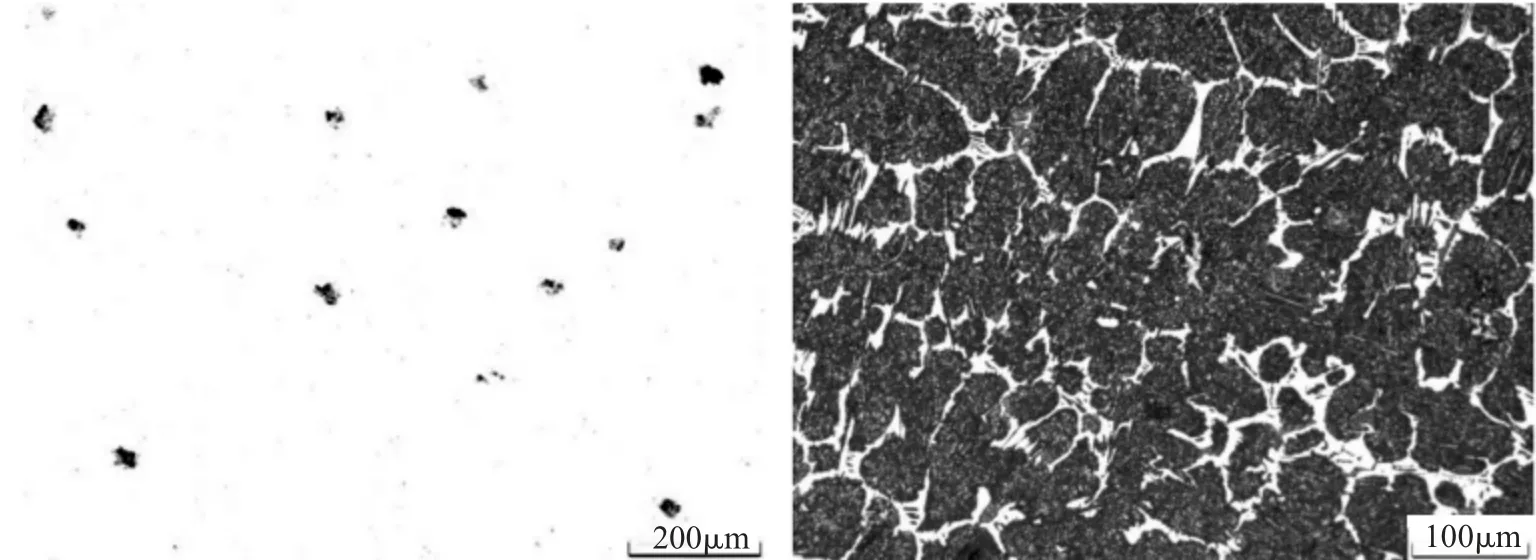
圖5 金相組織(珠光體+12.57%碳化物+0.82%球狀石墨)
石墨具有阻礙疲勞裂紋擴展的作用,可提高軋輥使用壽命;同時由于石墨具有熱傳導能力較強的特性,可有效降低使用中的熱應力,提高軋輥綜合性能。
4 實際應用
無縫鋼管生產主要經過以下幾道工序;穿孔—連軋—脫管—定(減)徑—矯直。連軋管機組又分為MPM兩輥連軋管機組和PQF 三輥連軋管機組兩種。PQF 三輥連軋管機組中,三輥孔型組成360°,打破MPM兩輥局限性,可軋制高精度鋼管,PQF 三輥軋機布置見圖6。
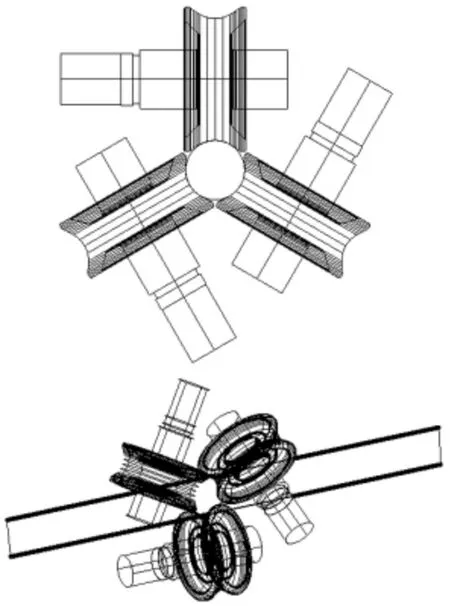
圖6 PQF 三輥軋機布置
上文提到的國內某180PQF 無縫軋線,前期使用鑄鋼軋輥時單次軋制量僅800 支,使用高強度石墨合金鋼軋輥后,首次上機軋制2520 支,下機輥面無粘鋼、麻面等情況,下機輥面照片圖7。
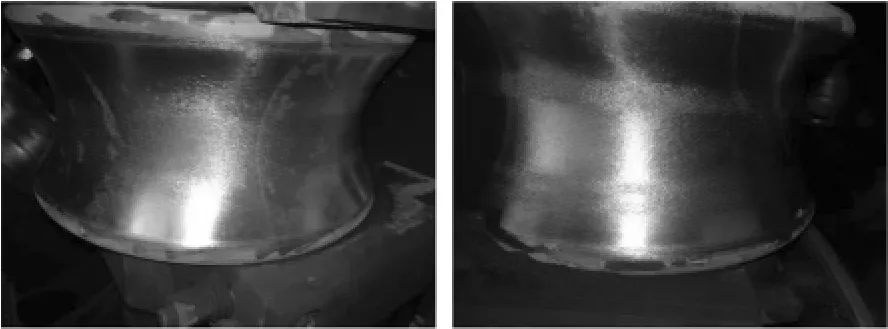
圖7 首次下機輥面照片
通過后期陸續使用,反饋效果較好,超出預期目標,單次軋制量最高可達到3980 支,平均軋制量2800 支,綜合生產效率提高30%。
5 結論
熱軋無縫鋼管用高強度石墨合金鋼軋輥,兼顧自潤滑、抗疲勞、耐磨損等綜合性能,解決PQF軋機開發新品種時鐵基產品輥身剝落、鋼基產品粘鋼不耐磨等問題,使產品性能穩定,軋制量提高,抗事故能力增強,適應軋線需求,得到客戶認可。
