水輪機上冠下環鑄件同步造型方法研究
2021-10-10 01:04:28徐鵬波
中國鑄造裝備與技術 2021年5期
關鍵詞:工藝
馬 瑞,徐鵬波
(共享鑄鋼有限公司,寧夏銀川750021)
0 前言
混流式水輪機是當今應用最普遍的水輪機機型,具有尺寸小、維護方便、效率高等特點[1]。轉輪制造方式將轉輪的上冠、下環、葉片作為一個整體進行鑄造、加工成型。這種鑄造成本包括樹脂砂使用量、金屬材料(金屬方管、冷鐵、加強筋)、砂箱場地以及大量的原輔材料,原材料消耗極多;且鑄造整體出品率(鑄件凈重/鑄件澆注重量)在30%~50%,冶煉出的鋼水得到有效利用,人力資源調配和生產周期周轉壓力將增大。因此,研制新型水輪機造型方法已迫在眉睫。本文研究水輪機上冠下環鑄件同步造型方法,旨在尋求一種能夠縮短生產周期、降低生產成本、操作簡便、能有效提高鋼液出品率的鑄造工藝方法。
1 現有方案介紹及分析
1.1 現有鑄件生產技術要求及存在問題
如圖1 所示的上冠鑄件,上冠單獨進行鑄造生產時,其鑄件輪廓尺寸約?3000mm×1250mm,需配備相應匹配高度的砂箱,準備各口徑澆注瓷管十余米,金屬方管1t 以上,以及若干樹脂砂。下環鑄件單獨造型時,鑄件如圖2 所示,輪廓尺寸約?3400mm×650mm,所有輔助材料比上冠更高,且兩種鑄造工藝均需單獨制作芯盒。
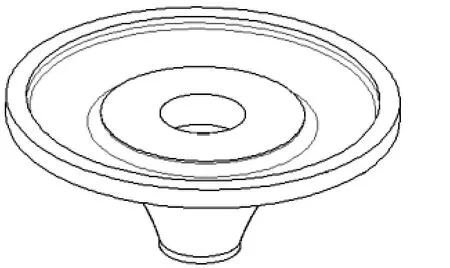
圖1 上冠鑄件圖

圖2 下環鑄件圖
現有的鑄造工藝方案存在以下問題:
(1)同一水輪機組件交期相同,并行鑄造占用生產資源過多,串行生產又拖慢生產周期,降低企業生競爭力。
(2)單獨生產所需輔材及原材料消耗量大,成本超支嚴重。
(3)單件造型鋼液出品率過低,而煉鋼成本往往在鑄造成本占主導地位。
2 新型工藝方案實施
2.1 方案設計思想
旨在研究一種水電產品上冠、下環鑄件的同步造型方法,目的在于降低同類鑄件鑄造成本,縮短造型周期,提高鑄件出品率,即鋼液利用率,進一步提高同類鑄件利潤率。
2.2 鑄件補縮工藝設計
2.2.1 新型造型澆注方法
同一水輪機類鑄件上冠和下環屬于一套設備的配套鑄件,一般輪廓均為回轉體類鑄件,上冠輪廓尺寸略小于下環。新型澆注工藝如圖3 所示,將上冠置于下環內部,兩件鑄件同步澆注,使用同一冒口分別補縮上冠和下環鑄件,規格數量由鑄件模數計算確定。鑄件澆注時,鋼液由共用直澆道分別進入上冠和下環鑄件型腔,達到兩件鑄件同步澆注的目的[2]。
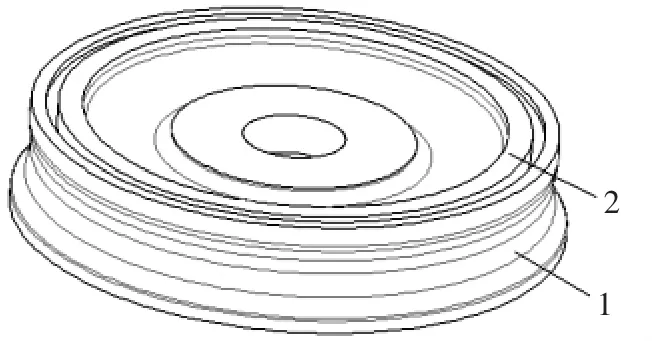
圖3 上冠下環鑄造鑄件圖
2.2.2 砂芯設計
依據鑄件內部工藝信息分別設計1 號芯盒(如圖4 所示),內部按澆注工藝設計的放置補貼、吊把、活料等工藝信息,流砂制作1 號砂芯(如圖5 所示),共制作8 件,每次流砂時芯盒結構主體不變,根據鑄造工藝要求更換工藝信息[3]。
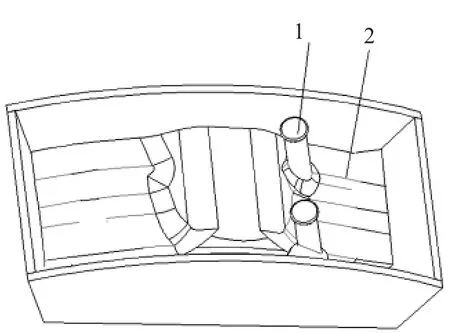
圖4 1 號芯盒
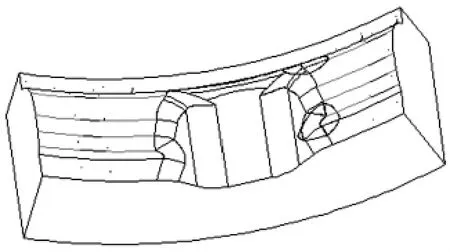
圖5 1 號砂芯
依據鑄件內部工藝信息分別設計2 號芯盒(如圖6 所示),內部按澆注工藝設計放置試塊、澆口定位臺、冷鐵等工藝信息,流砂制作2 號砂芯(如圖7 所示),共制作4 件,每次流砂芯盒結構主體不變,根據鑄造工藝要求更換工藝信息。

圖6 2 號芯盒
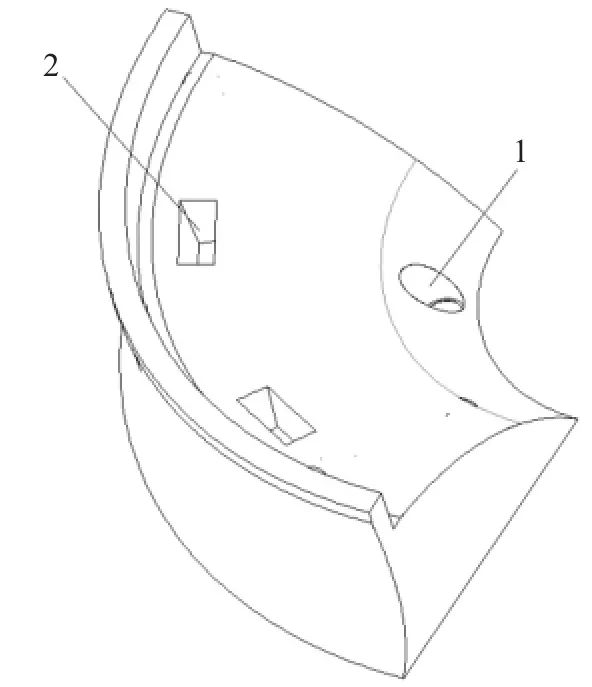
圖7 2 號砂芯
依據鑄件內部工藝信息分別設計3 號芯盒(如圖8 所示),內部按澆注工藝設計放置工藝信息,流砂制作3 號砂芯(如圖9 所示),共制作1件。

圖8 3 號芯盒
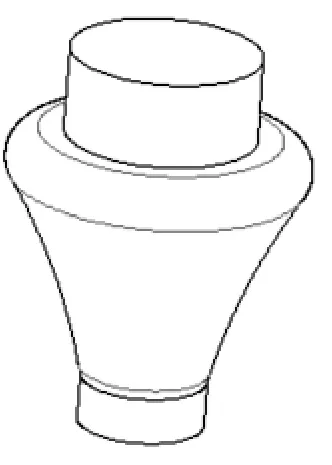
圖9 3 號砂芯
依據鑄件內部工藝信息分別設計4 號芯盒(如圖10 所示),內部按澆注工藝設計的上冠冒口、上冠下環共用冒口、冷鐵等工藝信息,流砂制作4 號砂芯(如圖11 所示),共制作1 件。

圖10 4 號芯盒
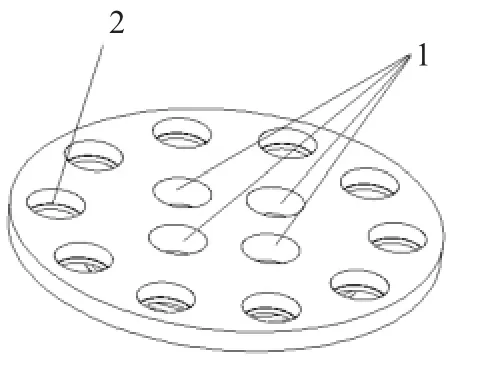
圖11 4 號砂芯
2.3 方案現場實施
以上述上冠下環鑄件為例,如圖12 所示,放置下箱砂箱,在下箱砂箱按設計位置尺寸,放置下箱砂箱和下箱活料,鋪設直澆道,流砂,下箱造型。
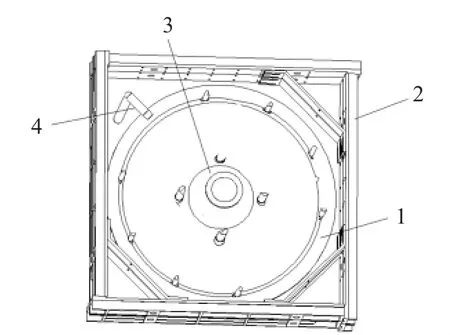
圖12 下箱造型圖
翻箱180°(如圖13 所示),取出下箱活料,放置上箱砂箱,按照下箱活料形成的定位凹槽放置1 號砂芯,用于澆注時成型下環鑄件外表面,放置3 號砂芯,用于澆注時成型上冠鑄件內表面。

圖13 上箱造型圖
如圖14 所示,按照下箱活料形成的定位凹槽放置2 號砂芯,用澆注時于成型下環鑄件內表面和上冠鑄件外表面,注意澆口位置對接。

圖14 上箱造型圖
如圖15 所示,依據設計尺寸放置4 號砂芯,按照設計冒口高度在冒口部位鋪設保溫磚,鋪設上箱直澆道,流砂,上箱造型完畢。
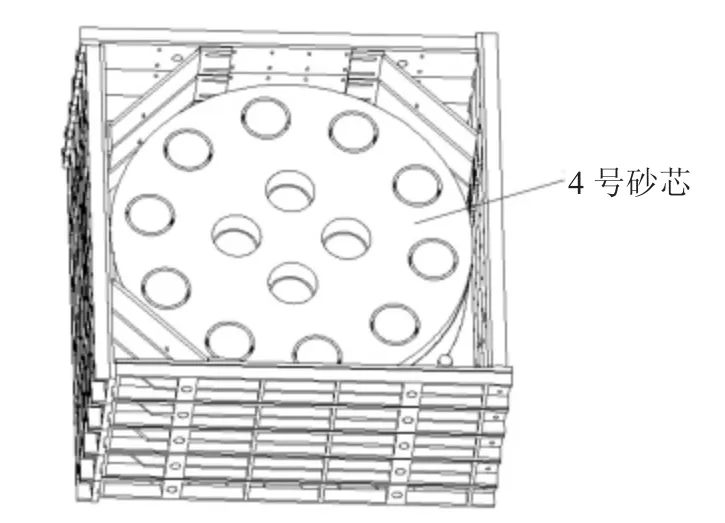
圖15 上箱造型圖
3 結論
水輪機上冠、下環同步造型方法相比傳統單獨造型方法,具有以下優勢:
(1)節約成本:單獨造型過程合并為同時造型,一次性原輔材料如瓷管、金屬材料、樹脂砂等節約近50%,且模具只需制作4 個芯盒及部分活料即可,無需制作實體模具。
(2)縮短生產周期:上冠鑄件和下環鑄件同步造型可壓縮生產周期50%。
(3) 提高鋼液出品率,頂部共用冒口同時補縮兩個鑄件鋼液,鋼液利用率大于單件造型。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
