大型水輪機轉輪分瓣下環尺寸測量控制方法
2021-10-10 01:04:30趙樹文司鵬飛簡輝東
中國鑄造裝備與技術 2021年5期
杜 鵬,趙樹文,司鵬飛,常 程,簡輝東
(共享鑄鋼有限公司,寧夏銀川 750021)
0 前言
轉輪是水輪機的核心,其質量、性能的好壞直接影響到機組的安全、穩定和發電效率。隨著單機容量的不斷擴容,水輪機轉輪的尺寸也在不斷增加。通常水輪機轉輪是通過鑄造將上冠、下環、葉片分別制造,加工后再組焊成整體。由于大型轉輪的尺寸較大,單個鑄造生產場地及成品運輸均受到限制,故在大型轉輪零部件生產的過程中采用將下環分瓣鑄造的方法生產。由于下環直徑大且生產過程中采用分瓣鑄造,在生產過程中尺寸要求嚴格,已發生變形,鑄造生產過程出現重復返修,影響轉輪質量及生產周期。本文主要探討了大型分瓣下環在鑄造過程的尺寸檢測及控制方法,通過過程控制使大型分瓣下環符合技術要求。
1 產品介紹
該下環粗加工后重約70t,鑄造工藝設計100t之余,最大開口直徑約10m,最小開口直徑9m 左右,最大高度2.5m,設計分4 瓣生產,單瓣重達20t 之余。鑄件整體成弧形過渡,尺寸公差要求4瓣組圓圓度為2mm,整體開口跨度大,生產過程中極易產生多量、缺量等。

圖1 分瓣下環示意圖
2 現狀及問題
水輪機下環是鑄造件,必須經過樣模制作、造型、熔煉澆注、清理、熱處理、加工、氣刨、修磨、焊補等關鍵工序。由于分瓣下環結構因素,在生產過程中,某些關鍵工序的控制稍有不當,就會出現多量、缺量等,需要重復返修,嚴重影響下環質量(其中最主要的是變形),制約生產周期。
2.1 樣模造型變形
分瓣下環的樣模是由多個大尺寸芯盒組配完成。該模樣制作過程中,芯合尺寸大,單個重量大,容易出現芯盒之間的間隙過大及芯盒變形等問題,導致下環尺寸不合格。
2.2 凝固收縮變形
分瓣下環在冷卻過程中,由于熱脹冷縮原理及自身的機構而產生較大的變形。其變形量會因造型條件、砂箱強度、砂型硬度、下環壁厚的變化而不同。
2.3 熱處理變形
分瓣下環熱處理過程的最高溫度超過l000℃。在這種高溫條件下,由于下環結構原因,自身重力的作用產生變形;同時若熱處理過程中下環裝爐方式不當,則更易致使其變形。
2.4 返修過程變形
在鑄造生產中,通常采用氣刨和焊接方法對多量或缺量部位進行返修;氣刨和焊接都是通過電弧產生高溫將金屬熔化,對分瓣下環來說就是集中熱輸入的過程,由于分瓣下環自身結構易變形,同時因集中熱輸入而導致返修變形。
3 測量控制
3.1 造型過程測量及控制
單個砂芯尺寸容易保證,但由于分瓣下環是組芯造型,當砂芯組合后,較難確保其尺寸是否合格。為此制作專項卡板,檢測每瓣下環的所有砂芯組芯后的尺寸。為確保組芯尺寸合格,把此項工作納入造型關鍵過程質量控制卡內,專項檢查。
3.2 熱處理變形及控制
由于分瓣下環熱處理過程的最高溫度超過l000℃,在高溫條件下自身重力的作用產生變形。為減少變形,在熱處理前,在下環上測量開口弦長尺寸與圖紙比對(如圖2 所示),且采用防變形拉筋或專用工裝控制。熱處理完成拆防變形工裝時必須控制下環整體溫度,降低因溫度變化產生的變形。
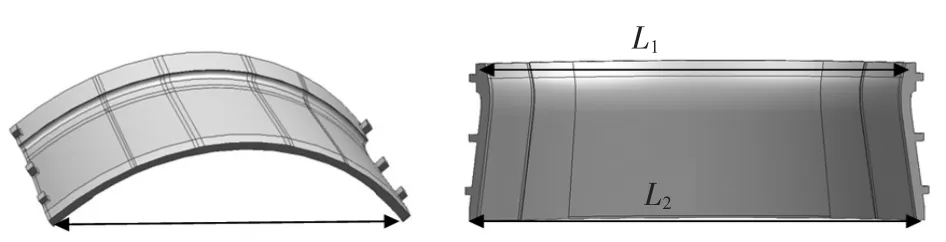
圖2 弦長測量示意圖
3.3 返修變形及控制
分瓣下環通常采用氣刨和焊接方法對多量或缺量部位進行返修;氣刨和焊接都是通過電弧產生高溫將金屬熔化。由于分瓣下環自身結構易變形,對于此類返修應控制熱輸入量,可采用分段、左右對稱的方法進行返修。返修前建立基準,過程中定時測量監控變形情況。
4 結論
通過采取相應措施,分瓣下環鑄造過程尺寸變形完全控制,全部符合技術要求,無重復返修,減少了過程重復返修及生產周期,規范了分瓣下環返修操作。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
