WAAM 技術應用與研究現狀
2021-10-10 01:04:32王永芳孫秀懷于慶州張建鵬殷子強
中國鑄造裝備與技術 2021年5期
王永芳,孫秀懷,于慶州,張建鵬,殷子強
(1.濟南德正環保科技有限公司,山東濟南 271100;2.濟南大學 機械工程學院,山東濟南 250022)
0 引言
在機械裝備的服役過程中,部分構件由于承受較大的載荷或使用過程中長期與配合件進行摩擦而導致磨損的發生,從而造成零件失效,堆焊增材(再)制造技術是最早用于解決上述問題的技術手段之一。堆焊增材(再)制造是使液體金屬熔覆在金屬的表面,與零件基體之間形成原子結合,防止或減緩其在使用過程中腐蝕與磨損的一種技術方法。
增材(再)制造技術最早起源于上世紀20 年代的美國,Baker 申請了使用可熔化電極采用金屬疊加堆積金屬飾品的專利。而增材(再)制造技術在我國起源于20 世紀50 年代末,發展初期主要用于修復領域,即恢復零件的形狀尺寸;60 年代徐濱士已經開展了恢復形狀尺寸與強化表面及表面改性相結合的研究工作之一;改革開放后增材(再)制造技術的應用領域進一步擴大,從修理業擴展到制造業;90 年代受先進制造技術理念的影響,與智能控制技術和精密磨削技術相結合的近凈形技術(Near Net Shape)引起了制造業的廣泛關注,成為增材(再)制造技術從技藝走向科學的重要標志[1,2]。
作為一種延長零部件使用壽命的可靠手段,堆焊增材(再)制造技術至今廣泛應用于核工業、石油化工、采礦以及農業設備等[3,4]。傳統的增材制造主要包括焊條電弧焊、埋弧焊、氣體保護電弧焊等,這些方法比較成熟,應用較為廣泛。隨著增材技術的不斷創新,高效電弧焊(多絲焊、寬帶極焊)、電渣焊、等離子弧焊、電子束焊等新方法不斷得到發展[5-8]。近十幾年來,以激光增材制造為代表的高能束堆焊技術得到了迅速發展,由于高能束方法可以實現熱輸入的準確控制,且能量密度高,熱變形小,熔覆金屬成分和堆焊層稀釋率可控制性好,因而得到性能優越的堆焊層[9-11]。但激光設備和電子束設備價格昂貴,在工作過程中效率也較低,限制了其在工業生產中的廣泛應用[12]。
與基于粉末材料的激光增材制造技術相比,電弧增材制造(Wire Arc Additive Manufacture,WAAM)工藝因其設備成本低,工藝窗口寬,成型效率高等優點受到人們的關注[13,14]。WAAM 技術通過鎢極惰性氣體保護焊(GTAW)、熔化極氣體保護焊(GMAW)的和等離子弧焊(PAW)產生的電弧作為熱源,在熔覆過程中填充焊絲逐層熔覆,最終接近成型[15]。通過WAAM所獲堆焊層的質量取決于熔覆材料、增材制造時的工藝參數以及周圍環境的影響,堆焊層的耐磨性又取決于熔覆層中硬質相的類型、形狀和分布以及與基體的融合情況,為了有效發揮堆焊層的作用,通常希望所獲得的堆焊層有較小的稀釋率、合理的組織類型、形狀以及分布[16]。
當前WAAM 技術主要應用于各種金屬材料,包括鋁、鎳、鈦合金、碳鋼以及合金鋼和其他金屬[17],本文主要綜述WAAM 中幾種典型的材料,討論其所獲堆焊層的微觀結構以及對于顯微硬度與耐磨性能的影響,最后對增材制造技術的發展做出了展望。
1 WAAM 技術的優勢
WAAM技術以電弧作為熱源,以線材為原料快速制造零件、修復零件,WAAM成形原理如圖1所示。利用增材制造技術對零件進行表面改性,全面提升使用零件的力學性能以及增加零件的使用壽命。除此之外,采用WAAM與其他AM堆焊技術相比,具有以下優勢[18,19]:
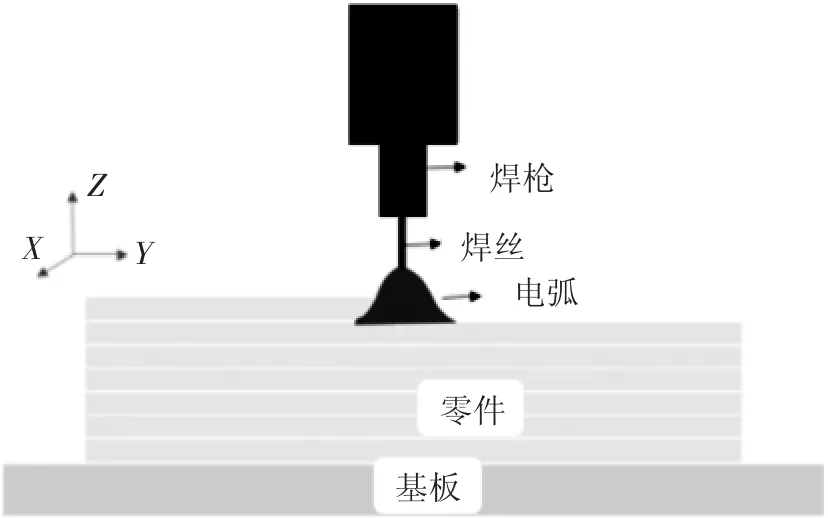
圖1 WAAM原理
(1)設備成本相對較低,與激光、電子束等增材制造方法相比,WAAM 堆焊設備不受設備成型腔和真空室的限制,擁有較低的設備成本。
(2)以線材作為原料利用率高,一般以焊絲作為堆焊層的原料,焊絲制造技術成熟,價格便宜,且成形后不需要進行復雜的加工,具有較高的材料利用率。
(3)更高的生產效率,擁有良好的制造靈活性,工藝設計較為簡單,參數易于控制,通過調節堆焊過程中的工藝參數實現對熱輸入的調節,增加熱輸入加快焊絲的融化速度以及焊接速度,可用于原位修復較大尺寸的零部件。
(4)堆焊層致密度高。WAAM 材料適用范圍廣,可對銅、鋁等激光反射率高的材質進行加工,獲得的熔覆層成分均勻,堆焊層與母材或堆焊層之間實現冶金結合,力學性能好。
2 WAAM 技術應用與研究現狀
2.1 鋁及其合金
鋁合金是一種導電性、導熱性、可塑性優良的金屬材料,鋁合金在WAAM中的應用是當前一個活躍的研究領域[20-22]。由于鋁合金其高反射與高導熱系數等自身屬性的限制,在WAAM過程中,如果層與層之間的熱量輸入和焊道停留的時間選擇不當,往往會導致孔隙率增加以及晶間裂紋出現[23]。為避免鋁合金加工中產生的問題,目前較為適用的方法是選擇合理的堆焊工藝及調整適當的堆焊參數減少堆焊中出現的問題[24,25]。
在堆焊過程中,可以通過增加WAAM過程中的熱輸入來提高熔覆效率,但這必然會導致熔覆層間的溫度升高。焊層間經歷多次熱循環和表面氧化物重熔,使鋁合金很難實現精細的微觀結構以及較低孔隙率和較好的力學性能。Leandro Jo?o da Silva 等[26]提出了基于WAAM技術的熱管理技術——近浸沒式主動冷卻(NIAC)實驗裝置概念,如圖2 所示,即預制件相對連續且受控地浸入工作槽內的冷卻液體中,并于傳統的自然冷卻與被動冷卻進行比較,發現這種熱管理技術能夠減少熱量積累,同時高散熱率能夠使制造的零件保持在一個合理的低溫范圍內。但這種熱管理技術對降低孔隙率沒有明顯的幫助,針對熱輸入與孔隙率之間的關系,Cong Baoqiang 等[27]通過應用變極性冷金屬轉移(VP-CMT)技術,在降低Al-Cu合金堆焊層溫度的同時還顯著降低了堆焊層的孔隙率。在此基礎之上,Zhang,Chen 等[28]采用變極性冷金屬轉移(VP-CMT)技術降低了Al-Mg 合金堆焊層氣孔率,在堆焊的過程中,粗大的柱狀晶轉變為較為細小的等軸晶。雖然降低熱輸入可以起到改善堆焊層中孔隙率的作用,但一些微孔的存在還是會使鋁合金展現出各向異性的特征,這種特性的存在將會在很大程度上限制其使用范圍。
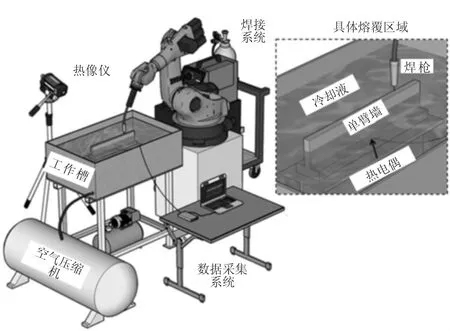
圖2 NIAC 概念的實驗裝置表示法[26]
另一方面,在鋁鎂合金堆焊過程中,降低堆焊層間的溫度能夠有效提升其力學性能[29]。對于熱輸入對力學性能方面的關系,國內外學者也做出了大量研究。Oleg Panchenko 等[30]通過調整工藝參數(送絲速度和焊接速度)提高了Al-Mg-Mn 堆焊層的拉伸性和延展性。雖然調節工藝參數能夠改善鋁合金材料的力學性能,但對于重要零部件的服役中,單單通過改變工藝參數這一方式還無法滿足其使用要求。Chen Zhang 等[31]在堆焊Al-Mg合金的過程中除了選擇合適的工藝參數,還增加了輔助堆焊制造的機械振動裝置,如圖3 所示。發現通過這種方式獲得的堆焊層在降低孔隙率、細化組織、降低其各項異性特性,提高其各方面的力學性能均有所幫助。Sun Rujian 等[32]將WAAM 技術與激光沖擊強化技術相結合方式制造了2219 鋁合金零件,激光沖擊強化示意圖、沖擊路徑以及激光沖擊強化后的樣品圖如圖4~6 所示,通過激光沖擊強化輔助WAAM 技術,所獲零件晶粒更加細小,激光沖擊強化的過程中使零件產生高密度位錯和孿晶,提高了零件的屈服強度。
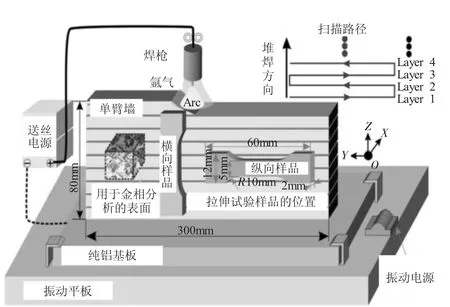
圖3 振動裝置以及測試試樣示意圖[31]
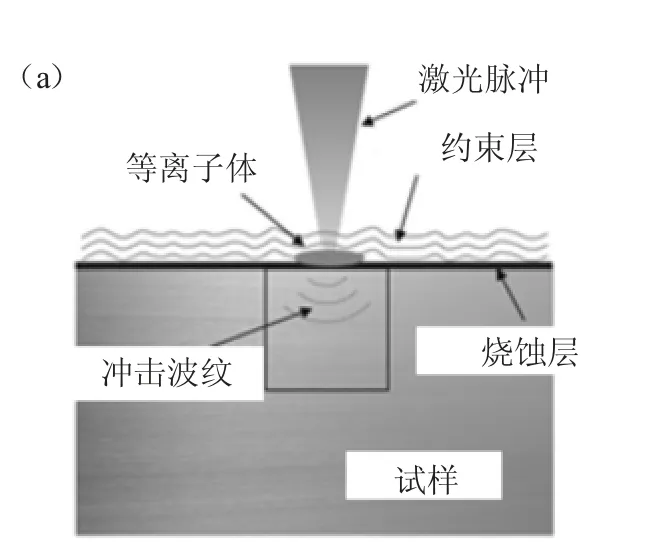
圖4 激光沖擊強化示意圖
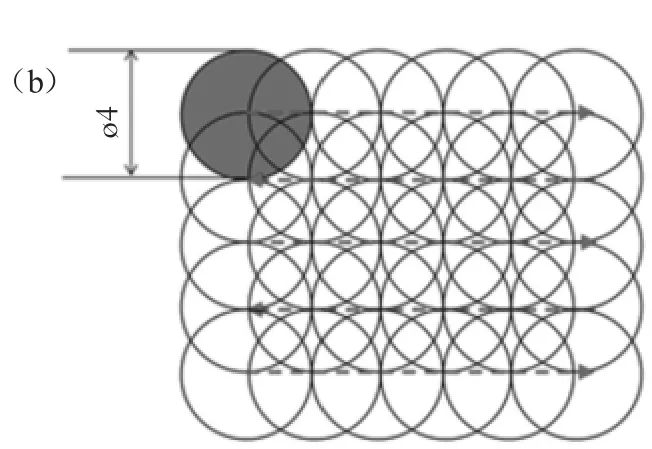
圖5 重合率50%的激光路徑

圖6 激光沖擊強化WAAM2319 鋁合金試樣[32]
綜上所述,雖然鋁合金堆焊過程中存在諸多問題,但是隨著鋁合金在工業生產中越來越越重要的地位以及堆焊技術的不斷成熟完善,鋁合金在增材制造過程中面臨的問題都將能夠很好的解決。
2.2 鎳基合金
鎳基合金是一種高溫合金,屬于Ni-Cr 固溶強化合金,其強度主要來自難熔金屬鈮和鉬在鎳鉻基體中的固溶硬化效應[33]。該合金具有優異的耐熱腐蝕、耐疲勞、耐磨性和良好的焊接性,在高溫下具有很好的強度[34],被廣泛應用于航空航天、石油化工、船舶工程等領域[35,36]。然而卻由于高昂的成本限制了這種材料的使用[37],堆焊表面改性成為了解決這一問題經濟、有效地方式,即選擇低碳鋼或者低合金鋼作為基體熔覆一層鎳基合金材料既滿足使用要求又顯著降低成本[38]。迄今為止,各種鎳基合金,包括Inconel 625 以及Inconel 718都可以通過堆焊的方式達到表面改性的目的。
國內外學者對于Inconel 625 合金的研究已經取得一定成果,Thivillon,L.等[39]研究了激光熔覆與GTAW 兩種工藝制備Inconel 625 堆焊合金時微觀組織和力學性能方面存在的差異,由于激光束的高能密度,激光熔覆制備的堆焊層在微觀組織以及力學性能方面要優于GTAW 所制備的堆焊層。針對如何改善WAAM 堆焊層的微觀組織,提升其力學性能這一問題,Xu,F.J.等[40]采用脈沖等離子弧作為堆焊熱源并采取了焊層間冷卻的堆焊方式制備Inconel625 堆焊層,并與不采取冷卻的連續堆焊方法相比較,通過兩種方式堆焊的試樣如圖7 所示。前者無論是在成形質量還是在力學性能方面都要優于不采取層間冷卻的連續堆焊方法。而Wang,J.F.等[41]基于焊層間冷卻的堆焊方式,利用GTAW 技術制備Inconel625 合金堆焊層,發現靠近基體部分的微觀結構較為細小,其硬度、耐磨性要優于頂層位置。同一堆焊零部件中不同區域的微觀結構及其性能的區別受堆焊過程中的熱量的影響,各個堆焊層之間經歷了不同次數的熱循環,造就了這種差異。而采用焊層間冷卻的堆焊方式目的就是減少熱循環對堆焊層帶來的影響。為了能更好的改善熱量輸入對堆焊層帶來的影響,Wang Yangfan 等[42]利用CMT 技術制備Inconel625 堆焊層,CMT 技術由于其特殊的熔滴過渡方式,能夠對堆焊層產生較少的熱量輸入,在堆焊過程中將焊接速度作為變量,在三種不同速度下形成的堆焊試樣如圖8 所示。同時將CMT 技術制備的堆焊層與鑄造的Inconel625 合金進行了比較,論證了CMT 技術在Inconel625 合金制造中的適用性。而王勻等[43]研究了基體表面粗糙度對于堆焊層耐腐蝕性能的影響,發現較小的基體表面粗糙度,有利于提升堆焊層的耐腐蝕性。
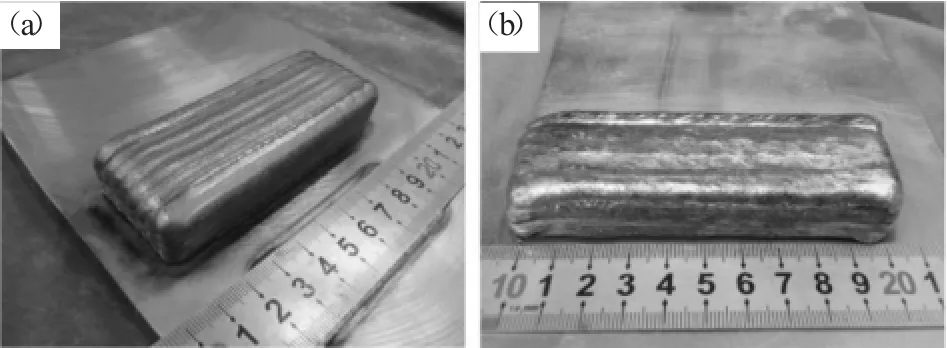
圖7 脈沖等離子弧焊制備的樣品
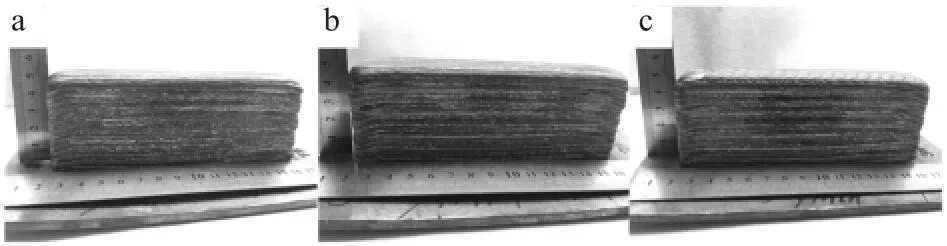
圖8 CMT-WAAM制備的塊狀樣品
據報道,通過WAAM技術制造的鎳基合金堆焊層,其顯微組織一般存在較大的柱狀晶粒[44],較多數量的Laves 相析出物和MC 碳化物[44,45]。因此,還需要采用合理的后處理工藝使組織細化,減少熔覆層中鈮的偏析,獲得枝晶間不連續的Laves相,使硬質相更好的嵌入到軟基體當中,更大程度的提升堆焊層在服役過程中的耐磨性。
鎳基合金由于其自身屬性的優勢,必然會在工業發展中擔負更加重要的角色。較高的價格也會使得鎳基合金更多的應用于表面改性,選擇合理的堆焊工藝以及參數,通過一系列的措施來改善鎳基合金堆焊層的力學性能將會受到更多研究者的關注。
2.3 鈦及其合金
相比當今在航空化工領域應用的鎳基高溫合金,鈦合金具有更低的密度,且鈦合金具有良好的力學性能、良好的生物相容性和優異的耐腐蝕性,在武器、航空、化工等領域得到了廣泛的應用[46,47]。然而鈦較高的成本又限制了其應用,相對于傳統的減材制造,AM就顯示出了它的優勢[17]。鈦合金由于其優異的耐腐蝕性被認為是極為重要的耐腐蝕結構材料,因而作為防腐涂層具有廣闊的應用前景[48]。
針對鈦合金堆焊技術,激光熔覆技術由于其較低的能量輸入,能夠獲得組織細小的涂層,成為制備鈦合金硬質涂層的最常用的技術[49-53]。H.Attar 等[54]利用激光熔覆和WAAM 制造鈦合金堆焊層,由于WAAM 較高的熱輸入,最終制備的堆焊層在拉伸以及耐磨性能方面要低于激光熔覆堆焊層。然而,激光熔覆設備昂貴且需要特定的條件,相比之下,WAAM 技術成本低,對條件的要求較少。針對如何改善WAAM技術下鈦合金堆焊層的力學性能,國內外學者從各個角度出發。Zixiang Li 等[55]等采用熱絲WAAM 技術減少堆焊過程中的熱輸入,熱絲電弧增材制造示意圖以及電阻加熱原理如圖9 所示。發現熱輸入對于堆焊層的宏觀形貌、微觀組織以及拉伸性能都有較為明顯的影響。Jun Wang 等[56]則通過調整堆焊電流確定了合適的堆焊電流,圖10 展示了不同工藝參數下熔覆層沿深度方向的顯微硬度轉變。在60A 電流下獲得的Ti6Al4V 堆焊層達到最高的硬度及耐磨性能最佳。
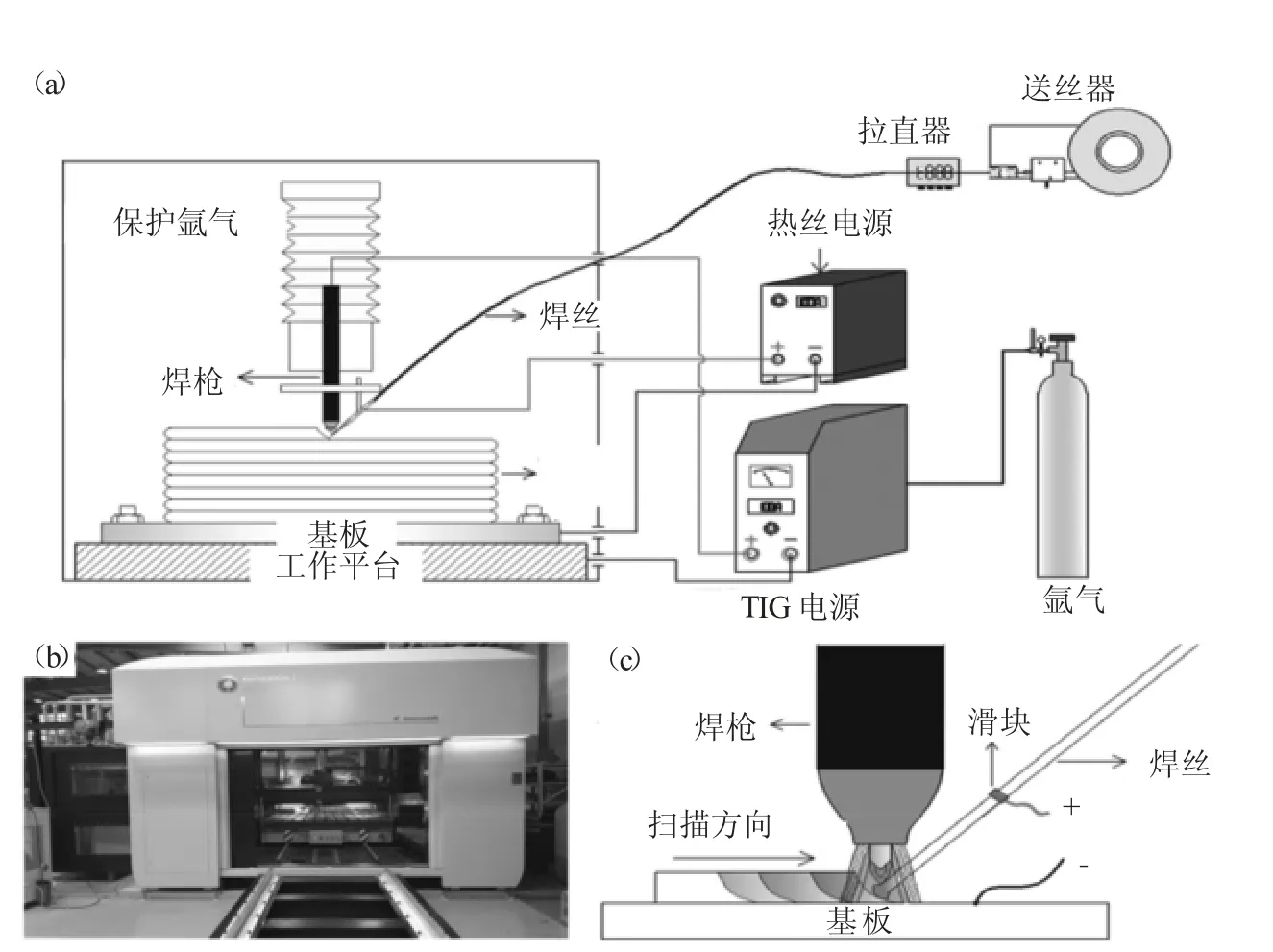
圖9 熱絲電弧增材制造
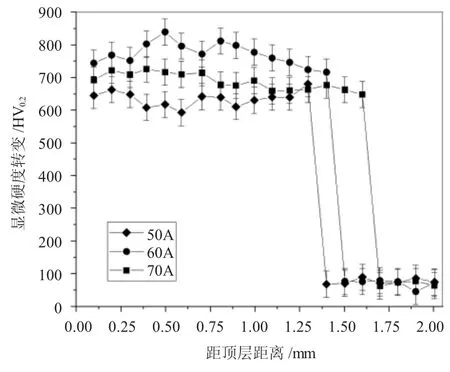
圖10 不同工藝參數下熔覆層沿深度方向的顯微硬度轉變[56]
采用鈦合金作為表面改性材料,除通過調整焊接參數獲得力學性能良好的堆焊層外,還可以調整鈦合金堆焊層成分的方法來提高堆焊層性能。由于氬弧焊在堆焊過程中采用氬氣作為保護氣體,對堆焊層和過熱區進行保護防止其氧化,所以氬弧焊制備鈦合金堆焊層得到較廣的應用。Mridha 等[57]和Monfared 等[58]分別通過TIG 技術制備鈦合金堆焊層,所獲堆焊層均有較高的硬度以及良好耐磨性能。An Q 等[59]制備了高質量的TiBw/Ti6Al4V 復合堆焊層,發現堆焊層硬度隨著電流的增大而有降低趨勢,其微觀組織增大。
伴隨著科學技術的發展與WAAM 技術的不斷成熟,鈦合金材料的研發和應用也進入了新階段,選擇合理的堆焊技術以及合理控制堆焊過程中的熱輸入,堆焊技術必然會更多的應用到鈦合金領域。
2.4 高鉻鑄鐵
高鉻鑄鐵是高鉻白口抗磨鑄鐵的簡稱,通常含有8%~35%Cr 和2%~5%C,是一種性能優良而受到重視的耐磨材料[56,60],它以比合金鋼高的多的耐磨性,比一般白口鑄鐵高得多的韌性、強度,同時還兼有良好的抗高溫和抗腐蝕性能,加工生產便捷、成本適中[61,62],而被譽為當代最優良的耐磨料磨損材料之一。FeCrC 的耐磨粒磨損性能源于Cr 碳化物鑲嵌在韌性較好的Fe 基體中,這些碳化物會阻礙磨料的滲透。因此,增加硬質相的數量對磨料耐磨性有積極的影響[61,63]。與鎳基和鈷基堆焊合金相比,FeCrC 合金由于成本的優勢,所以在生產中使用的頻率更高。
根據合金中C 和Cr 的含量不同,高鉻鑄鐵又可分為亞共晶、共晶、過共晶成分,三種類型不同的高鉻鑄鐵在凝固過程中展現了不同的微觀結構,也展現了不同的耐磨性。過共晶FeCrC 堆焊層的微觀組織由嵌入在共晶基體中尺寸較大的先共晶M7C3碳化物和鐵素體基體組成,較為粗大的先共晶M7C3碳化物是脆性的,在磨損過程中容易開裂。針對如何改善堆焊層組織粗大,影響堆焊層耐磨性問題,Afzalleh Jilleh 等[64]將鈮、鉬(鎢、釩作為微量元素)添加到的過共晶耐磨堆焊層,表1 展示了基體以及焊絲A、B、C、D 的化學成分含量。發現合金元素的加入可使堆焊層中先共晶M7C3碳化物相晶粒細化,如圖11 所示。硬質相細化的同時提高了堆焊層的耐磨性。冒志偉等[65]在Fe-Cr13-C 耐磨堆焊焊條藥皮中加入Nb 和N,從而增加了堆焊層中硬質相析出相數量,并使堆焊層中的馬氏體發生細化,顯著提高了其硬度與耐磨性。以上學者從堆焊層材料角度出發,考慮添加合金元素增加異質成核點帶來的組織細化,也有學者從焊接工藝方面考慮,提高堆焊層的耐磨性能。Karsten Günther 等[66]通過對焊絲進行電阻加熱,使焊絲在進行熔覆之前具有一定的初始溫度,從而降低了電弧的輸入能量,對堆焊過程中的稀釋率起到了一定控制作用,同時也提高了熔覆速度以及耐磨性。
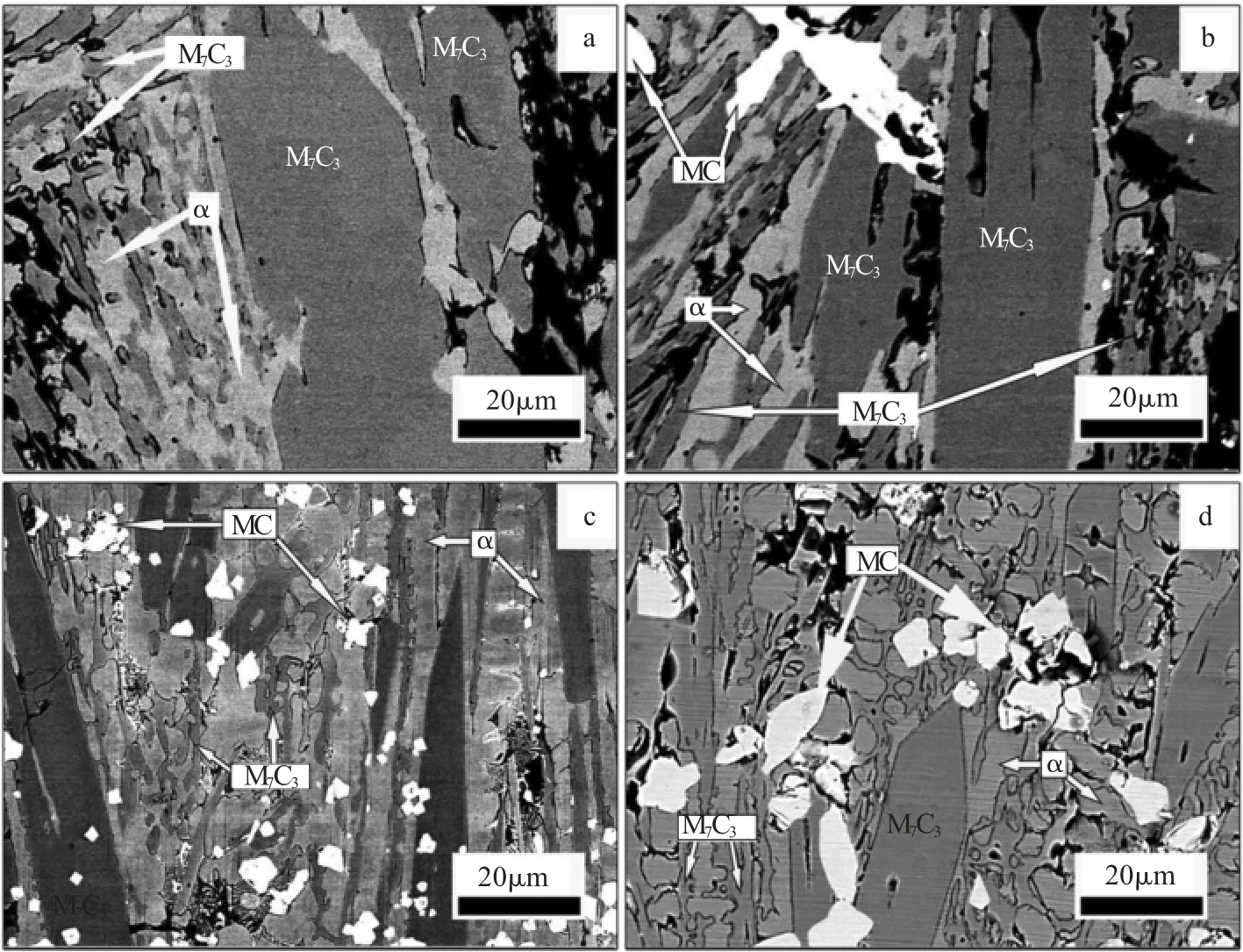
圖11 SEM背散射電子顯微照片
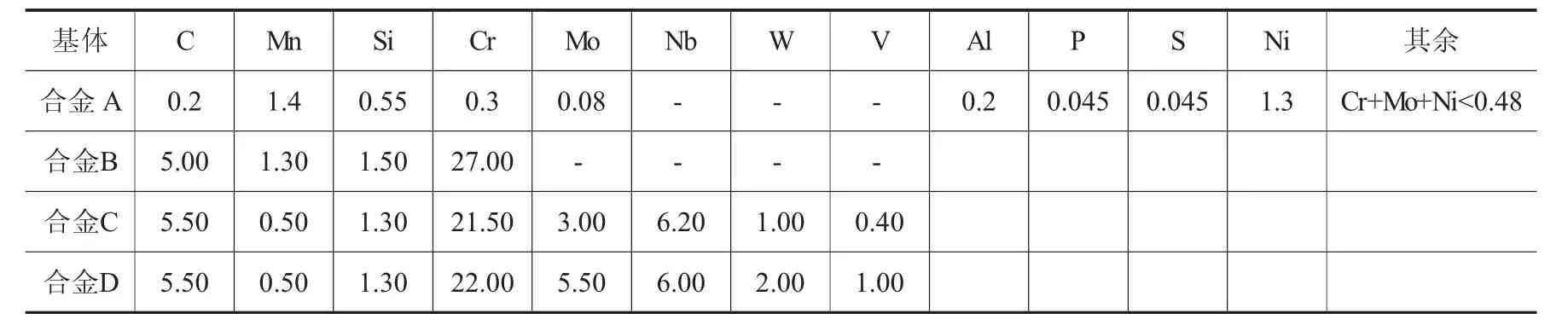
表1 基體以及合金A、B、C、D 的化學成分[64]
在高鉻鑄鐵的應用過程中,組織中的M7C3碳化物是影響堆焊層硬度和耐磨性的主要因素之一,合金元素的加入改善了材料內部組織,提高了耐磨性能,在今后的研究中,如何合理的把控合金元素的投入的成分以及調節工藝參數使其稀釋率保持在一個最佳的范圍也是其研究的一個重點。
2.5 碳鋼及合金鋼
鋼類材料的堆焊取決于鋼中碳的質量分數[67-69],鋼中的合金元素(包括碳)的質量分數按其作用換算成碳的相當含量稱為碳當量。經驗證明,碳當量小于0.4 是理想的范圍,碳當量越高裂紋傾向就越大,焊接性越差。
低碳鋼的碳當量小,塑性好,一般沒有冷裂傾向,焊接性優良。中碳鋼的碳的質量分數較高,通過WAAM 時易產生淬硬組織和冷裂紋傾向[70,71],如圖12 所示,一般采取預熱或者緩冷的工藝措施來預防裂紋的產生[72-75]。高碳鋼的焊接性更差,一般只限于修補工作。在堆焊過程中,熱循環一直以來都是研究的重點問題,其對于堆焊層影響也是沒有一個統一的規律。Suryakumar 等[76]研究發現低碳鋼經歷的熱循環次數與硬度成反比,即堆焊層的最后幾層經歷的熱循環次數少,所以最后幾層擁有較高的的硬度,同時他們還認為,熱循環會導致相鄰受影響層退火和軟化。然而Zeqi Hu[55]在5CrNiMo 熱鍛工具鋼的WAAM中發現隨堆焊層高度的增加,堆焊層的散熱條件惡化,其頂層組織較為粗大,堆焊層底層硬度要高于頂層,后堆焊層對前堆焊層起到回火作用,對于其組織沒有明顯影響。而蔣小華等[77]基于有限元分析軟件ABAQUS,研究低合金鋼與不銹鋼異質金屬堆焊殘余應力的分布規律,發現后焊焊道對先焊焊道有一定的退火作用,可以適度降低先焊焊道時形成的殘余應力。對于不同材質的鋼種堆焊制造,觀察微觀組織演變以及其力學性能將是研究的一個趨勢。
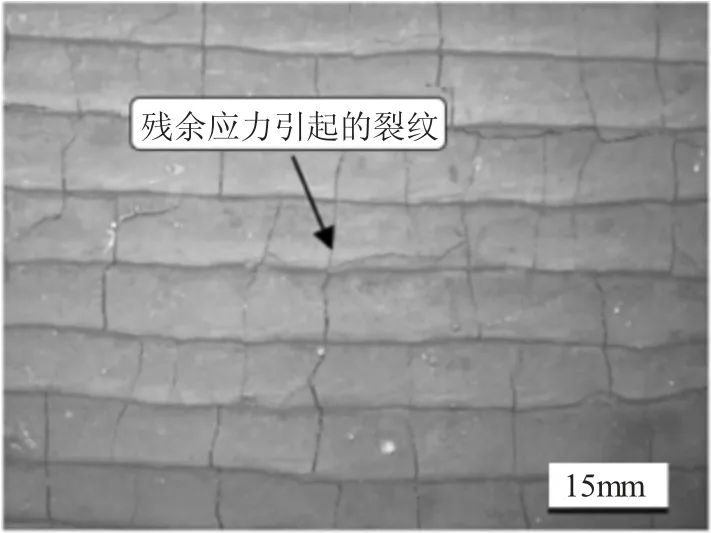
圖12 焊接裂紋
劉愛軍等[78]采用CMT 技術在Q345 鋼表面堆焊高Cr 合金鋼,堆焊層的組織以馬氏體和殘余奧氏體為主,且堆焊層的硬度遠高于基體硬度。在堆焊過程中由于熱輸入引起的稀釋率同樣研究重點問題,對于鋼鐵材料的堆焊過程中,普遍認為稀釋率的增加會導致耐磨以及耐腐蝕性能的下降。黃衛東等[79]在S271 低合金鋼上堆焊690 鎳基合金,發現單層單道堆焊時焊接速度、送絲速度和輸入電流對稀釋率均有影響。周彥林等[80]采用雙鎢極高效焊接技術,如圖13,在低合金高強鋼SA-516-70N 基材表面堆焊不銹鋼過渡層和耐蝕層,其稀釋率僅為7.6%。史順望等[81]采用MAG 焊及實心不銹鋼焊絲進行堆焊工藝試驗,耐蝕層組織為樹枝狀奧氏體組織,電化學腐蝕性能良好。
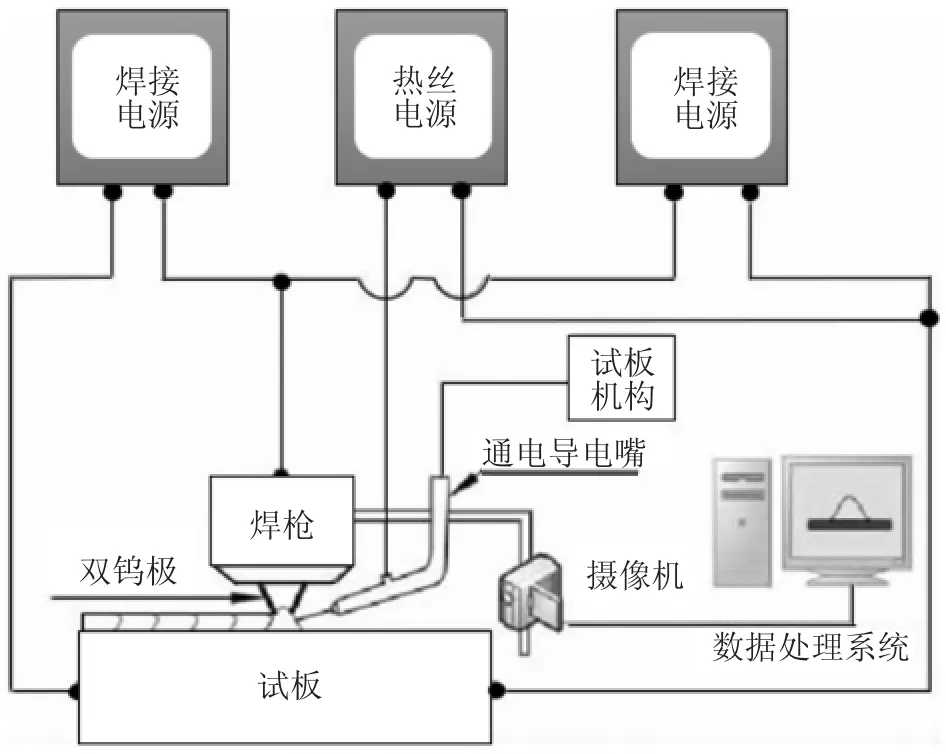
圖13 雙鎢極焊接裝置示意圖[80]
此外,可用于堆焊合金不僅局限于這幾種材料,常用的堆焊材料還有鈷基、銅基等材料,堆焊合金的選擇要根據工作環境的選擇而確定,不同堆焊合金的化學成分以及微觀組織對堆焊層的使用起著決定性的作用[1]。
3 WAAM 技術存在問題及發展趨勢
3.1 存在問題
雖然WAAM 技術是有廣闊的發展前景,但WAAM 過程中仍有些關鍵問題需要考慮。由于WAAM 較其他增材方式輸出熱量較高,通過WAAM制造的零件受到以下因素的影響[82-84]:
(1)成型精度。由于熔滴的過渡方式以及熔池的形狀不可控,對于堆焊成型后零件的輪廓尺寸以及堆焊層的表面精度會存在較大的偏差,要采用焊后加工的方式對堆焊層進行加工以達到理想的精度,但這無疑增加了額外的成本,延長了零件生產周期。
(2)堆焊缺陷。在制備堆焊層過程中,零件在加熱過程中發生受熱膨脹,而在凝固過程中又由于受冷發生收縮,熱脹冷縮的過程中使零件產生孔隙、變形和裂紋等缺陷。
(3)工藝參數調節。在堆焊過程中工藝參數的調節也是關鍵的方面,對于不同的堆焊材料應選擇不同的堆焊參數,選擇合適的工藝參數能形成良好的堆焊層質量,從而避免堆焊層產生不必要的缺陷。
(4)堆焊層組織及性能。由于WAAM是快速加熱與快速冷卻的過程,在堆焊過程中熱循環造成的組織轉變較為復雜,組織的不同決定零件的使用性能。
3.2 WAAM 技術的發展趨勢
伴隨著WAAM技術的發現,堆焊增材制造技術已廣泛應用在了航空航天、石油化工以及采礦等領域,并取得了顯著成效,為制造業發展做出了突出貢獻。為了使WAAM堆焊技術更加成熟的應用于不同的工業領域,還需要克服在生產領域面臨的一些挑戰。針對所面臨的問題,從以下幾個方面對WAAM堆焊技術的發展做出了展望。
(1)實現WAAM 堆焊與后處理一體化,縮短零件生產周期。后處理一方面是對成形后的堆焊層進行加工達到尺寸精度,另一方面對堆焊層進行進一步的熱處理,更好的滿足使用要求。將堆焊與后處理整合一體化,從而提高生產效率。
(2)在堆焊過程中采取輔助工藝措施,達到細化晶粒、消除應力的目的。由于WAAM熱量輸入較大,在成型零件中不可避免的會出現粗大的的晶粒以及熱膨脹與熱收縮引起的應力,通過在堆焊過程中添加輔助工藝減少加熱冷卻過程引起的應力,控制堆焊層的冷卻速度來獲得所需的微觀組織。
(3)進一步優化堆焊時工藝參數,實現堆焊層與母材之間的可靠的冶金結合。可以針對不同的材料和工藝進行研究,以獲得最佳的工藝參數,針對不同的材料以及工藝進行研究需要投入大量的精力,在這方面還有很長的路要走。
(4)根據不同的工作環境,開發適用于WAAM技術的優異堆焊材料。在兼顧環境保護與利益的前提下,根據不同的母材與工作環境開發更加耐用的堆焊材料,進一步提升零件的使用壽命。
(5)借助仿真軟件,模擬堆焊過程中殘余應力、復雜的熱循環,預測堆焊過程中可能產生的缺陷并進行準確分析,為實際生產提供支持。
4 總結
綜上所述,WAAM 技術以其較低的設備成本,較高的材料利用率以及較高的生產效率被廣泛應用于各個領域。雖然在WAAM的過程中還有較多的問題亟需解決,但隨著WAAM技術的不斷創新發展,這些生產中存在的問題都可以通過采用合理的工藝得到彌補。伴隨著工業化進程的加快,增材制造技術的發展與成熟,需要堆焊增材制造的領域也越來越多,對堆焊增材制造技術的發展提供了更多的道路。同時隨著人們資源保護意識加強,通過增材制造技術修復零件或者對零件進行表面改性的應用前景更加廣闊。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
