零件加工誤差與機床幾何誤差映射關系建模
2021-10-11 02:34:26栗世豪張俊唐宇陽尹佳趙萬華
西安交通大學學報 2021年10期
關鍵詞:測量
栗世豪,張俊,唐宇陽,尹佳,趙萬華
(西安交通大學機械制造系統工程國家重點實驗室,710049,西安)
零件的加工精度受多重因素影響,例如機床零部件在制造過程中產生的幾何誤差、溫度變化產生的機床熱變形誤差、各運動軸傳動過程中產生的跟隨誤差、零件殘余應力釋放導致的變形誤差等。在眾多因素中,機床幾何誤差是一種重要的誤差源,在其影響下,刀具會偏離理想的運動軌跡,在工件上產生各種誤差項。
為了提高零件精度,國內外眾多學者從機床幾何誤差入手,進行了大量研究。文獻[1]根據多體系統運動學理論,利用齊次坐標變換方法,實現了多軸機床幾何誤差建模,并根據建模結果進行刀位點補償;文獻[2-3]分別利用螺旋理論和指數積理論,建立起多軸機床幾何模型關系,這兩種方法不必建立大量的中間矩陣,減小了機床幾何誤差建模的復雜度。文獻[4]對鏜銑床進行幾何誤差建模,并考慮了刀具位置誤差以及姿態誤差對加工曲面的影響,較為全面地介紹了機床幾何誤差與零件誤差的建模方法。文獻[5]建立了輪廓面法向矢量誤差預測模型,并利用S試件進行了驗證。文獻[6]考慮了刀具懸長的影響進行機床幾何誤差建模,實現了線性加工軌跡以及圓形加工軌跡的誤差補償。
目前,針對機床幾何誤差的研究大多停留在建模[7-11]、補償[12-17]這一步,并未探討機床幾何誤差與零件精度的關系。少數學者在探究機床幾何誤差與零件精度關系時,也未考慮加工路徑以及刀軸矢量偏差對零件誤差面的影響[18]。此外,在幾何誤差數據的獲取上,雖然有基于激光干涉儀開發的“九線法”[19]和“十二線法”[20],但激光干涉儀光路調整十分耗時,而激光跟蹤儀中角度編碼器也存在誤差[21],如何便捷地獲取21項誤差數據也亟待解決。
針對以上問題,本文以實現機床幾何誤差與零件誤差建模為目的,首先建立三軸機床幾何誤差模型,推導刀尖點位置誤差與刀軸矢量誤差公式。然后利用激光跟蹤儀單站分次測量并開發出分離算法獲取機床21項誤差數據。最后針對尺寸誤差、形狀誤差和位置誤差,分別選取凸臺寬度、平面度和孔軸線位置度為研究對象,建立起機床幾何誤差與零件誤差之間的映射關系,通過切削實驗驗證了映射關系的準確性。
1 機床幾何誤差建模與誤差數據獲取
1.1 三軸機床幾何誤差建模
三軸機床的組合形式多種多樣,無論是哪種組合形式,均可根據多體系統運動學理論[22]進行建模,一般多體系統拓撲簡圖如圖1所示。

圖1 一般多體系統拓撲簡圖Fig.1 Topological diagram of general multi-body system
設慣性參考系R為A0體,然后任選一體為A1體,朝著遠離A1的方向,按自然數列為各個體命名編號。設L為低序體算子,j為各運動體,i為j的相鄰低序體,k為各運動體階次,定義
(1)
例如個體5的一階低序體為1,二階低序體為0。當體與體之間只移動x時,其理想變換矩陣為
(2)
移動x引入6項誤差,如圖2所示,同時引入誤差變換矩陣ΔTij,基于小位移小角度假設,利用等價無窮小代換,將sinx≈x,cosx≈1,此外,將二次以上的高階項略去,可得
ΔTij=Tij(Δαij)Tij(Δβij)Tij(Δγij)Tij(Δxij)·
(3)

圖2 移動x時6項誤差Fig.2 Six errors when moving x
對于一個多體系統,我們關心的往往是拓撲鏈末端相對于拓撲鏈首端的位置變化和姿態變化,設空間點在子坐標系Sj中的齊次坐標為Pj[pxj,pyj,pzj,1]T,其在任意子坐標系Sk中含有誤差的齊次坐標形式Pkr為
(4)
在任意子坐標系Sk中,理想齊次坐標形式Pk為
(5)
設空間矢量在子坐標系中Sj的齊次投影為Uj[uxj,uyj,uzj,0]T,其在任意子坐標系Sk中含有誤差的齊次坐標Ukr為
(6)
在任意子坐標系Sk中,理想齊次坐標Uk為
(7)
將一般多體系統理論應用于三軸機床,可得到圖3的幾何誤差建模流程。

圖3 三軸機床幾何誤差建模流程Fig.3 Geometric error modeling process of three-axis machine tool
刀尖點P在工件坐標系中的實際位置與理想位置的偏差為
(8)
刀具矢量U在工件坐標系中實際姿態與理想姿態的偏差為
(9)
式中:P和U分別是理想刀尖點位置和刀軸矢量,可按照式(5)和式(7)計算,Pr和Ur為實際刀尖點位和刀軸矢量,可按照式(4)和式(6)計算。
以圖4的三軸機床為例,按照圖3的流程進行刀尖點誤差建模。圖5為三軸機床拓撲圖,表1為三軸機床的低序體陣列表。拓撲結構中個體的數量可根據研究的問題進行選擇,本文選取了7個體進行研究。

圖4 三軸機床模型圖Fig.4 Model of three-axis machine tool

圖5 三軸機床拓撲圖Fig.5 Topological diagram of three-axis machine tool
將表1中的數值代入式(8)和式(9),可以得到
EP=[T71ΔT71]-1·
[T12ΔT12T23ΔT23T34ΔT34T45ΔT45T56]Pt-
[T71]-1[T12T23T34T45T56]Pt
(10)
EU=[T71ΔT71]-1·
[T12ΔT12T23ΔT23T34ΔT34T45ΔT45T56]Ut-
[T71]-1[T12T23T34T45T56]Ut
(11)

[T71ΔT71]-1[T12ΔT12T23ΔT23T34ΔT34T45ΔT45T56]
(12)
式(10)和(11)中,Pt為初始點位[0,0,0,1]T,Ut為初始刀軸矢量[0,0,1,0]T。

表1 三軸機床低序體陣列表Table 1 Low-order body array of three-axis machine tool
工件7與床身1、主軸5和Z軸4之間裝配很好,且不進行相對運動,因此可以認為它們之間的變換矩陣為單位陣I;有相對運動的X軸2與床身1、Y軸3與X軸2、Z軸4和Y軸3之間需要明確誤差項及正方向,三軸機床有21項誤差,分別為X軸6項δxx、δyx、δzx、εxx、εyx、εzx;Y軸6項δyy、δxy、δzy、εxy、εyy、εzy;Z軸6項δzz、δxz、δyz、εxz、εyz、εzz;X、Y、Z軸之間的垂直度誤差3項Sxy、Syz、Sxz。圖6以X軸為例介紹了該軸的6項誤差,線性誤差δ系列的正方向與機床坐標系一致,由右手定則確定,角度誤差ε系列以及垂直度誤差的正方向如圖7所示。
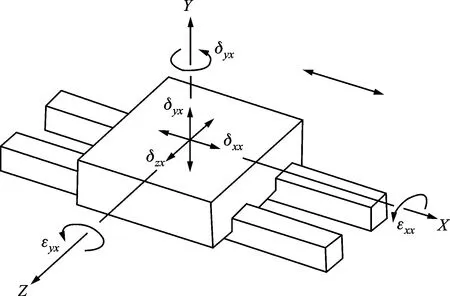
圖6 X軸6項誤差示意圖Fig.6 Six errors of X-axis

圖7 角度誤差和垂直度誤差方向Fig.7 Direction of angel error and perpendicularity error
將誤差項代入變換矩陣,便可得到3個軸變換矩陣T12ΔT12、T23ΔT23、T34ΔT34,此外主軸5與刀具6之間也會引入矩陣T56,該矩陣涉及刀具懸長引起的誤差,具體值如下
(13)
(14)
(15)
(16)
將式(13)~(16)代入式(10)(11),再將二次以上的高階項略去,只保留一次項,可以得到刀尖點位置偏差EP與刀軸姿態偏差方程EU。
刀尖點誤差EP為
(17)
刀軸矢量偏差EU為
(18)
1.2 幾何誤差數據獲取
1.2.1 直線軸幾何誤差辨識算法 本文采用激光跟蹤儀單站多次測量的方法進行辨識,測量流程如圖8和圖9所示。

圖8 單基站多次測量過程Fig.8 Multiple measurement process of single base

圖9 機床運動軌跡示意圖Fig.9 Schematic diagram of machine tool moving route
將基站置于不同位置,對于激光跟蹤儀讀取的數據只取基站到各測量軌跡點的距離值Lij,當不受直線軸幾何誤差影響時,設基站的位置為Tj(xtj,ytj,ztj),測量點為Pi(xi,yi,zi)。根據兩點距離公式,基站與反射鏡之間的距離Lji可表示為
(19)
根據最小二乘法可計算式(19)中基站的理想位置,該過程在MATLAB中用lsqnonlin函數求解。在實際測量過程中,由于機床直線軸幾何誤差的影響,Pi即各測量點的實際坐標與理想坐標存在空間誤差(Δxi,Δyi,Δzi),不同的基站位置Tj的坐標與實際坐標存在位置偏差(Δxtj,Δytj,Δztj),可將式(19)修正為
Rji=((xij+Δxij-xi+Δxi)2+(yij+Δyij-
yi-Δyi)2+(zij+Δzij-zi-Δzi)2)1/2-Lji=0
(20)
式中:Δxtj、Δytj、Δztj為基站位置偏差,是3個未知量;Δxi、Δyi、Δzi為直線軸移動引入的誤差,由式(17)代入,是機床21項誤差的線性組合。
對Rji進行麥克勞林展開,變為線性方程組
-Rji(0)-Oji
(21)
對于第j次測量的N個點來說,每個點xi、yi、zi都可以列出方程式(21),都含有3個基站的位置誤差和21項幾何誤差。設縮減未知數后設方程系數陣為A,未知數矩陣為E,[-Rji(0)-Oji]為B,并設定相應的邊界條件,即所有誤差項原點處誤差值為0,則有
AE=B;CE=0
(22)
綜合以上考慮,式(22)變為
(23)
式(23)可以利用矩陣的廣義逆求解
(24)
1.2.2 幾何誤差測量結果 按照1.2.1節的算法,采用FARO激光跟蹤儀(型號為ION),測量并分離機床X、Y、Z3個直線軸的21項幾何誤差,測量行程分別為500、450和400 mm,采樣點數為11。直線軸的運動路徑如圖10所示,激光跟蹤儀分別在6個基站位置測量機床運動路徑中各測量點與基站之間的相對距離。實驗現場如圖11所示,在測量各點距離之前需要測量反射鏡相對主軸末端的位置L[lx,ly,lz],軌跡原點在機床坐標系的坐標為(-500.1,450.1,400.1) mm。

圖10 機床測量軌跡Fig.10 Measurement route of machine tool

圖11 激光跟蹤儀測量現場Fig.11 Measurement of laser tracker
對18項位置誤差進行多項式擬合,其中δxx、δyy、δzz用一次多項式y=ax+b擬合,其余均用三次多項式y=ax3+bx2+cx+d擬合,擬合系數如表2所示。3個垂直度誤差Sxy為2.43×105rad,Syz為1.89×104rad,Sxz為2.06×105rad。

表2 18項誤差擬合系數表Table 2 Fitting coefficient of 18 errors
2 零件加工誤差預測模型及驗證
2.1 尺寸誤差
以圖12所示的凸臺寬度尺寸d為對象,假設凸臺右端面為x=x1,左端面為x=x2,將左右端面沿y方向離散為n個位置,根據式(17)成對計算y0到yn等n個位置的誤差Δx,然后相減即可得到不同y值處的凸臺寬度d尺寸誤差如下
(25)
式中:dr為實際值;Δd為某一y處的尺寸誤差。

圖12 凸臺特征加工示意圖Fig.12 Schematic diagram of parts machining
2.2 形狀誤差
形狀誤差的預測選取了“之”字形平面銑削的平面度來進行預測,首先將加工軌跡離散化。圖13為加工軌跡和軌跡離散化示意圖。注意離散化的刀具中心軌跡點的x值和y值距離工件邊界處都要大于刀具半徑r,這樣可以保證刀具中心在經過這些點時,刀具底面始終與工件表面接觸,不會出現刀具懸空的狀態。圖中藍色虛線區域表示刀具中心點所在的區域。

圖13 “之”字型加工軌跡與軌跡離散化Fig.13 Zigzag milling and discretization of route
將每個位置處的刀具圓周離散為集合C,設刀具中心離散化后坐標為(xi,yi,zi),刀具半徑為r,則有
C=(xi+rcosαk,yi+rcosαk,zi)|αk=
(26)

(27)
集合C′中的點含有幾何誤差,是刀具圓周上的點,雖然刀具與工件接觸形成加工面,但并非所有C′中的點都構成了加工平面,需要進行篩選。將C′中屬于工件表面上的點存入集合D中,對于“之”字形軌跡存取原則如圖14所示。奇數線上存取右上1/4圓上的點,偶數線上存取左下1/4圓上的點,最終構成集合D。存取原則確定后,點的篩選可在刀具圓周離散化過程中同時進行,如要只選取右上1/4圓上的點,將離散范圍變為[0,π/2]即可。

圖14 點存取原則Fig.14 Principle of pointing selecting
集合D中的點已被保證都隸屬于加工表面,利用最小二乘法對平面度進行預測。以實際被測表面的最小二乘平面作為評定基準面,以平行于最小二乘平面,且具有最小距離的兩包容平面間的距離作為平面度誤差值Ed。設基準平面為z=ax+by+c,則Ed可表示為
(28)
2.3 位置誤差

(29)
則Q可以表示為
(30)
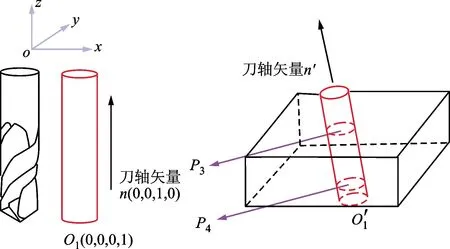
圖15 孔軸線位置度建模Fig.15 Modeling of position error of hole axis
只要將P3P4點的z值代入式(30),求出λ,便可求出P3P4點帶有誤差橫縱坐標,將其與P1和P2作對比,可得到上下孔面的坐標偏差Δxup、Δyup、Δxdown、Δydown。但是,由于誤差空間的存在,刀具在切削的每個位置都會存在位置和姿態的變化,如圖16所示。因此,將刀具參與切削的那段z值離散為n個點,對這n個位置重復計算后取平均值即可,但要注意有些位置處只影響上孔面,不影響下孔面,例如圖16中藍色位置處的刀具只影響上孔面,而不影響下孔面。

圖16 不同位置的刀具姿態對誤差面的影響Fig.16 Influence of tool posture in different position
2.4 實驗驗證
實驗件選用3個90 mm×110 mm×150 mm的鋁合金試件,x方向上為90 mm,以試件表面中心為加工原點。3個實驗件的加工參數如表3所示,加工和測量如圖17所示。

(a)凸臺加工

(b)凸臺測量

(c)平面加工

(d)平面測量

(e)孔加工

(f)孔測量圖17 不同特征實驗加工與測量Fig.17 Machining and measurement of different feature

表3 不同特征加工參數表Table 3 Machining parameters of different feature
凸臺兩側均加工,每次切1 mm,共計10 mm。其工件坐標系原點在機床坐標系下的位置為(-184.698,-276.433,-264.530) mm,加工現場與測量現場如圖17a和17b所示。檢測時用三坐標儀檢測切深5 mm處,y從50到5 mm處的凸臺寬度為d,測量間隔為1 mm,共計11個位置。理論計算時,將各處的誤差值代入式(25)中,檢測結果與理論計算結果對比如圖18所示,由圖可知,兩者誤差均在5 μm之內,預測模型較為準確。

圖18 凸臺寬度檢測值與理論計算值Fig.18 Measuring value and calculating value of part width
平面加工時其工件坐標系原點在機床坐標系的位置為(-187.175,-277.316,-264.518) mm,加工與測量現場如圖17c和17d所示。檢測時,用三坐標儀在加工表面取點,共計4個點,然后用最小二乘法計算平面度。理論計算時,刀具中心軌跡離散間隔為1 mm,刀具圓周離散為10個點,選用集合D中的點,然后用最小二乘法計算平面度。平面度檢測結果為0.003 4 mm,計算結果為0.001 5 mm,二者差值均在2 μm以內,預測模型較為準確。
孔加工鉆孔深度為30 mm,工件坐標系原點在機床坐標系下的位置為(-188.633,-277.051,-366.14) mm,加工與測量現場如圖17e和17f所示。檢測時,利用三坐標儀對孔深3 mm和28 mm處的圓心進行檢測。理論計算時,z值離散間隔為1 mm。檢測結果與計算結果對比如表4所示,二者差值均在5 μm以內,預測模型較為準確。

表4 孔位置度計算值與檢測值對比Table 4 Calculating and measuring position errors of hole axis
3 結 論
(1)提出了三軸機床幾何誤差建模方法,并根據該方法推導出三軸機床刀尖點誤差與刀軸矢量誤差的表達式,不同組合形式的三軸機床都可按照該方法建模。
(2)采用單基站激光跟蹤儀多次測量的方法便捷分離出三軸機床21項誤差,并進行了多項式擬合,建立了三軸機床的工作空間誤差場。
(3)推導了機床誤差與尺寸誤差、形狀誤差和位置誤差之間的映射關系,分析了以上二者之間的影響關系,實驗驗證了映射關系的準確性。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00