飛機部件多工位裝配偏差源分析研究
2021-10-21 02:54:28郭峰
科學與信息化 2021年26期
郭峰
中航西安飛機工業(yè)集團股份有限公司 陜西 西安 710089
引言
隨著世界航空業(yè)的快速發(fā)展,各個國家對飛機的需求量與日俱增。世界上各大先進航空企業(yè)對基于新技術、新理念下的高效飛機裝配生產(chǎn)技術都進行了廣泛且深入的研究。飛機生產(chǎn)效率的高低已經(jīng)成為衡量一個航空企業(yè)是否先進的標志[1]。而生產(chǎn)效率的提升,通常需要對裝配工藝進行優(yōu)化改革,按照生產(chǎn)節(jié)拍,進行多工位裝配的理念就是有效提升生產(chǎn)效率的手段之一。本文針對某型機部件裝配,對該產(chǎn)品多工位裝配偏差源進行梳理及分析。
1 飛機裝配偏差源
飛機的裝配偏差主要有:產(chǎn)品零件偏差、工裝偏差、重復定位偏差、變形偏差、環(huán)境因素偏差等。這些各種形式的偏差匯集最終形成了裝配工裝的裝配偏差。
1.1 零件偏差
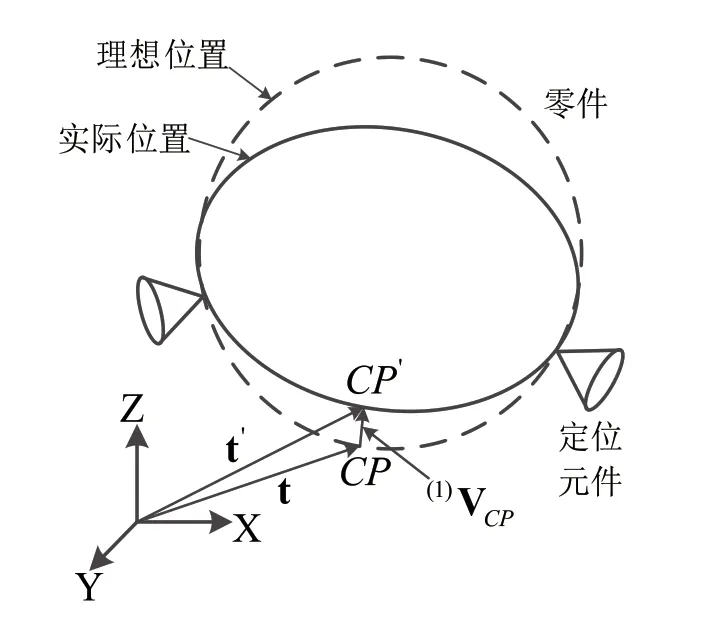
圖1 零件偏差

1.2 工裝偏差

圖2 工裝制造偏差
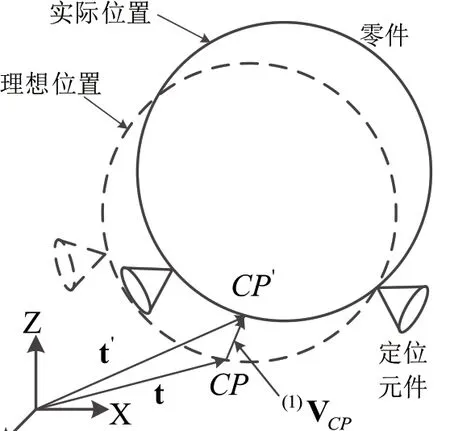
圖3 工裝裝配偏差
工裝偏差導致定位零件任意一點的偏差為:

1.3 定位偏差
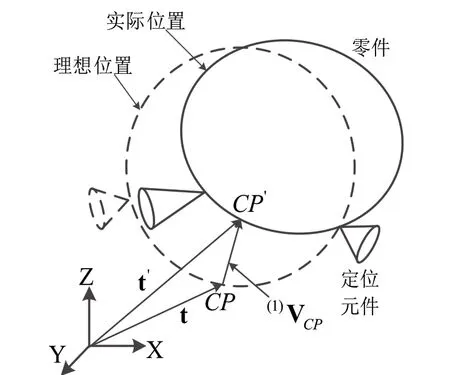
圖4 定位偏差
由定位偏差導致零件上任意一點的偏差值為:

1.4 變形偏差
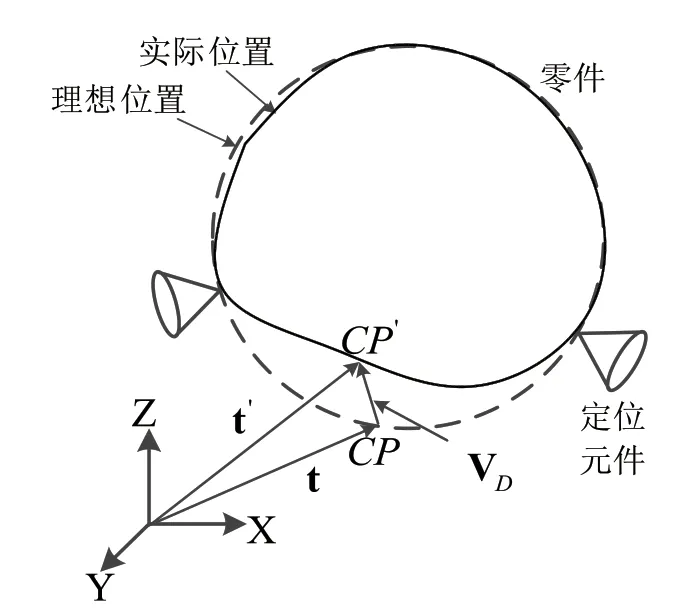
圖5 變形偏差
由變形偏差導致零件上任意一點的偏差值為:
1.5 環(huán)境因素偏差
環(huán)境因素偏差是指由裝配環(huán)境造成零件位移偏差,比如溫度的變化導致零件的熱脹冷縮原理,不同材質(zhì)的零件熱膨脹系數(shù)不一樣,又會造成進一步的偏差累計。還有裝配區(qū)域地基情況,對于重量非常大的工裝,很容易產(chǎn)生地基沉降現(xiàn)象,從而使得工裝定位零件產(chǎn)生位置偏移。
2 實例分析
某型機部件產(chǎn)品的裝配有4個工位,它們分別是1工位的骨架定位及壁板定位、2工位的左側壁板制孔、3工位的右側壁板制孔、4工位的壁清洗及鉚接,工位流程圖見圖6。

圖6 工位流程圖
該產(chǎn)品機加件為數(shù)控加工并且經(jīng)過測量機檢驗,因此其偏差可控;鈑金件和復材件由模具成型其偏差亦可控,所以產(chǎn)品偏差不是該產(chǎn)品裝配主要偏差源。而產(chǎn)品工藝路線上充分考慮了從部件到總裝的一系列協(xié)調(diào)關系,因此產(chǎn)品裝配工藝偏差也不是該產(chǎn)品裝配主要偏差源[3]。裝配車間有專門的恒溫系統(tǒng)和加強地基,因此環(huán)境因素偏差同樣不是產(chǎn)品裝配主要偏差源[4]。由于產(chǎn)品裝配工裝的可移動性以及較大的高度尺寸,在靜止狀態(tài)和移動狀態(tài)下工裝變形對產(chǎn)品裝配精度會產(chǎn)生一定影響。同時工裝定位器終極調(diào)裝精度以及杯錐二次定位也是影響產(chǎn)品裝配精度的重要元素。綜上,我們可以看出該產(chǎn)品裝配工裝主要偏差源集中在變形偏差重復定位偏差和工裝偏差上。
3 結束語
本文通過對飛機部件裝配多工位作業(yè)時產(chǎn)生的偏差進行梳理分析,并利用圖形進行深度剖析,最后結合飛機部件裝配實例進行驗證。為飛機部件多工位裝配時的偏差預分析提供了解決方法和思路。
猜你喜歡
環(huán)球時報(2022-05-30)2022-05-30 15:16:57
中華詩詞(2020年1期)2020-09-21 09:24:52
當代陜西(2019年11期)2019-06-24 03:40:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
