水冷壁管排T型三通焊縫熱處理工藝分析及應用
2021-10-21 08:08:54李緒連劉曉華莊海青劉盛耀
電力勘測設計 2021年9期
關鍵詞:焊縫
李緒連,劉曉華,莊海青,劉盛耀
(中國能源建設集團江蘇省電力建設第三工程有限公司,江蘇 鎮江 212003)
0 引言
隨著電力工業的發展和環保要求的提高,火力發電機組逐步走向大容量、高參數的路線。塔式鍋爐具有占地面積小、熱效率高、受熱面磨損小等一系列優點,應用越來越廣泛[1]。某電廠二期2×1 000 MW超超臨界二次再熱燃煤發電機組,鍋爐水冷壁管子材料為12Cr1MoVG,規 格 包 含 φ44.5×9 mm、φ38×8.5 mm、φ38×7 mm。相對于國內常規的超超臨界一次再熱機組,水冷壁的壁厚有所增加,而根據DL/T 869—2012《火力發電廠焊接技術規程規定》,對于壁厚超過8mm的12Cr1MoVG材質的焊接接頭需做焊后熱處理。由于現場工期較為緊張,需要熱處理的水冷壁管子繁多且空間位置復雜,而目前關于水冷壁管排焊后熱處理的工藝研究報道較少,沒有成熟的經驗可以借鑒。因此本文選取水冷壁左墻上部垂直段管屏T型三通進行熱處理工藝分析,探討履帶式電加熱器對該部位進行熱處理工藝的可操作性和實用性,以保證熱處理后的焊接接頭具備優異的使用性能,并應用在之后相同空間位置的熱處理工作中。
1 熱處理工藝準備
1.1 材料
本次熱處理工藝所用材料為現場實際焊接的水冷壁左墻上部垂直段管屏T型三通焊縫,焊接項目代號為SL1,管屏如圖1所示。對垂直段管屏T型三通24只焊口進行編號,如圖2所示。

圖1 水冷壁T型三通焊縫管屏圖

圖2 管屏T型三通焊口編號示意圖
1.2 工藝流程
根據現場所選定的熱處理工藝材料,制定初步的熱處理工藝方案后,對水冷壁管屏T型三通焊縫進行熱電偶以及加熱器的布置與綁扎,然后在加熱器表面按照規范要求鋪設保溫棉,熱處理機開機后對溫度跟蹤記錄。
2 熱處理工藝方案實施
2.1 工藝的制定
根據現場水冷壁管子的規格參數,依據公司焊接工藝評定以及DL/T 819—2019火力《發電廠焊接熱處理技術規程的相關規定》,編制焊接熱處理工藝卡,工藝參數如表1所示。

表1 熱處理工藝參數
2.2 熱電偶的布置與綁扎
水冷壁管屏熱電偶布置如圖3所示,編號為2、5、7共3支熱電偶為控溫熱電偶,1、3、4、6、8共5支熱電偶為測溫熱電偶,8支熱電偶均布置在管屏上面。
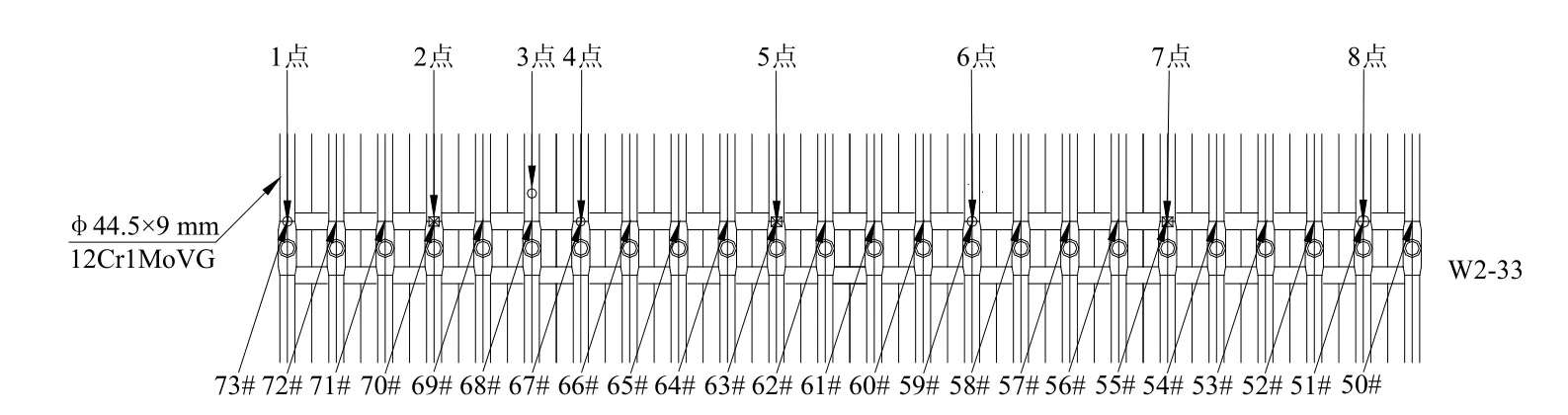
圖3 熱電偶布置圖
熱電偶的綁扎是采用鐵絲穿過安裝對口時留下的應力槽進行扎緊。
2.3 加熱器的布置與綁扎
采用的履帶式電加熱器單片尺寸為1 000 mm× 180 mm,功率為10 kW,加熱器的示意圖如圖4所示。
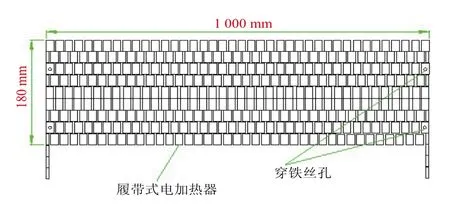
圖4 履帶式電加熱器
相鄰管子的中心間距為120 mm,考慮到加熱器能最大程度覆蓋住焊縫,因此每片加熱器加熱8根管子,加熱器采用上下兩片對稱布置。
由于現場鋪設的水冷壁左墻上部垂直段管屏的T型三通凸出管距離安裝焊縫有42.75 mm,而本研究選用的履帶式電加熱器的寬度為180 mm,因此管屏上側履帶式電加熱器不能平均鋪設在焊縫的兩側。又因異型結構件很難保證管屏上下加熱元件完全對稱布置,所以對于管屏上部的加熱器的鋪設,采用一端靠緊T型三通凸出管邊緣,并將T型三通用保溫棉完全包裹起來,保證T型三通的整體加熱熱量均勻分布,減少熱損失。管屏下側的加熱器則平均鋪設在焊縫兩側,履帶式電加熱器的鋪設如圖5所示。
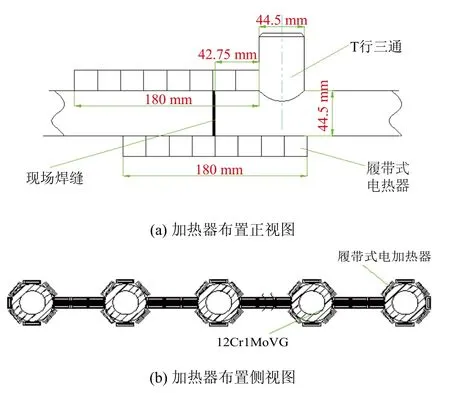
圖5 加熱器布置圖
上下兩片加熱器的綁扎是通過事先在未開割槽的管屏上面鉆孔(鉆孔的位置距三通約100 mm處),然后用鐵絲通過應力槽與鉆孔口進行捆綁,左右兩片的加熱器亦通過鐵絲進行連接,應力槽與鉆孔口的位置如圖6所示。
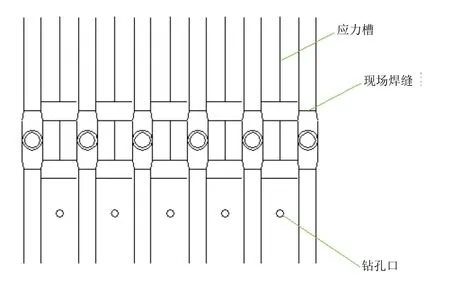
圖6 應力槽及鉆孔口布置圖
加熱器綁扎時應注意綁扎用的鐵絲不能跟電阻絲接觸,并且保證陶瓷套管與管子最大面積地接觸,現場加熱器的布置與綁扎如圖7、圖8所示。

圖7 管屏上部加熱器的布置與綁扎

圖8 管屏下部加熱器的布置與綁扎
2.4 保溫棉的鋪設
由于三通之間有空隙,若直接鋪設保溫棉,勢必造成加熱過程中熱量的散失。因此在鋪設保溫棉之前,采用圖9的方法將三通之間的空隙用保溫棉塞住。塞完空隙后,采用圖10的方法用保溫棉對整個加熱器進行鋪蓋,為了保證陶瓷套管與管子的接觸充分,在鋪完保溫棉后,兩側均使用槽鋼把保溫棉壓住,如圖11所示。因為在熱處理的過程中容易造成管屏的變形,所以使用千斤頂在管屏下面將管屏頂住,起到防變形和壓緊陶瓷套管與管屏的作用。

圖9 三通之間填塞保溫棉

圖10 加蓋保溫棉及接線

圖11 槽鋼壓住保溫棉
2.5 熱處理溫度記錄跟蹤
各工藝步驟完成后,將加熱器開機并記錄同一時間段不同測溫點溫度監測情況,如表2所示。
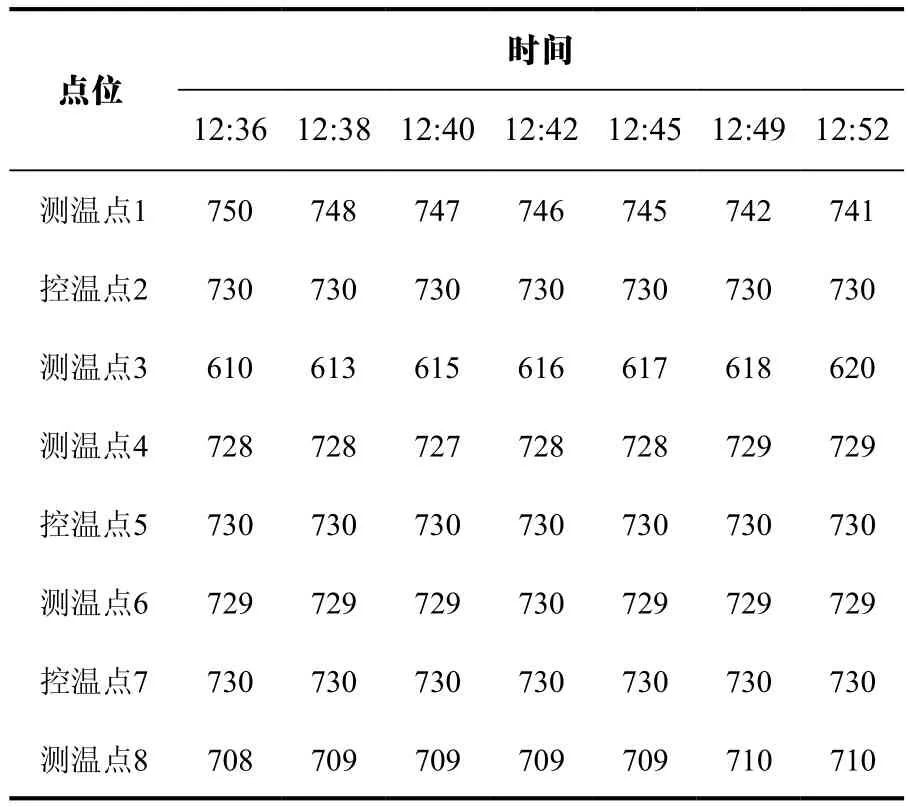
表2 履帶式電加熱器溫度監測情況℃
由圖3熱電偶布置圖可知,測溫點1、控溫點2、測溫點3、測溫點4共4支熱電偶布置在第一片加熱器上,從表2溫度分布可以看出,測溫點3的溫度較低,與其他3個點之間的最大溫差為140 ℃,這是由于溫度控溫點2布置在焊縫上,而測溫點3布置在距離焊縫較遠處所致。測溫點1位于水冷壁管屏最外側,由于連接上下片的陶瓷套管與管子接觸面積最大,單位時間吸收更多熱量,因此溫度偏高。將控溫點2重新布置在溫度偏高的水冷壁焊縫最外側數字1位置處,如圖12所示,并將該處的保溫棉重新包扎,監測發現測溫點1溫度數據恢復正常標準范圍。
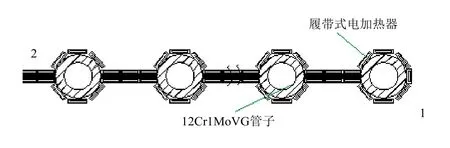
圖12 水冷壁管屏熱電偶布置圖
控溫點5、測溫點6共2支熱電偶布置在第二片加熱器上,由于第二片加熱器布置在第一片加熱器與第三片之間,因此該片加熱器的溫度相對均勻,波動幅度很小,從表2中可以看出,兩者之間的溫度偏差均值為1 ℃左右。
控溫點7和測溫點8共2支熱電偶布置在第三片加熱器上,因為測溫點8熱電偶位于管屏邊緣,熱量散失相對較大,因此測溫溫度偏低,低于理論溫度10 ℃左右,也就是50#—51#焊口的熱處理溫度低10 ℃,熱處理后硬度檢測偏高,不符合標準要求。于是對50#—51#焊口進行二次熱處理,重新均勻布置加熱塊,保證圖12中數字2處的加熱塊延伸到管屏拼縫處,并將測溫點放在51#焊縫處,恒溫溫度設置730 ℃,并對圖12中數字2處的保溫棉適當加厚用槽鋼壓實,減少熱量損失,熱處理后硬度檢測滿足規范要求。
3 硬度檢測
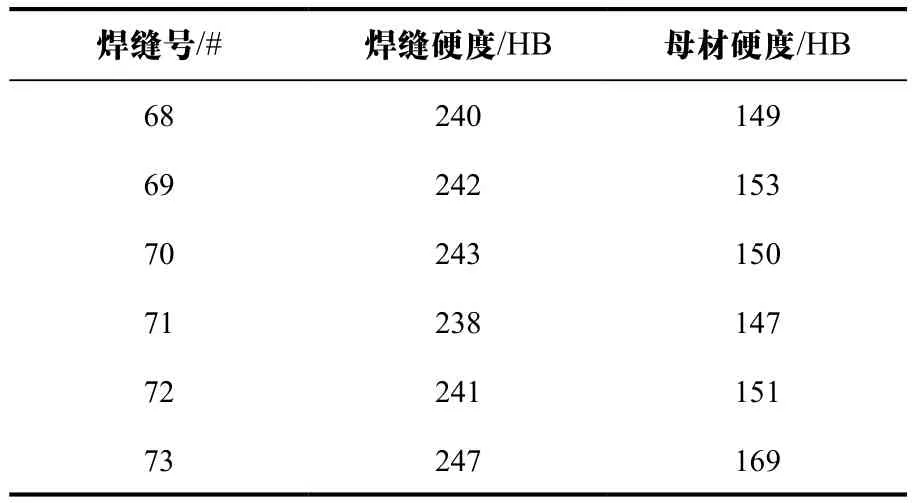
對熱處理后的焊縫及附近的母材打磨并進行硬度檢測,硬度檢測數據如表3所示。
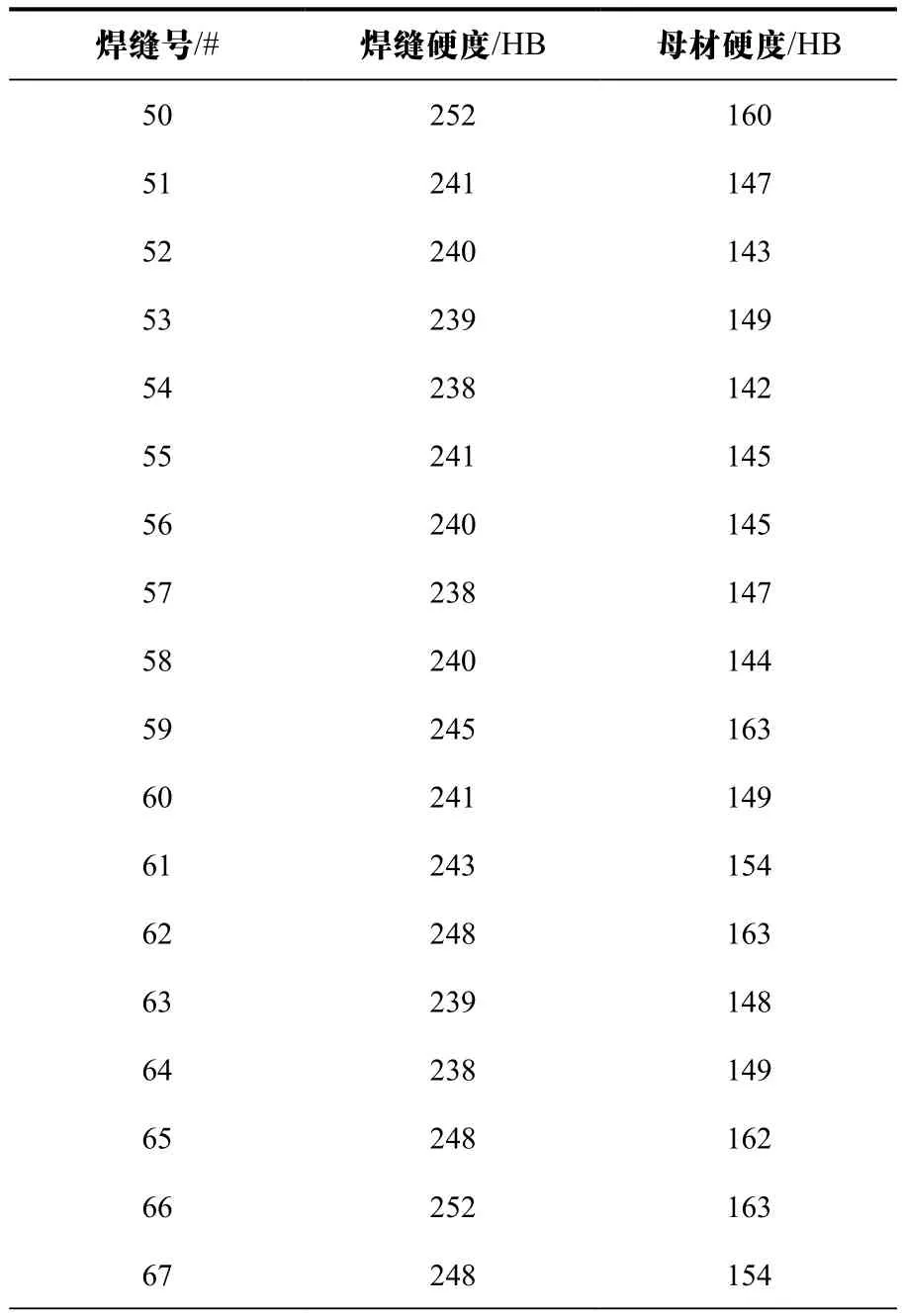
表3 硬度檢測數據
續表
從表3中可以看出,焊縫硬度平均值為243HB,焊縫附近母材硬度平均值為152HB,此次熱處理后的焊接接頭及母材在熱處理后,硬度值均在合格范圍內。
4 結語
針對鍋爐水冷壁管排T型三通位置的焊縫熱處理難度大,分析采用履帶式電加熱器上下對稱布置來處理位置結構復雜的管屏。針對熱處理過程中出現溫度分布不均,表現為局部溫度偏高或偏低等問題,研究后通過合理布置控溫熱電偶和測溫熱電偶位置,以及對個別焊口進行二次熱處理,已保證熱處理工藝質量。熱處理后24只焊縫的硬度平均值為243HB,焊縫附近母材的硬度平均值為152HB,分析表明采用合理的工藝規范和操作流程,履帶式電加熱器能夠滿足現場水冷壁熱處理的需要。按照工藝步驟對該電廠百萬二次再熱機組鍋爐水冷壁的前、后、左、右四面墻的垂直段上部管屏共712只T型三通焊口進行焊后熱處理,并經硬度檢測后均符合要求,并且機組投產運行后各項指標正常。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07