Fe-Cr-B-C耐磨堆焊焊條組織性能研究
2021-10-21 02:15:42韓明臻閆玉東延佳銘
信息記錄材料 2021年9期
韓明臻,閆玉東,延佳銘
(佳木斯大學材料科學與工程學院 黑龍江 佳木斯 154000)
1 引言
機械零部件因相互作用,受到持久而劇烈的擠壓、碾磨等作用,導致嚴重的磨粒磨損和刮傷現(xiàn)象,使這些零部件使用壽命大大縮短,造成了巨大的經(jīng)濟損失,對材料的耐磨性提出了較高的要求[1-3]。為減少因磨損而造成的經(jīng)濟損失,在易磨損零件的制造或修復過程中,一般采用表面堆焊的方法,提高其表面耐磨性以延長零部件的使用壽命。
近年來,許多國內(nèi)外學者對不同堆焊材料的開發(fā)做了大量研究,如黃飛[4]、宋丹[5]、BORLE S D[6]等。為研究提高零件表面硬度,提高耐磨性,我們開發(fā)研制了Fe-Cr-B-C耐磨堆焊焊條。使用H08A作為焊芯,自主設計藥皮配方。本研究通過研究Fe-Cr-B-C堆焊焊條成分對熔覆金屬耐磨性、硬度等性能的影響,發(fā)現(xiàn)通過向焊條中添加Cr、B合金元素及大理石、螢石云母等,焊條堆焊層的硬度和耐磨性獲得較大改善,為Fe-Cr-B-C耐磨堆焊焊條的研究提供參考。
2 實驗方法
2.1 實驗材料
實驗采用焊機設備為ZX7315GT交流電焊機,切割機為QG-1金相切割機,拋光機為 PG-2C金相試樣拋光機,型號為S1S-250的砂輪機,洛氏硬度儀,蔡司ZEISS金相顯微鏡。
實驗的焊芯是H08A,選取Cr、B合金元素及大理石、螢石云母等,自主配置藥皮配方,在尺寸為350 mm×40 mm×10 mm的Q235鋼板上進行堆焊,堆焊前需要對Q235鋼板表面進行除油銹及打磨處理,用砂輪機將鐵銹和氧化皮清除掉,使其表面露出金屬光澤。Q235鋼板、H08A焊芯的化學成分分別見表1、表2。

表1 Q235鋼的主要成分 單位:wt%

表2 H08A的主要成分 單位:wt%
2.2 藥皮成分的設計
采用的H08A焊芯已確定,因此焊條的藥皮成分直接決定了堆焊層的力學性能指標。經(jīng)查閱資料發(fā)現(xiàn),藥皮成分中Cr元素的添加,可以使堆焊金屬層生成高硬度的Cr7C3硬質(zhì)相等,C元素的含量升高,伴隨著堆焊層高碳馬氏體的升高,因此向藥皮成分中添加較多的高碳合金粉。實踐表明[7],在焊材藥皮配方中加入一定量的碳化硼顆粒,就能實現(xiàn)高耐磨和高抗剝離性的效果。經(jīng)過研究,我們自主配置Fe-Cr-B-C耐磨堆焊焊條的藥皮成分,F(xiàn)e-Cr-B-C耐磨堆焊焊條成分及各種合金粉體的化學成分配比見表3、表4、表5。

表3 焊條藥皮成分配比
表4 合金粉體的化學成分 單位:%

表5 碳化硼粉體的化學成分 單位:%
2.3 實驗方法
實驗根據(jù)自主配置Fe-Cr-B-C耐磨堆焊焊條的藥皮成分,將各元素合金粉體進行稱量,開始干粉攪拌混合均勻,加入水玻璃研磨揉捏成團,靜置后,經(jīng)焊條壓縮機加工成形自然晾干,放置烘干箱設置烘干溫度220 ℃,烘干時間18 h,進行烘干處理。
實驗利用ZX7315GT交流電焊機進行手工電弧焊,焊接方式為單層單道堆積方式,層間冷卻時間設定為10 s。堆焊工藝參數(shù)見表6。

表6 堆焊工藝參數(shù)
堆焊結(jié)束后,使用砂輪機將試樣表面進行打磨,之后用鐵刷對表面進行清潔,利用切割機將長板切割成小塊試樣,取尺寸為10 mm×12 mm。進行金相制備,采用洛氏硬度儀測量其硬度;采用蔡司ZEISS金相顯微鏡進行金相組織觀察分析,依次利用180目、320目、400目、600目、800目、1 000目、1 200目、1 500目、2 000目砂紙對試樣進行打磨,經(jīng)過磨制后,在拋光直徑為Φ200 mm的PG-2C金相試樣拋光機對試樣進行拋光處理,拋光轉(zhuǎn)速1 000 r/min,拋光布用尼絨布。拋光完畢,采用4%硝酸酒精腐蝕試樣表面,之后采用酒精擦拭試樣表面,吹干。制備好的金相試樣在顯微鏡下觀察與分析。
3 實驗結(jié)果及分析
3.1 金相組織分析
經(jīng)過堆焊層的疊加,獲得具有一定力學性能的堆焊層組織,其中組織的形成經(jīng)歷了形核和長大的兩個過程。由于焊接是金屬的局部區(qū)域在短時間內(nèi)迅速升溫到熔點熔化,同時快速冷卻成固態(tài)的過程,因此試樣內(nèi)部組織具有自身特性。采用蔡司ZEISS金相顯微鏡進行觀察分析,分別觀察了不同位置的組織,從而進行進一步分析。
如圖1所示,可以看出堆焊層與基體結(jié)合良好,無裂紋等缺陷,基體組織為鐵素體和珠光體,堆焊層組織為針狀馬氏體和碳化物,柱狀晶生長時從熔合線向上生長,直至生長到下一層熔合線。在堆焊的過程中,新覆堆焊層對前一層存在熱加工的作用,在持續(xù)堆焊時,基體經(jīng)受不同的熱循環(huán),導致接近熔合線部位的柱狀晶稀釋成其他晶體。
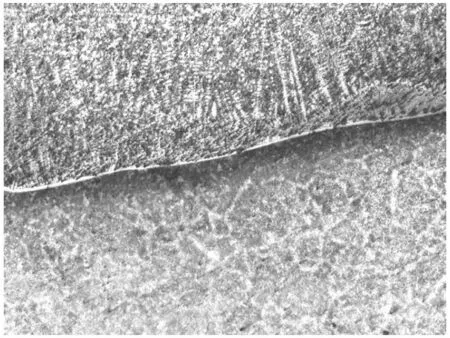
圖1 熔合線(×200)
根據(jù)上述圖2、圖3、圖4,我們可以看出硬質(zhì)相彌散地分布在鐵素體基體上,由于合金元素過多,在上部區(qū)域出現(xiàn)拖尾現(xiàn)象。呈顆粒狀的細小碳化物在堆焊層中較多存在,且較均勻地分布在共晶組織上,由于細小碳化物的這種均勻分散分布,可以形成硬質(zhì)點起到彌散強化作用,從而可以提高堆焊層金屬的硬度和耐磨性。
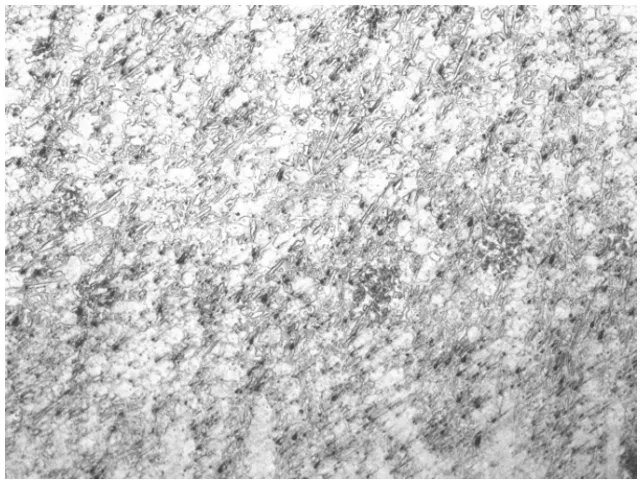
圖2 下部(×200)

圖3 中部(×200)
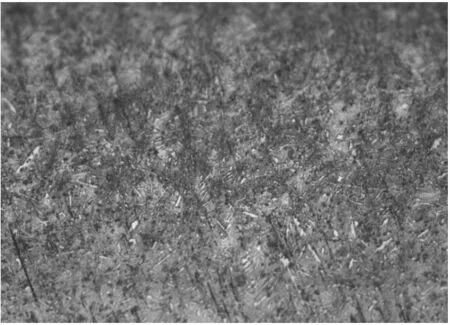
圖4 上部(×200)
3.2 硬度分析
實驗后,對堆焊試樣進行力學性能測試,使用洛氏硬度計對焊條的堆焊層進行硬度測試,在焊層表面取間隔相同的5個點,測量結(jié)果顯示堆焊層平均硬度高達62HRC。洛氏硬度測量值見表7。

表7 洛氏硬度值
4 結(jié)論
(1)焊條采用H08A焊芯,其藥皮成分添加Cr、B等元素,堆焊工藝參數(shù),電流80 A,電壓18 V。
(2)焊條藥皮中加入較多的Cr、B元素后,堆焊層硬度升高,平均洛氏硬度值高達62HRC,高硬度取決于焊層彌散分布著大量的硬質(zhì)相鉻化物、硼化物,同時具有較好的韌性與耐磨性。同時,大理石、螢石云母等成分的添加保護熔池的穩(wěn)定,堆焊層無缺陷,成形美觀。
(3)以上方案較好實現(xiàn)焊條焊接工藝性能,藥皮熔覆率高、堆焊層光滑,根據(jù)金相組織分析,內(nèi)部組織均勻,試樣內(nèi)部沒有出現(xiàn)裂紋等缺陷。