定尺剪雙軸差速傳動(dòng)滾切軌跡優(yōu)化及高精度定尺機(jī)構(gòu)研究
2021-10-25 21:44:10岳杰
科技信息·學(xué)術(shù)版 2021年16期

摘要:本文首先介紹了國(guó)內(nèi)中厚板定尺剪技術(shù)的發(fā)展現(xiàn)狀,以及定尺剪機(jī)組在剪切和定尺方面存在的問(wèn)題。結(jié)合現(xiàn)存問(wèn)題分析了優(yōu)化思路,詳細(xì)展示了定尺剪雙軸差速傳動(dòng)滾切軌跡優(yōu)化過(guò)程及成果,介紹了一種可配合交互動(dòng)態(tài)排尺控制程序的新型高精度機(jī)械定尺機(jī),說(shuō)明了高精度定尺的原理,以及如何配合定尺剪完成準(zhǔn)確剪切定尺鋼板,實(shí)現(xiàn)全自動(dòng)精確定尺。
關(guān)鍵詞:定尺剪;滾切軌跡優(yōu)化;定尺機(jī);高精度定尺
0 引言
隨著中厚板控冷控軋、在線淬火等生產(chǎn)技術(shù)的發(fā)展和應(yīng)用,以及高強(qiáng)鋼板的生產(chǎn)供需關(guān)系的變化,市場(chǎng)對(duì)中厚板成品的質(zhì)量要求也越來(lái)越嚴(yán)格。比如定尺剪切,由最初的毛邊交貨到的定尺交貨,再到嚴(yán)格的長(zhǎng)度精度要求;同時(shí)對(duì)切口種類和切口質(zhì)量等都提出了更加苛刻的要求。而傳統(tǒng)的斜刃剪切口不光潔(還帶有大量的毛刺),剪切能力小(剪切厚度最大到30mm),定尺精度差(沒(méi)有配備機(jī)械式定尺機(jī)),已經(jīng)不能滿足生產(chǎn)需要。為此,冶金行業(yè)極力推行對(duì)現(xiàn)有斜刃剪進(jìn)行改造,同時(shí)大部分新建項(xiàng)目已經(jīng)禁止使用斜刃剪,推薦使用滾切式定尺剪機(jī)組。滾切式定尺剪是中厚板定尺剪設(shè)備中處于國(guó)際先進(jìn)水平的技術(shù),分為單軸雙偏心和雙軸雙偏心兩種機(jī)型,其中最先進(jìn)的是雙軸雙偏心滾切式定尺剪。國(guó)內(nèi)最近幾年建設(shè)的中厚板生產(chǎn)線大多配置了滾切式定尺剪,滾切式定尺剪在剪切能力、剪切質(zhì)量、設(shè)備維護(hù)方面具有明顯的優(yōu)勢(shì),而且適應(yīng)產(chǎn)品范圍寬,技術(shù)日趨完善。
同時(shí),在定尺剪的中,普遍采用手工定尺、簡(jiǎn)單的測(cè)長(zhǎng)輥定尺,由于測(cè)長(zhǎng)輥跳動(dòng)、打滑、數(shù)據(jù)丟失,測(cè)長(zhǎng)數(shù)據(jù)不穩(wěn)定,經(jīng)常造成長(zhǎng)尺、短尺,為避免報(bào)廢,實(shí)際操作中每塊板需要人工放尺25~30mm以上,造成極大浪費(fèi);此外由于測(cè)長(zhǎng)輥輥徑小,使用稍長(zhǎng)時(shí)間,由于磨損、污染也會(huì)產(chǎn)生二次誤差,為保證精度,每隔一兩周需重新校訂測(cè)長(zhǎng)輥換算系數(shù),操作維護(hù)繁瑣。
隨著鋼鐵行業(yè)對(duì)中厚板產(chǎn)品質(zhì)量的要求越來(lái)越高,要求中厚板產(chǎn)品的板形良好、尺寸精度高、表面光潔、性能良好。傳統(tǒng)的手工定尺、簡(jiǎn)單的測(cè)長(zhǎng)輥定尺精度和穩(wěn)定性已經(jīng)難以滿足要求。近年曾出現(xiàn)的激光測(cè)長(zhǎng)儀,由于對(duì)環(huán)境光線、粉塵、振動(dòng)、溫度、濕度以及信號(hào)干擾等較敏感,使用故障多,需專業(yè)人員維護(hù)且設(shè)備昂貴,也未得到推廣。
因此,對(duì)滾切式定尺剪及其定尺機(jī)構(gòu)提出了更高要求。
1、存在問(wèn)題及優(yōu)化思路
定尺剪是用于鋼鐵行業(yè)中厚板、寬厚板生產(chǎn)線上的一種橫向剪切板材的關(guān)鍵設(shè)備。主要用于中厚板生產(chǎn)線上需要對(duì)所生產(chǎn)的鋼板進(jìn)行定尺剪切的地方,如熱軋中厚板精整線、中厚板熱處理的精整線上,雙邊剪之后,成品收集區(qū)前[1]。
1.1 存在問(wèn)題
通過(guò)現(xiàn)場(chǎng)調(diào)研發(fā)現(xiàn),國(guó)內(nèi)中厚板定尺剪機(jī)組在剪切和定尺方面普遍存在以下問(wèn)題:
定尺剪定尺精度低,生產(chǎn)節(jié)奏慢,鋼材損耗高。雙軸雙偏心滾切剪對(duì)應(yīng)不同厚度軌跡單一,調(diào)整不靈活;照搬國(guó)外設(shè)備滾切機(jī)構(gòu),運(yùn)動(dòng)軌跡待優(yōu)化;定尺剪測(cè)長(zhǎng)精度差,穩(wěn)定性差,靠現(xiàn)場(chǎng)人工定尺,定尺精度低。普通定尺機(jī)齒側(cè)間隙大,慣性、沖擊、磨損造成定尺精度差;定長(zhǎng)送料定位誤差大,不穩(wěn)定,間接造成鋼板長(zhǎng)尺、短尺。
中厚板生產(chǎn)線上通常使用的是雙軸傳動(dòng)的雙偏心式滾切式定尺剪,剪切機(jī)經(jīng)過(guò)三級(jí)減速后,由偏心軸帶動(dòng)連桿驅(qū)動(dòng)上刀架運(yùn)動(dòng),在導(dǎo)向桿約束下進(jìn)行近似于純滾動(dòng)的剪切動(dòng)作。
目前滾切式定尺剪雙軸傳動(dòng)采用的是機(jī)械同步傳動(dòng),沿著剪刃的長(zhǎng)度方向,剪刃上的各部分(即上剪刃前部位置和后部位置)隨雙軸是同步移動(dòng)的,雙軸傳動(dòng)的剪切設(shè)備的剪切為近似于滾切運(yùn)動(dòng)的剪切,但還不是真正的滾切運(yùn)動(dòng),這樣,會(huì)影響剪切斷面的質(zhì)量、剪切精度、剪切能力和效率。
滾切剪對(duì)鋼板進(jìn)行剪切主要是通過(guò)慣性來(lái)實(shí)現(xiàn)的,不管鋼板的薄厚都采用相同的功率,剪切設(shè)備產(chǎn)品普遍都存在設(shè)備能力浪費(fèi)、能耗高等現(xiàn)象。現(xiàn)有的雙軸傳動(dòng)的滾切剪對(duì)于不同型號(hào)、厚度、硬度的鋼材無(wú)法進(jìn)行合理的調(diào)整,往往對(duì)于不同的中厚板都采用相同的剪切控制,這樣,也影響剪切能力和效率。
1.2 優(yōu)化思路
通過(guò)對(duì)目前國(guó)內(nèi)外中厚板生產(chǎn)線上的滾切式定尺剪進(jìn)行分析比較,詳細(xì)總結(jié)了各類型定尺剪的性能及參數(shù),比較各機(jī)型的優(yōu)缺點(diǎn)。通過(guò)多次實(shí)地調(diào)研了已投產(chǎn)的各定尺剪機(jī)組的使用情況,確定優(yōu)化分析思路。
進(jìn)行剪切工藝參數(shù)、設(shè)備結(jié)構(gòu)參數(shù)和力能參數(shù)的分析研究;對(duì)鋼板靠邊裝置、夾送輥、滾切機(jī)構(gòu)、剪刃間隙調(diào)整裝置、刀座鎖緊裝置、高精度機(jī)械定尺機(jī)等進(jìn)行結(jié)構(gòu)設(shè)計(jì)、參數(shù)分析研究;對(duì)自動(dòng)調(diào)節(jié)剪刃水平間隙、自動(dòng)定尺控制等內(nèi)容,進(jìn)行系統(tǒng)的研究。
傳統(tǒng)的滾切式定尺剪的通過(guò)主傳動(dòng)減速箱,機(jī)械同步傳動(dòng)兩傳動(dòng)軸,通過(guò)安裝雙軸的相位差是一個(gè)恒定值,在滾動(dòng)剪切鋼板的過(guò)程中,受各機(jī)械結(jié)構(gòu)的限制,上下剪刃的重疊量雖然比斜刃剪有所減少,但這個(gè)重疊量仍然有較大的波動(dòng),無(wú)法根據(jù)實(shí)際需要進(jìn)行優(yōu)化設(shè)計(jì)。
本次優(yōu)化升級(jí)改造,針對(duì)傳統(tǒng)的滾切式定尺剪的弊病,優(yōu)化設(shè)計(jì)了一種雙軸可差速傳動(dòng)的滾切式定尺剪切設(shè)備,此新式滾切式定尺剪的兩主傳動(dòng)軸之間不再通過(guò)減速箱齒輪進(jìn)行機(jī)械同步,而是分別采用兩套獨(dú)立的減速齒輪傳動(dòng),兩軸可分別傳動(dòng)。雙軸異步傳動(dòng)的滾切式定尺剪設(shè)備的主傳動(dòng)機(jī)構(gòu)包括:左右兩側(cè)的主電機(jī)、減速機(jī)、主傳動(dòng)偏心軸。左側(cè)減速機(jī)與右側(cè)減速機(jī)并排而且獨(dú)立布置;左側(cè)傳動(dòng)偏心軸,與左側(cè)減速機(jī)連接;右側(cè)傳動(dòng)偏心軸,與右側(cè)減速機(jī)連接。滾切剪的上剪刃,同時(shí)與上述左側(cè)偏心軸和右側(cè)偏心軸連接。上剪刃上設(shè)置有左側(cè)鉸接軸承座和右側(cè)鉸接軸承座,左側(cè)鉸接軸承座與左側(cè)偏心軸連接,右側(cè)鉸接軸承座與右側(cè)偏心軸連接;左側(cè)偏心軸和右側(cè)偏心軸相互獨(dú)立傳動(dòng),可以通過(guò)主電機(jī)的同步控制,實(shí)現(xiàn)兩側(cè)偏心軸的異步動(dòng)作或同步動(dòng)作。
本次優(yōu)化設(shè)計(jì),通過(guò)獨(dú)立的傳動(dòng)機(jī)構(gòu)擺脫了以往的機(jī)械同步,可通過(guò)電氣調(diào)整更容易實(shí)現(xiàn)真正意義上的“純滾動(dòng)”剪切效果,通過(guò)調(diào)整剪切過(guò)程中兩偏心軸相位差的變化,使上下剪刃的重疊量在整個(gè)剪切全過(guò)程中基本保持恒定,更有利于鋼板的剪切以及保證鋼板的剪切質(zhì)量。
2、雙軸差速傳動(dòng)滾切軌跡優(yōu)化
首先,對(duì)不同類型滾切式定尺剪的剪切原理、運(yùn)動(dòng)參數(shù)、力能參數(shù)進(jìn)行了分析研究;通過(guò)三維建模,校核了各運(yùn)動(dòng)部件的相對(duì)運(yùn)動(dòng)規(guī)律,并通過(guò)數(shù)值法、解析法和有限元分析,對(duì)滾切式剪切機(jī)構(gòu)的六連桿三級(jí)機(jī)構(gòu)的位移、速度、加速度、剪切力和剪切力矩進(jìn)行詳細(xì)的分析計(jì)算。
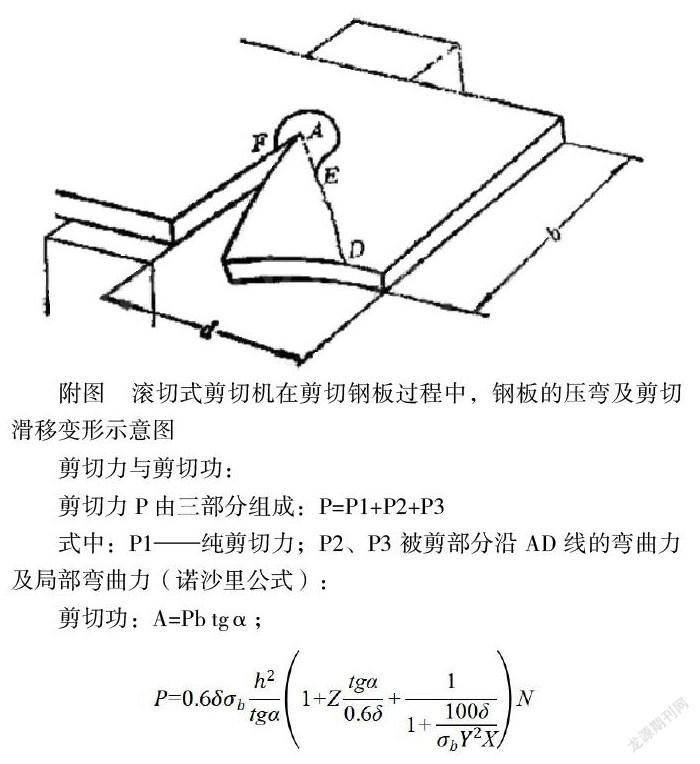
2.1 剪切力與剪切功的分析計(jì)算:
由于剪切過(guò)程中所產(chǎn)生的變形抗力與滾切剪上剪刃切入鋼板下的陰影面積、被剪切鋼板的冷態(tài)屈服強(qiáng)度成正比;因此,在上剪刃的剪切角不變的條件下,被剪切鋼板的最大厚度的平方與鋼板冷態(tài)屈服強(qiáng)度成反比關(guān)系。
在滾切式剪切機(jī)剪切功相同條件下,被剪切鋼板的冷態(tài)屈服強(qiáng)度越高,剪切機(jī)能剪切的鋼板厚度就越小;而鋼板剪切時(shí)的冷態(tài)屈服強(qiáng)度越低,剪切機(jī)允許剪切的鋼板厚度就越大。
2.2 雙軸雙偏心滾切軌跡優(yōu)化:
通過(guò)系統(tǒng)研究3500、3800、4300、5000系列機(jī)型六連桿系運(yùn)動(dòng)軌跡,優(yōu)化各桿布置、桿長(zhǎng)、剪刃重疊量、運(yùn)動(dòng)受力拐點(diǎn),優(yōu)化桿系結(jié)構(gòu)及滾切軌跡。滾切式定尺剪剪切機(jī)構(gòu)尺寸是否合理的一個(gè)重要參數(shù)是上下剪刃的重疊量,如果重疊量變化較大,在剪切矩及摩擦力矩共同作用下將導(dǎo)致鋼板斷面發(fā)生彎曲變形,使得成品鋼板的剪切質(zhì)量大大降低[2]。
不同系列定尺剪的滾切運(yùn)動(dòng)機(jī)構(gòu)具有不同的結(jié)構(gòu)尺寸,通過(guò)運(yùn)動(dòng)軌跡詳細(xì)計(jì)算,將剪切過(guò)程優(yōu)化后的結(jié)果提供給電氣系統(tǒng)用于剪切過(guò)程控制,最大程度減小單次剪切周期,優(yōu)化電機(jī)過(guò)載倍數(shù)。達(dá)到了節(jié)能、環(huán)保效果,剪切周期縮小,大大優(yōu)化了整個(gè)剪切過(guò)程。
優(yōu)化結(jié)果:
由以上計(jì)算得出,剪機(jī)在極限規(guī)格鋼板剪切過(guò)程中,電機(jī)啟動(dòng)1.23s(偏心軸轉(zhuǎn)角90.7°)時(shí)接觸鋼板;至2.03s時(shí)(偏心軸轉(zhuǎn)角205.9°)鋼板完全切斷;到2.46s時(shí)(偏心軸轉(zhuǎn)角267.8°)剪刃完全脫離鋼板。
因此,實(shí)際純剪切鋼板時(shí)間段為1.23~2.46s,時(shí)長(zhǎng)為1.23s。電機(jī)在加速段時(shí)間可以控制在1.23s以內(nèi),而電機(jī)減速時(shí)間可以在2.46s以后至3.7s之間。據(jù)此數(shù)據(jù),可以準(zhǔn)確合理的對(duì)剪切模式進(jìn)行優(yōu)化設(shè)置,根據(jù)現(xiàn)場(chǎng)需要來(lái)進(jìn)行剪切時(shí)間的優(yōu)化,對(duì)于控制電機(jī)驅(qū)動(dòng)有很大幫助。
純剪切過(guò)程發(fā)生在偏心軸轉(zhuǎn)角267.8°-90.7°=177.1°范圍內(nèi)。
電機(jī)在偏心軸轉(zhuǎn)動(dòng)到267.8°時(shí),電氣就可以提前減速,輸出負(fù)轉(zhuǎn)矩。這樣就可以減小電機(jī)的過(guò)載倍數(shù),以達(dá)到節(jié)能減排的效果。根據(jù)模擬優(yōu)化結(jié)果,節(jié)能達(dá)到11.2%。
同時(shí),優(yōu)化后的剪切效果,沿剪切的全長(zhǎng)重疊量很小,避免了斜刃剪剪切鋼板斷面壓彎的缺陷,剪切鋼板的質(zhì)量好、剪切精度更高,產(chǎn)能更大。
3、高精度定尺機(jī)構(gòu)
定尺裝置是應(yīng)用于軋鋼廠對(duì)中厚板長(zhǎng)度進(jìn)行定位剪切的定尺設(shè)備,其定尺精度是影響成材率、廢鋼率的關(guān)鍵因素。隨著精細(xì)化生產(chǎn)和對(duì)控制成本的要求不斷提高,各大鋼廠對(duì)提高定尺精度和成材率的要求越來(lái)越高。因此,高性能、高精度定尺設(shè)備具有降低投資成本,提高成材率,廢鋼率等實(shí)用性意義。機(jī)械式定尺機(jī)是現(xiàn)代寬厚板剪切線上與滾切式定尺剪配套使用的,用于鋼板長(zhǎng)度精確定尺的設(shè)備。定尺機(jī)布置在定尺剪輸出輥道上方,位于在定尺剪的擺動(dòng)輥道之后。
3.1定尺機(jī)齒側(cè)隙自補(bǔ)償機(jī)構(gòu)
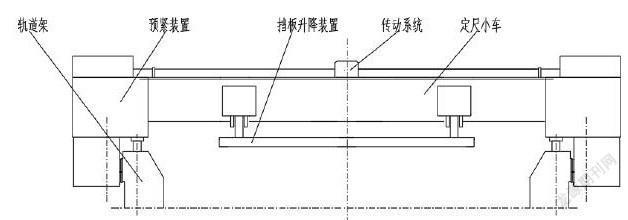
機(jī)械定尺機(jī)由軌道架、定尺小車、傳動(dòng)系統(tǒng)、擋板升降裝置、預(yù)緊裝置五部分組成,通過(guò)車體兩側(cè)的行走齒輪與軌道架兩側(cè)的齒條嚙合傳動(dòng)而使車體帶動(dòng)擋板裝置移動(dòng)。安裝齒條時(shí),通過(guò)專用工具測(cè)量,實(shí)現(xiàn)兩排齒條對(duì)稱布置;通過(guò)扭轉(zhuǎn)預(yù)緊方式,消除定尺機(jī)雙側(cè)行走齒輪與齒條雙向間隙,保證齒輪齒條長(zhǎng)期精確嚙合,并自動(dòng)補(bǔ)償齒間磨損間隙,保證精確定位,并長(zhǎng)期免維護(hù);通過(guò)車體絕對(duì)值傳感器下方同步旋轉(zhuǎn)的精密齒輪與軌道架外側(cè)精密齒條嚙合傳動(dòng),精確記錄擋頭的位置,即通過(guò)精密測(cè)長(zhǎng)齒輪、齒條和絕對(duì)值編碼器的定位,精確測(cè)量鋼板長(zhǎng)度,配合定尺剪實(shí)現(xiàn)準(zhǔn)確剪切定尺鋼板的功能[3]。
3.2定尺機(jī)功能描述
主電機(jī)驅(qū)動(dòng)定尺小車在軌道上移動(dòng),車體外編碼器檢測(cè)小車移動(dòng)的位移,編碼器發(fā)信號(hào),電機(jī)停止轉(zhuǎn)動(dòng),小車停止移動(dòng)時(shí)擋板距離下剪刃的距離即為鋼板的定尺長(zhǎng)度。定尺小車移動(dòng)的前、后極限位置有接近開(kāi)關(guān)檢測(cè),擋板提升及下降的極限位置均由接近開(kāi)關(guān)檢測(cè)。
定尺小車接近停車位置時(shí),需提前將傳動(dòng)電機(jī)減速,移動(dòng)速度降為0.115m/s。鋼板接近定尺機(jī)的升降擋板時(shí),需提前將輸送輥道的電機(jī)減速,輥面速度降為0.1m/s。
該機(jī)械式定尺機(jī)能具有快速送板功能,實(shí)現(xiàn)快速定位的同時(shí)減少對(duì)設(shè)備的沖擊;定尺控制精度高,實(shí)現(xiàn)精確送料,保證剪切精度,提高生產(chǎn)效率。
3.3 高精度自動(dòng)控制機(jī)械定尺機(jī)
若采用測(cè)長(zhǎng)輥、夾送輥、輥道跟蹤等冗余方式粗定位提前減速控制,精度為0~+30~+50mm,不穩(wěn)定。而高精度機(jī)械定尺機(jī)精確控制,配合交互動(dòng)態(tài)排尺控制程序,實(shí)現(xiàn)全自動(dòng)精確定尺,目標(biāo)精度0~+5mm(實(shí)施精度高達(dá)0~+2mm)。
4、優(yōu)化后特點(diǎn)
通過(guò)高精度的機(jī)械式定尺機(jī)精確定位,利用雙軸傳動(dòng)的雙偏心軸的傳動(dòng)相位差,帶動(dòng)上剪股在平面空間做模擬滾動(dòng),與固定的下剪股形成滾動(dòng)剪切動(dòng)作,完成定尺剪切目的。我們將此原理應(yīng)用到設(shè)備上,對(duì)已有設(shè)備的設(shè)計(jì)缺陷和現(xiàn)場(chǎng)反應(yīng)比較強(qiáng)烈的問(wèn)題統(tǒng)一改進(jìn),推陳出新。
優(yōu)化后,將高效剪切與高精度定尺融合交互式動(dòng)態(tài)采樣、自動(dòng)工藝排尺控制進(jìn)行一體化控制編程。具有剪切質(zhì)量好、剪切次數(shù)高、剪切力矩小、剪切能力強(qiáng)、定尺精度高、定尺范圍廣、自動(dòng)程度高、產(chǎn)品可靠性高等優(yōu)點(diǎn),其主要特點(diǎn)有:
1)優(yōu)化滾切運(yùn)動(dòng)軌跡,減少剪刃重疊量,提高剪切質(zhì)量;
2)優(yōu)化上剪刃圓弧半徑,剪切過(guò)程中剪刃重疊量4~7mm,上刀刃行程小,剪切力矩小;
3)被剪鋼板壓彎變形小,剪切鋼板板型好,切口斷面光潔平整,剪切質(zhì)量好;
4)采用啟動(dòng)工作制,通過(guò)控制加速曲線,提高剪切效率;理論剪切次數(shù)高達(dá)24次/分;
5)上、下整體剪刃快速更換,換刀時(shí)間小于30分鐘;
6)自動(dòng)調(diào)節(jié)剪刃水平間隙,精度高、速度快;
7)改進(jìn)設(shè)備潤(rùn)滑結(jié)構(gòu),密封嚴(yán)密可靠,效果好,易損件更換周期長(zhǎng),維護(hù)方便;
8)機(jī)械定尺精度高、節(jié)能、抗沖擊,定尺精度不受環(huán)境影響和信號(hào)干擾,定尺行走機(jī)構(gòu)能自動(dòng)校正磨損,運(yùn)動(dòng)平穩(wěn)、節(jié)奏快;
9)全部剪切和定尺過(guò)程均由PLC自動(dòng)監(jiān)控,自動(dòng)化程度高,操作簡(jiǎn)單可靠;定尺精度高達(dá)0~+5mm;
10)機(jī)組設(shè)備易檢修維護(hù),定尺精度高,故障率低、生產(chǎn)率高。
5、結(jié)語(yǔ)
本文通過(guò)仿真計(jì)算了定尺剪雙軸差速傳動(dòng)滾切機(jī)構(gòu)運(yùn)動(dòng),記錄了定尺剪處于剪刃開(kāi)始切入鋼板狀態(tài)、剪刃切斷鋼板狀態(tài)、剪刃脫離鋼板三個(gè)關(guān)鍵運(yùn)動(dòng)狀態(tài)時(shí)對(duì)應(yīng)的偏心軸轉(zhuǎn)動(dòng)角度和時(shí)間。由以上計(jì)算得出,剪機(jī)在極限規(guī)格鋼板剪切過(guò)程中實(shí)際純剪切鋼板的時(shí)間段以及時(shí)長(zhǎng)。據(jù)此控制電機(jī)在加速段時(shí)間的運(yùn)行時(shí)間,以及確定電機(jī)減速運(yùn)行的時(shí)間段。最后,據(jù)此數(shù)據(jù),準(zhǔn)確合理的對(duì)剪切模式進(jìn)行優(yōu)化設(shè)置,根據(jù)現(xiàn)場(chǎng)需要來(lái)進(jìn)行剪切時(shí)間的優(yōu)化,進(jìn)而精準(zhǔn)控制電機(jī)驅(qū)動(dòng),完成高質(zhì)高效剪切,達(dá)到節(jié)能減排的效果。
參考文獻(xiàn):
[1]楊固川.《滾切剪在中厚板軋鋼廠的應(yīng)用》.軋鋼,1995(03):46-50.
[2]郝建偉,馬曉明,胡典章,李光華.《雙軸雙偏心滾切剪運(yùn)動(dòng)軌跡求解及機(jī)構(gòu)優(yōu)化》.軋鋼,2011(04)第28卷 第2期:42-48.
[3]岳杰,馬曉明,張禮明.《新型機(jī)械式定尺機(jī)》.冶金設(shè)備,2012(08)第4期:18-21.
