膜片式金屬膜盒充放氣過程結構仿真分析
2021-10-26 06:09:28王太平吳立夫李德權方紅榮
導彈與航天運載技術 2021年5期
王太平,吳立夫,李德權,史 剛,方紅榮
(1. 北京宇航系統工程研究所,北京,100076;2. 深低溫技術研究北京市重點實驗室,北京,100076)
0 引 言
在航天領域中,膜片式金屬膜盒已用于端面密封、空間補償和壓力傳遞等設計中。作為壓力敏感元件,膜片式金屬膜盒主要用于保險閥和蓄壓器中,兩者不同之處在于保險閥膜盒主要承受外壓載荷,蓄壓器膜盒主要承受內壓載荷,兩者測試及工作過程受力情況及變化機理有所不同。膜片是膜片式金屬膜盒主要組成部件,為超薄壁結構,膜盒成型過程和焊接工藝較為復雜[1,2],因此有必要結合膜盒組件生產過程對膜盒結構變形、失穩機理等方面展開研究。
膜盒為保險閥和蓄壓器的關鍵零件,其中針對蓄壓器膜盒的研究相對較多,包括剛度分析[3,4]、失穩特性研究[5,6]、動力學特性分析[7]、試驗測量方法研究[8,9]等。而針對保險閥膜盒的研究相對較少,余鋒等[10]基于疲勞破壞問題開展了靜力分析與結構疲勞損傷分析,本文研究方法即繼承該項研究。
為了研究保險閥膜盒充放氣過程中膜盒限位行程、生產過程中校型等因素對結構強度及疲勞損傷的影響規律,本文基于Abaqus軟件開展仿真研究。
1 問題概述
1.1 膜盒充放氣過程
膜盒主要由膜片組、硬芯和焊接環組成,其中膜片組由若干片膜片通過內外側焊接連接(見圖1)。

圖1 膜盒組件示意Fig.1 Diagram of Welded Metal Bellows
由于膜盒內腔和外腔壓力不同,膜片組產生相應的壓縮或拉伸變形,硬芯隨之移動,進而帶動導向桿運動控制閥門啟閉。保險閥工作過程為指揮閥膜盒反復充放氣過程,該過程中主要是外腔壓力改變。
在膜盒充氣過程中,硬芯和膜片組外側壓力不斷上升,膜片組開始壓縮,硬芯接觸到限位裝置后保持不變;在膜盒放氣過程中,硬芯和膜片組外側壓力不斷降低,當壓力降低到一定值后膜片組開始回彈,硬芯逐漸恢復至原始狀態。
1.2 膜盒失效模式
在膜盒充放氣壽命試驗中,通過改變外腔壓力(0~0.39 MPa變化),一個循環包括充氣和放氣過程,試驗件在壽命試驗過程中發生破裂(圖1所示位置)。通過金相組織分析開裂為典型的疲勞失效。基于該失效模式,本文針對破裂位置開展膜盒充放氣過程受力分析及參數影響性分析。
2 靜力仿真模型
2.1 模型簡化
由于膜盒幾何和載荷均為軸對稱,膜盒模型可以簡化為軸對稱模型。焊接環和硬芯簡化為剛體,膜片組為二維軸對稱實體模型,由膜片本體、焊菇組成。膜片之間相互連接關系及材料設置均與已有研究設置相同[10]。圖2給出了焊縫區局部網格劃分結果。

圖2 膜盒組件簡化模型Fig.2 Simplified Model of Welded Metal Bellows
2.2 仿真工況
表1為6個仿真工況參數,硬芯限位行程分別為0~2 mm和0~4 mm,生產過程中校型量分別為0 mm、1 mm和-1 mm,負值表示膜盒組件經過初始壓縮校型。
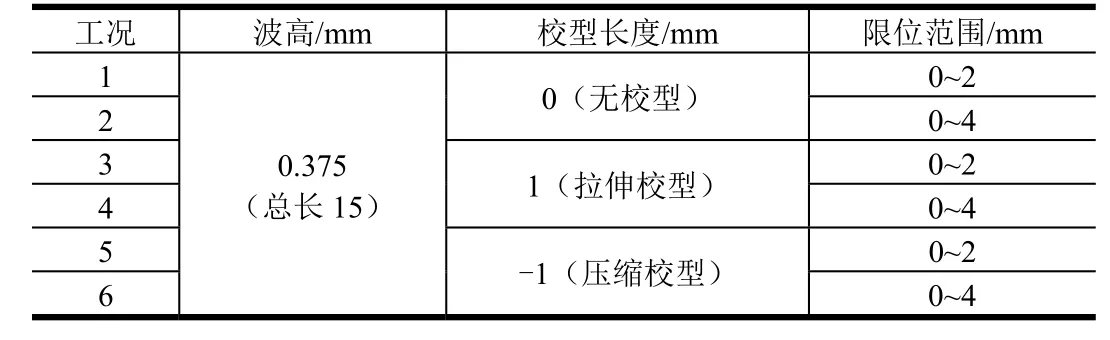
表1 膜盒工況參數Tab.1 Simulation Conditions Parameters of Welded Metal Bellows
2.3 基本假設
靜力分析過程基于如下假設:
a)將生產過程中的人為校型等效為先將膜片組預拉伸(或壓縮)至一定長度,然后自由放松得到殘余變形量為校型量;
b)由于膜盒工作中充氣速率較慢,認為壓力變化條件下膜片處于準靜態過程,不考慮動態特性影響;
c)忽略膜片的焊接變形及膜片組焊接后的不均勻性,認為各膜片完全相同。
2.4 分析步設置
靜力分析中,過程均為靜力分析步,設置如下:
a)第1、第2步為校型步,第1步給定硬芯拉伸位移,第2步放開硬芯移動方向自由度,自由回彈(若無校型,則跳過);
b)第3步為充氣步,外壓載荷不斷升高,在限位范圍內放開硬芯移動方向自由度,達到限位值后硬芯固定。
需要指出的是,由于分析應力結果均未超過屈服應力,準靜態過程的放氣過程結構靜力結果與充氣過程對稱,不單獨計算放氣過程。
2.5 約束、載荷設置
模型約束和載荷設置與此前研究相同[10],見圖3。

圖3 約束與載荷設置Fig.3 Setup of Imteractions and Loads
3 疲勞壽命分析方法
疲勞損傷基于Miner線性累積損傷理論[11]計算,將疲勞損傷定義為使用應力下的循環次數與該應力下材料疲勞壽命的比值,在多級應力幅值作用下疲勞損失可以表示為

式中DL為疲勞損傷值;n為循環次數;N為疲勞壽命;i為應力級數。
由于應力水平在材料屈服以內,疲勞壽命N可使用應力疲勞方法計算:

式中S為應力幅值,S=(σmax-σmin)/2,其中σmax和σmin分別為最大和最小應力;σb為材料的抗拉強度;C為疲勞常數,C=1000(0.9σb)m;σm為平均應力,σm=(σmax+σmin)/2;m為疲勞參數,m=3/lg(0.9/k),拉壓時k取0.35。
4 結果分析
4.1 膜盒變形過程分析
圖1所示破裂位置,破壞狀態為焊縫沿焊菇與膜片接觸位置豎直展開,疲勞斷裂主要承受橫向拉壓應力所導致。提取橫向應力分量S11,工況1和工況2中應力分量S11隨外壓壓力變化曲線如圖4所示。
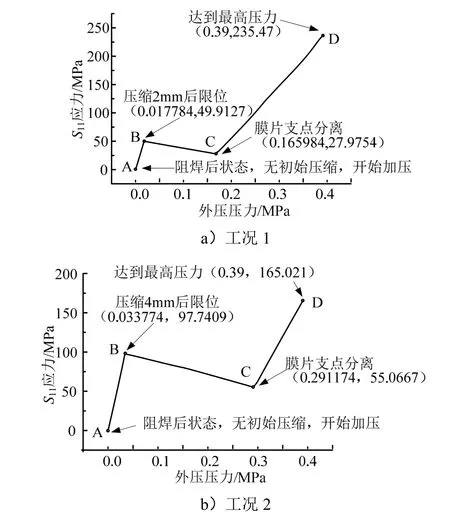
圖4 破裂位置應力(S11)Fig.4 S11 Stress of Failure Position
可以看出,隨外壓壓力增大,S11變化可以明顯分為幾個階段,提取各特征點(B、C、D)應力云圖如圖5所示。因此無初始校型情況下,膜盒充放氣過程均可以歸納為如下3個階段。
a)膜片從初始位置(A點狀態)開始應力為0,至硬芯達到下限位位置(B點狀態),破裂位置受拉應力,且拉應力隨著壓縮量增大而增大:硬芯達到下限位時刻對應的外壓很小,膜片所受應力主要由膜片壓縮產生;此時,圖5所示支點位置為壓應力,而在破裂位置受力為拉應力,說明整體壓縮情況下,破裂位置受到以圖5所示支點的杠桿作用,導致受力方向相反。

圖5 不同特征狀態應力云圖(S11)Fig.5 S11 Stress Nephogram of Different Stations
b)硬芯達到限位(B點狀態)之后,隨著外部壓力增大,外側提供壓力越來越大,直到膜片支點分離(C點狀態),破裂位置拉應力隨著外壓增大而降低:該階段硬芯位置不變,破裂位置受力主要受外壓改變,外壓增大使得膜片之間存在拉伸趨勢,但由于支點接觸杠桿作用仍然存在,使得破裂位置存在相反的受壓趨勢抵消部分第1階段產生的拉應力,從而使得拉應力隨壓力增大而降低。
c)膜片支點分離(C點狀態)后,直至外壓達到最大,破裂位置拉應力隨之增大到最大值(D點狀態):該階段硬芯位置不變,由于支點分離,外壓增大產生的拉伸趨勢使得破裂位置產生相同的拉伸趨勢,進而使得拉應力不斷增加。
在彈性變形區域,放氣過程與充氣過程相反。
4.2 硬芯限位行程影響
4.2.1 應力
從圖4可以看出,由于限位行程不同,第1階段中0~4 mm工況壓縮量大,初始限位狀態(B點)應力較大約為97.7 MPa(0~2 mm工況為49.9 MPa)。
同時,由于壓縮量變大后使得支點分離狀態(C點)對應的外壓值從0.166 MPa增大到0.291 MPa,該階段破裂位置拉應力隨外壓增大而降低,最終使得在第3階段外壓達到最大值時0~4 mm工況破裂位置所受拉應力結果反而比0~2 mm工況低,分別為165.0 MPa和235.5 MPa,即0~2 mm工況最大應力值高于0~4 mm工況。
4.2.2 疲勞損傷
試驗中,充放氣過程重復100 000次,由此計算破裂位置的疲勞損傷。依據應力變化曲線,采用雨流計數法[12]可以將每一個充放氣過程分解為若干個應力加載循環。如圖4所示工況1為充氣過程應力變化,放氣過程的應力變化曲線關于最大壓力位置對稱,則整個充放氣過程的應力載荷變化可以分解為3個子循環:0 MPa→235.5 MPa→0 MPa;49.9 MPa→28 MPa→49.9 MPa;28 MPa→49.9 MPa→28 MPa。由此獲得每個子循環應力幅值、平均應力,帶入式(2)可以得到每個子循環壽命,使用式(1)得到疲勞壽命載荷下的疲勞損傷值。
計算得到工況1和工況2疲勞損傷值分別為1.88×10-3和9.06×10-5,即0~2 mm工況疲勞壽命低于0~4 mm工況。
4.3 初始校型影響
4.3.1 應力
校型在充放氣疲勞壽命試驗之前進行,圖6給出了限位行程0~2 mm條件下有拉伸校型和壓縮校型后破裂位置所受S11方向應力隨外壓變化曲線。
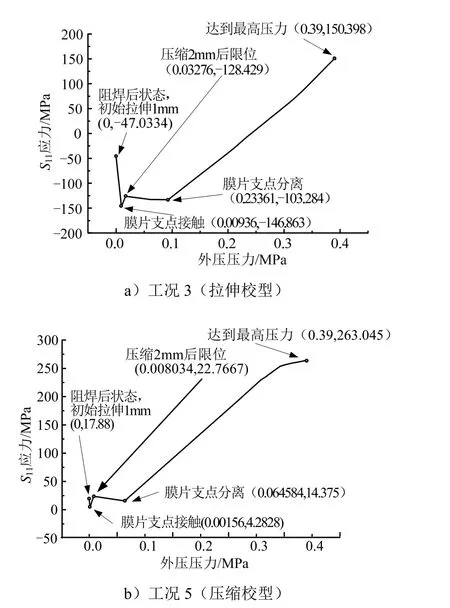
圖6 破裂位置應力(S11)Fig.6 S11 Stress of Failure Position
從曲線變化趨勢可以看出,在硬芯達到限位位置后,校型工況與無校型工況變化過程相同,即開始限位后應力值隨外壓增大先降低后升高。不同之處在于第1階段,硬芯從初始位置達到限位的過程。
具體來說,初始校型后膜片會產生塑性變形,破裂位置存在殘余應力,其中拉伸校型后殘余應力為壓應力,而壓縮校型后殘余應力為拉應力;同時,校型后膜片狀態恢復后使得膜片之間支點分離。
因此,隨著外壓增大硬芯下移至支點接觸過程中不存在支點杠桿作用,膜片被壓縮使得破壞位置所受壓應力增大,應力曲線下降;而支點接觸后至硬芯達到下限位過程中杠桿作用使得應力變化趨勢發生反轉。
對比無校型、拉伸校型和壓縮校型應力結果可知,膜片支點分離對應的外壓壓力由大至小依次為:無校型>拉伸校型>壓縮校型,與第3階段應力幅值相對關系相同。
4.3.2 疲勞損傷
表2給出了各工況破裂位置的疲勞損傷DL結果,可以看出,在相同限位條件下,拉伸或壓縮校型后均會使得疲勞損傷值增大,即膜片人為的初始校型會降低疲勞壽命;同時,相對于拉伸校型,壓縮校型使得疲勞壽命降低更加明顯。

表2 疲勞損傷Tab.2 Fatigue Damage
5 結 論
a)膜盒充/放氣過程膜片變形可以分為3個階段:第1階段外壓較低時主要受位移變化影響;第2、第3階段硬芯限位后應力僅隨外壓變化;
b)膜片之間支點接觸后對破裂位置存在杠桿效應,使得支點接觸狀態下破裂位置與膜片組整體拉壓效果相反;
c)增大限位行程可使得膜片分離對應外壓值增大,從而使得破裂位置的應力最大值降低,疲勞損傷減小,設計中可適當增大限位行程;
d)拉伸或壓縮校型后均會使得疲勞損傷值增大,即膜片人為的初始校型會降低疲勞壽命,而壓縮校型的惡化效果更加明顯,生產過程中應盡量避免。
需要指出的是,本文基于理想模型開展分析,因此疲勞損傷值較小,但膜片初始變形、焊接后的不均勻性以及沖壓速率過快均可能影響疲勞性能,特定情境下其影響應予以考慮。