淺談軋機板形控制系統(tǒng)的組成及控制原理
2021-10-30 03:59:42郭明明
世界有色金屬 2021年10期
郭明明
(南山鋁業(yè)板帶事業(yè)部,山東 龍口 265706)
鋁箔的板形精度不僅決定著產(chǎn)品的市場競爭力,而且對整個軋制過程和后續(xù)加工能否順利進行有著直接影響。因此,板形控制技術(shù)在整個軋制過程中具有十分重要的作用。本文介紹一種在鋁箔軋機上采用的自動化程度很高的板形自動控制系統(tǒng)。
1 系統(tǒng)元件綜述
OPTIROLL i2板形測量和控制系統(tǒng)包括許多元件,這些元件配置在一起,以保證生成最理想的無噪音信號,并進行傳遞。
壓電石英元件將徑向力轉(zhuǎn)換為比例電荷。這些元件分組連接在稱為平行開關(guān)盒的箱內(nèi)。并聯(lián)傳感器(一個測量通道)的重疊形成電荷放大器的輸入信號。
電荷放大器將傳感器生成的電荷轉(zhuǎn)換為電壓。旋轉(zhuǎn)變送器(PCM變送器)將這些電荷放大器的輸出信號轉(zhuǎn)換為(PCM編碼的)數(shù)字信號。數(shù)據(jù)通過電纜從旋轉(zhuǎn)變送器傳遞給安裝在控制柜內(nèi)的PCM解碼器插架。
該解碼器插架稱為PCM插架,對板形輥傳感器信號進行解碼,并寫入存儲器(內(nèi)存)內(nèi),通過M1計算機系統(tǒng)可以訪問這些信息。
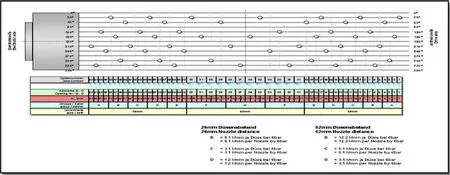
圖1 板形輥結(jié)構(gòu)
1.1 測量機構(gòu)—板形輥
阿亨巴赫箔軋機是利用力壓電傳感器來測量帶材的壓力分布情況。壓電傳感器產(chǎn)生的電荷與傳感器表面上施加的力成比例。這種類型的傳感器具有極高的分辨率,并具有信號范圍廣、噪音水平低的特點。
這些傳感器安裝在軋輥表面的下方,其布置方式可以保證直接進行分力測量。傳感器的測量范圍為35[kN],適用于實心型測量輥。軋輥上傳感器分布不是均勻的,在中心區(qū)傳感器的分布間距是52毫米,兩端間距為26毫米。這樣設(shè)計可以保證鋁箔兩端上鋁箔平直度控制的最佳性能。
在軋制過程中,板形輥與鋁箔同步運行。在圓周上以一定的角度與鋁箔接觸。與鋁箔接觸的傳感器會產(chǎn)生一個向下的壓力。
Fti=每個測量區(qū)鋁箔張力
Fri=每個傳感器的徑向力
HExit=鋁箔出口厚度
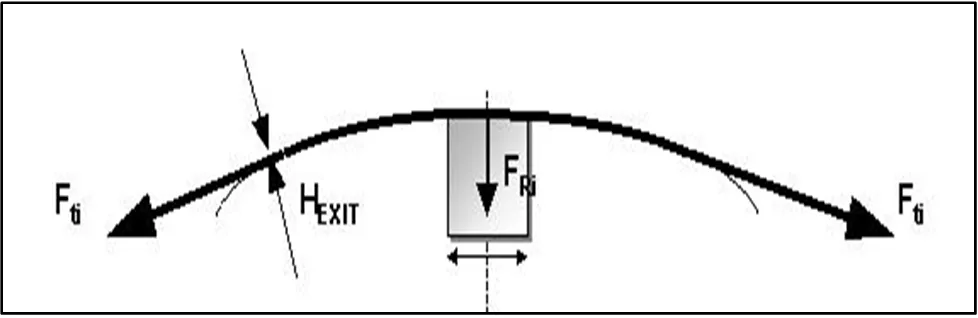
圖2 傳感器受力模型
鋁箔兩邊張力Fti會產(chǎn)生一個向下的壓力Fri即傳感器的徑向壓力。那壓電傳感器上會產(chǎn)生電荷脈沖。每個脈沖的強度取決于軋制鋁箔在鋁箔橫截面上的長度分布情況,鋁箔精確位置對覆蓋少的傳感器影響很大,以至于只有傳感器覆蓋面積超過額定50%,系統(tǒng)才可以使用測量。
板形輥共60個壓力壓電傳感器,鋁箔上壓力分布的傳感器不僅沿著鋁箔寬度按一定的間隔有規(guī)律地分布,而且在軋輥圓周上以不同的角度位置分布。在軋輥旋轉(zhuǎn)過程中,當傳感器在鋁箔下面移動時,一旦鋁箔接觸到這個傳感器就會產(chǎn)生脈沖形狀的電荷。
產(chǎn)生脈沖如下圖3所示:

圖3 脈沖
利用這種作用可以將固定數(shù)量的力傳感器綜合成一個電氣單元,稱為“通道”。每個通道可以連接多達8個傳感器。每個通道都連接著一個隨軋輥一起旋轉(zhuǎn)的電荷放大器。電荷放大器有三個靈敏度范圍,這個可由系統(tǒng)自動選擇。電荷放大器的混合電路設(shè)計允許進行迅速復位。為了避免測量漂移,在每旋轉(zhuǎn)一圈之后,當軋輥經(jīng)過0°位置時,SFC自動進行復位電荷放大器。這樣,就沒有必要使用普通的擴大放大器通道進行監(jiān)視。
隨后利用PCM(脈沖編碼調(diào)制)調(diào)節(jié)器,將這些模擬信號編成脈沖碼。通過稱為旋轉(zhuǎn)變送器的光學傳送鏈,可將數(shù)字信號從旋轉(zhuǎn)部件傳送到固定裝置上。安裝在旋轉(zhuǎn)變送器上的增量式角編碼器可以將傳感器信號分配成確定的角位置。測量值處理程序根據(jù)單個傳感器的幾何布置對測量信號進行分類。
1.2 信號處理結(jié)構(gòu)—SIKO模塊
電荷放大器將壓電傳感器生成的電荷信號轉(zhuǎn)換為電壓。旋轉(zhuǎn)變送器(PCM變送器)將這些電荷放大器的輸出信號轉(zhuǎn)換為(PCM編碼的)數(shù)字信號。數(shù)據(jù)通過電纜從旋轉(zhuǎn)變送器傳遞給安裝在控制柜內(nèi)的PCM解碼器插架(PCM已經(jīng)停產(chǎn),現(xiàn)在基本都采用集成的SIKO模塊代替IOP模塊及PCM插架)。下圖是SIKO模塊實物圖。
該解碼器為SIKO模塊,對板形輥傳感器信號進行解碼,并寫入存儲器(內(nèi)存)內(nèi),通過計算機系統(tǒng)可以訪問這些信息。系統(tǒng)通過以太網(wǎng)接口板與可視化PC相連(VISPC),它的主要任務是在操作臺上處理可視化系VISUALISATION,通過VIS電腦,操作手可以實時的查看軋機的工作狀態(tài)。
1.3 M1 PLC系統(tǒng)
M1是以Intel Pentium III (因特奔騰III )處理器和相應的輸入/輸出板、接口板為基礎(chǔ)的高級計算機系統(tǒng)(M1系統(tǒng)是G. Bachmann Electronic GmbH(電子公司)的產(chǎn)品)。為了計算在帶材橫截面上的張力分布情況,對儲存的測量值進行計算和評價是M1系統(tǒng)執(zhí)行的任務。M1系統(tǒng)通過以太網(wǎng)接口板與可視化PC相連(VIS PC)。可視化PC(VIS PC)的主要任務是在操作臺上處理可視化系統(tǒng)。
M1 PLC主要硬件包括:電源模塊,CPU模塊,輸入/輸出模塊,通訊接口模塊等。
1.4 軋制油冷卻分布系統(tǒng)
基礎(chǔ)潤滑獨立于板形測量和冷卻控制器,維持最小油量。基礎(chǔ)冷卻和控制板形的冷卻動作是重疊的。基礎(chǔ)潤滑等級可以由操作人員在工作輥噴射用的預設(shè)定屏幕上進行設(shè)定。在預設(shè)定后的任何時候,操作人員都可以在可視化屏幕上修改該值。根據(jù)所選的基礎(chǔ)潤滑等級,可以確定打開一排、兩排或三排及以上噴嘴噴射。基礎(chǔ)冷卻可以保持軋制所必需的油膜。但是在帶材邊部和帶材外側(cè)是沒有基礎(chǔ)冷卻的。

圖4 SIKO模塊實物圖

圖5 系統(tǒng)綜合一覽圖

圖6 M1系統(tǒng)
1.5 預熱時的基礎(chǔ)潤滑
在軋機預熱過程中,操作人員可以為設(shè)備選擇基礎(chǔ)冷卻最佳等級,包括手動打開噴嘴。在軋制過程中還可以進行同樣的上述操作。如果需要,用戶可以選擇一個調(diào)試期間執(zhí)行的固定冷卻方案(冷卻形式)。
1.6 支撐輥基礎(chǔ)潤滑
支撐輥也可以使用基礎(chǔ)潤滑。但是它沒有保持油膜的任務。這種方式的基礎(chǔ)潤滑等級可以在操作屏幕上進行選擇
2 板形控制原理
板形的控制主要靠SFC和SCA(伺服控制系統(tǒng))系統(tǒng),SCA主要是數(shù)據(jù)處理、各種執(zhí)行器控制、厚度控制等,這里就不一一贅述。
SFC系統(tǒng)中在軋機預設(shè)置階段,操作人員輸入希望得到的標準曲線。SFC會通過計算為每個傳感器分配一個基準數(shù)值。實際測量值與基準值會產(chǎn)生偏差。對于某一道次,觀察來料板形情況是否能夠達到基準板形則屬于用戶的知識和能力范圍。
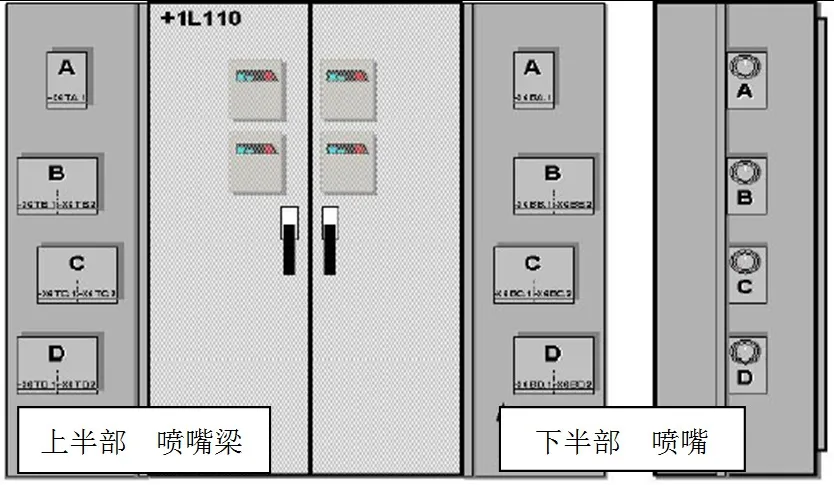
圖7 軋制油冷卻分布系統(tǒng)控制柜

圖8 噴嘴梁

圖9 正彎與負彎
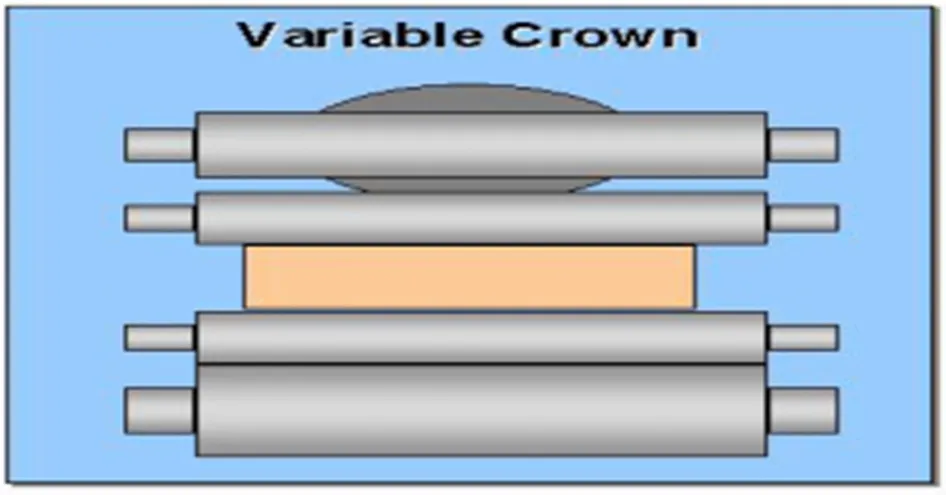
圖10 VC輥
2.1 對稱性板形控制
2.1.1 彎輥系統(tǒng)
彎輥分為正彎與負彎,正彎是輥中心位置靠向鋁箔,負彎正好相反。
彎輥的主要作用點在鋁箔邊部,鋁箔越寬,則彎輥控制的效果越好。
2.1.2 VC系統(tǒng)
上支撐輥是空心輥,中間充滿高壓油,通過油壓的調(diào)節(jié)使輥中間凸起,以抵消邊部軋制力分布較大的缺陷。這種輥也叫VC輥,VC輥在鋁箔中心部控制的效果很明顯,尤其加速過程中在板形質(zhì)量方面表現(xiàn)出明顯的改進。VC系統(tǒng)主要在高精度的箔軋機上應用。
2.2 非對稱性板形控制
2.2.1 傾斜
由于傳動側(cè)和操作側(cè)的輥縫有差異,為了使輥縫平直,兩邊的軋制力自然不同,不同軋制力下,工作輥會產(chǎn)生一定的傾斜,尤其來料板形不好的情況下,彎輥調(diào)節(jié)很重要。在力控制模式下,最大傾斜差通常為500[kN],程序設(shè)定當力差超過150[kN]時,軋機就會報警停機。這一般是伺服閥造成驅(qū)動側(cè)和操作側(cè)壓力分配不均,只需更換伺服閥即可。傾斜狀態(tài)如下圖11所示:
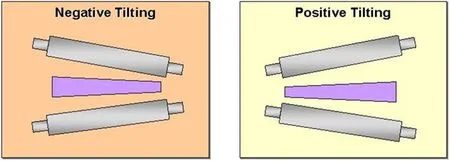
圖11
這里須特別注意卷材對中情況。如果卷材向一邊移動,計算機不可能監(jiān)測到。SFC假定鋁箔邊部正處于軋機中心線的對稱位置。如果鋁箔被移動了,沒有對中,那在一側(cè)邊部的傳感器從鋁箔接收到的力可能就會少些。SFC就會在操作屏幕上會顯示該區(qū)域邊部松弛。另一方面,在鋁箔的另一側(cè)可能顯示為比實際情況會更緊一些,因為傳感器接收到的力比希望得到的力大了一些。彎輥和VC的作用也將受到影響。板形測量就不準確了。對中對軋制過程中板形控制,串層控制很重要。
2.2.2 分段冷卻控制
冷卻噴嘴,其作用是冷卻潤滑工作輥,使支承輥工作輥輥面形成油膜,避免鋁箔產(chǎn)生表面質(zhì)量問題。冷卻后的鋁箔區(qū)內(nèi)的張應力相對于臨近區(qū)的張應力會有所增加。這樣,冷卻噴嘴對那些采用彎輥、VC或傾斜控制都不能改善的板形誤差是有用的。冷卻噴嘴操作手可以根據(jù)經(jīng)驗自己控制,局部板形不良具有不錯的效果。板形冷卻控制隨工作輥冷卻噴射一起進行,因為軋制油距離鋁箔較遠,噴淋也需要時間進行控制,所以不能快速的糾正板形誤差。
3 結(jié)束語
OPTIROLL i2(板形輥)控制系統(tǒng)是軋機的重要控制系統(tǒng),對軋機生產(chǎn)過程中的鋁箔板形控制起到至關(guān)重要的作用,該硬件系統(tǒng)安全可靠,能夠很好的保證設(shè)備正常生產(chǎn)運行,具有較長的使用壽命。從數(shù)據(jù)測量采集——數(shù)據(jù)傳送——數(shù)據(jù)處理——控制輸出。它其實就是一個閉環(huán)的反饋控制過程,在自動軋制狀態(tài)下,板形出現(xiàn)偏差,反饋給SFC系統(tǒng),它通過執(zhí)行機構(gòu)進行糾正偏差,通過不斷的循環(huán),使板形維持在一個動態(tài)的,穩(wěn)定的狀態(tài)。當然,對于經(jīng)驗豐富的操作手,人為的干預還是很有必要的。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
