基于YOLO v5算法的板材質量視覺檢測技術研究
2021-11-04 11:40:20劉風華謝國賢肖浩南楊良生黎劍鋒
現代信息科技 2021年9期
關鍵詞:機器視覺
劉風華 謝國賢 肖浩南 楊良生 黎劍鋒
DOI:10.19850/j.cnki.2096-4706.2021.09.039
摘? 要:對于家具板件自動化生產,快速、準確的板件質量檢測系統是不可或缺的。以YOLO v5算法為基礎對計算機輔助檢查板件質量技術進行了研究。在機器學習算法的基礎上,結合運動目標捕捉算法作為輔助檢測方法,實現板件的識別和定位,然后通過OpenCV中的圖像處理和輪廓識別方法來實現板件尺寸測量。該算法的板件識別率達98.33%,識別多種顏色板件外形長寬尺寸時,實測最大尺寸誤差2.23 mm,能滿足家具板件生產質量檢測的需求。
關鍵詞:機器視覺;YOLO v5;邊緣檢測;尺寸檢測
中圖分類號:TP277? ? 文獻標識碼:A? 文章編號:2096-4706(2021)09-0149-05
Research on Visual Inspection Technology of Plate Quality Based on?YOLO v5 Algorithm
LIU Fenghua1,XIE Guoxian2,XIAO Haonan2,YANG Liangsheng1,LI Jianfeng1
(1.Guangzhou KDT Machinery Co.,Ltd.,Guangzhou? 510535,China;
2.Guangzhou Wangshi Software Technology Co.,Ltd.,Guangzhou? 510535,China)
Abstract:For the automatic production of furniture panel,fast and accurate panel quality inspection system is indispensable. Based on YOLO v5 algorithm,the technology of computer-aided inspection of plate quality is studied. On the basis of machine learning algorithm,combined with the moving object capture algorithm as an auxiliary detection method,the panel recognition and location were realized. Then the panel size measurement is realized by image processing and contour recognition in OpenCV. The recognition rate of the algorithm is 98.33%. When recognizing the length and width dimensions of multi-color panels,the measured maximum dimension error is 2.23 mm,which can meet the needs of furniture panel production quality detection.
Keywords:machine vision;YOLO v5;edge detection;size detection
0? 引? 言
在板材加工過程中,由于加工工藝和機械精度的原因,產品難免會出現缺陷。為了確保產品質量,板件需要由工廠進行測試,在生產過程中盡可能減少不合格產品。傳統人工視覺質量檢查方法存在效率低、易出錯和主觀性大等問題。而機器視覺主要依靠計算機模擬人類視覺功能,能為板件質量檢測提供優化解決方案,實現家具行業生產自動化。與傳統的手工方法相比,機器視覺檢測速度快、精度高、結果客觀,可以快速、準確地檢測板件的加工缺陷,并對缺陷參數進行綜合分析,判斷板件是否合格,且滿足企業生產的長時間、高精度重復工作的要求[1]。
質檢系統的功能是將攝像頭采集到的板件信息實時輸出和檢查。近年來,一些學者逐漸開展了使用機器視覺檢測板件質量的研究。板件尺寸檢測系統需要先通過攝像機獲取工件的圖像,然后進行相關的圖像處理得出所需要的結果。唐小松[2]等介紹了一種利用面陣攝像機獲取板件信息的系統,但該系統需要板件處于靜止狀態,難以滿足工廠生產效率的需求。龔建釗[3]等提出了一種利用CCD線陣相機獲取板件尺寸的尺寸檢測系統,通過強曝光消除板件材質和環境光線的影響。鄧斌攸[4]等通過預檢系統獲取板件材質信息,再通過線掃描相機獲取板件圖像。這兩種系統都能實現板材的在線檢測,并達到較高的精度。但由于線陣相機成本高,工廠實際應用門檻較高;此外,線陣相機對板件通過速度的穩定性要求較高,對抖動敏感,對作業環境有較高需求。
本文提出一種能連續識別生產線中的板件,以及測量板件尺寸的在線尺寸檢測系統。該系統通過機器學習算法實現板件識別,再通過圖像處理技術進行尺寸檢測。為了快速識別板件,板檢測算法首先需要具備實時響應和高精度。現有的基于深度學習物體檢測方法在汽車、人臉等識別上已經有廣泛應用。
卷積神經網絡(CNN)作為深度學習的一種代表性算法,被廣泛應用于目標識別[5],其中YOLO算法[6]消除了候選區域的生成階段,并將特征提取、回歸和分類放入卷積網絡中,從而簡化了網絡。盡管由于邊界預測的時空限制的影響,它對小目標的檢測效果不佳,但是它具有更快的檢測速度,常用于車輛,無人機目標識別等項目[7,8],能滿足板件檢測的實時性。
1? 系統介紹
本系統能以50 m/min的速度在線識別、測量長寬在200 mm到1 800 mm之間的不同材質的家具板件,對于材質顏色與環境顏色對比度高的板件,其機器檢測結果與人工檢測差值小于1 mm。而對于材質與環境顏色相近板件,其識別精度較低,差值在±3 mm以內。
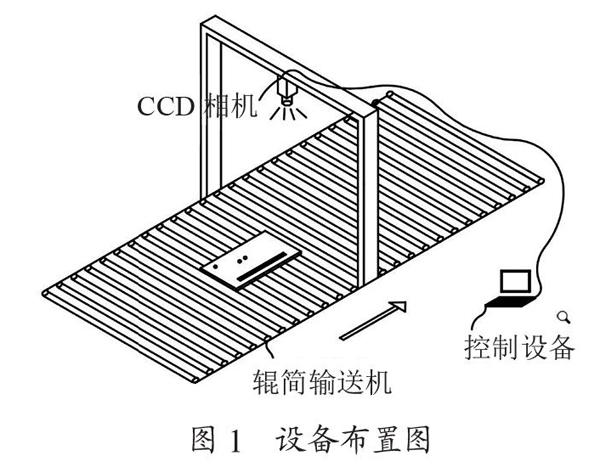
設備布置圖如圖1所示,硬件系統的核心包括兩部分:采集圖像的視頻系統和處理圖像的控制機。該視頻系統由放置在生產線上方的高清攝像機(攝像機型號:MV-GEF1200GC-T-CL,鏡頭型號:MV-LD-8-10M-A)組成,用于獲取板件圖像。控制機則用作處理圖像,實現目標板定位、尺寸檢測等算法。根據質量檢查系統所需的功能,該算法分為三個模塊完成:板件識別模塊、圖像處理模塊及尺寸測量模塊。
由于圖像處理和后續檢測依賴于板件識別結果,因此首要任務是標記板件位置。板件通過You-Only-Look-Once v5(YOLO v5)算法并結合運動物體檢測的算法進行定位。尺寸測量模塊的主要任務為計算板件識別模塊所檢測出的板件外形尺寸。
2? 板件識別
2.1? 基于YOLO v5的檢測模型
YOLO v5是用于物體檢測的一階段卷積神經網絡(CNN),是在YOLO v1-YOLO v4[9,10]的基礎上改進的。與Faster-RCNN不同,YOLO v5網絡是通過回歸直接獲得邊界框的坐標和每個類的概率,使得物體檢測模型的計算速度大大提高,更適應實時質量檢測的要求。
YOLO v5的網絡結構可分為四部分:input、backbone、Neck和預測層。相比于之前版本的算法,YOLO v5在input端使用了Mosaic數據增強方式,隨機調用4張圖片并按隨機大小、分布進行堆疊,提升對小目標的識別能力,并且能同時計算4張圖片,減少內存的消耗。在Backbone上主要采用Focus結構、CSPnet結構,在Neck上采用FPN結構和PAN結構。
在檢測過程中,YOLO v5將用于訓練的圖像劃分為S×S的網格,這些網格在x和y軸上以相同的密度分布。每個網格預測木板是否落入其內部。當預測為正時,網格負責檢測這個對象。置信度(ξ)定義如下:
ξ(Obj)=Pr(Obj)×IOU
其中,Pr(Obj)指示預測邊界框內是否存在板,IOU指示實框與預測框的交集,其定義為:
其中BoxT表示基于訓練標簽的真實邊框,BoxP表示預測邊框,area()表示面積。
在檢測板件的過程中,首先選擇合適的候選區域并進行預測。其次對預測結果進行篩選,得到置信度高的預測框。每個邊界框包含五個預測值:x、y、w、h和置信度。得到每個預測框的置信度后,將低于閾值的框去掉,然后對剩余的邊界框進行非極大值抑制(NMS)處理,得到多組高分邊界框。最后導出位置參數。
誤差損失函數由三部分組成,分別為置信度、分類和預測邊界框的坐標的誤差。由于本研究中只存在板件作為唯一識別的對象,因此不存在分類誤差。而其中YOLO v5使用BECLogits函數計算置信度的損失函數,GIOU計算預測邊界框的損失函數,所以模型的損失函數可以表示為:
其中C是包含真實框和預測邊界框的矩形邊界框的最小面積。
2.2? 模型訓練
用于訓練的數據集由現場拍攝并標有板件的圖像組成,所提出的檢測模型可以通過以下4個步驟進行訓練:
(1)在現場收集約700張分辨率為4 096×3 000的圖像。因為板件數據集屬于小樣本數據集,需要對采集到的圖像進行圖像增強以獲得更好的訓練效果,包括旋轉、鏡像、顏色和亮度調整、模糊等處理,以提高檢測模型的泛化能力。
(2)給圖像編號并標記板件作為標注數據集。標注數據集由圖像和標注文件組成,隨機選取其中20%作為測試集,20%作為訓練集。
(3)根據Darknet-53網絡的官方權重,只對檢測層的權重進行預訓練優化,得到穩定的損失函數值。本文的模型訓練和測試是在配置為GPU(NVIDA RTX 1050)和CPU(Intel(R) CPU@2.3 GHz)的計算機上完成的。關鍵參數設置為:初始學習率為0.001、動量為0.95和衰減率為0.001。
(4)進行微調訓練,優化網絡各層的權重,以達到最佳模型性能。
圖2為模型訓練過程的損失曲線。可以看出該模型表現出良好的收斂性。訓練后損失函數值從0.156 65降到0.009 04。
2.3? 運動目標檢測
針對YOLO目標檢測對于未學習或異形板件識別中不成功和漏檢的問題,本研究擬將YOLO算法與運動目標檢測算法相結合。運動目標檢測的常用方法包括光流法、幀差法和背景去除法。幀差法對運動目標移動速度低、幀間像素差距小的圖像不敏感,檢測結果容易產生“雙影”和“空洞”。而背景法在視頻初始幀中存在移動目標,目標移動緩慢等情況下容易產生“鬼影”和“拖影”。本文采用基于結合去背景法和二幀差相結合的運動物體檢測算法對板件進行檢測,這兩種方法提取的差異圖像是通過邏輯運算得到的,可以更好地去除“鬼影”。分別對兩種算法得到的前景圖進行標記,并對標記的前景圖進行邏輯運算,獲得可能的“鬼影”位置。最后將設定的閾值與像素數進行比較,判斷局部區域是否為重影。
本系統中YOLO v5檢測算法與運動目標檢測算法是同時運行的,并以YOLO v5算法作為主要檢測方式,通過設定的面積占比閾值判斷檢測出的板件是否為同一塊。當兩個算法檢測到同一塊板件時,以YOLO v5的檢測結果作為輸出圖像;當YOLO v5算法遇到無法識別的板件時,則將運動目標檢測算法的結果作為輸出圖像。具體流程如圖3所示。
3? 板件尺寸檢測
3.1? 圖像處理
目標識別算法得到的板件圖像往往存在缺陷,難以直接用于后續的面板質量檢測,主要有以下三個原因:
(1)由于相機的成像原理,拍攝的圖像會畸變、失真。
(2)板件在運輸機上運輸產生跑偏、震動。
(3)板子上可能有污漬、灰塵,因此需要對圖像進行處理以去除污漬。
相關的具體步驟如下文。
3.1.1? 畸變校正
由于鏡頭成像原理,畸變在所難免。由于圖像的畸變,直接影響后續測量的精度,其中徑向畸變影響最大。因此,可以在計算相機參數的公式中加入二階徑向畸變,建立畸變模型方程,其式為:
其中s1和s2是相機的徑向畸變系數。相機的參數和畸變系數可以通過最小二乘法得到。由于攝像頭和傳送裝置的位置保持不變,因此該檢測系統中攝像頭的畸變只需要校正一次,后續不需要重復校準。
3.1.2? 圖片校正
板材在輸送帶上運動過程中,會產生振動,導致采集到的板材出現偏差,影響后續檢測。本文對傅里葉變換得到的頻域圖像進行二值化處理,然后利用Houge線檢測得到校正角,再根據校正角度校正圖像。
3.1.3? 圖像處理
控制機對圖像做腐蝕、膨脹、高斯模糊、邊緣增強、銳化等預處理,以排除圖像噪聲的干擾,并按照二值化閾值對圖像二值化,在此基礎上再提取板件的幾何要素特征。
3.2? 尺寸檢測算法
經過數字圖像處理、輪廓特征提取和區域特征提取后,利用OpenCV的輪廓識別算法對板件圖像的輪廓特征進行擬合。這種輪廓識別算法是用拓撲分析來確定二值化圖像邊界的算法,可以更好地提取板件的邊緣輪廓。然后將提取到的輪廓點像素按照偏差平方和最小的原則進行直線擬合,擬合結果用多項式方程表示,相關的計算公式為:
其中(xi,yi)為輪廓像素點坐標,且i=1,2,3,…,m。φ(x)為擬合的二項式函數。δi2為擬合直線在(xi,yi)上的偏差的平方。
根據擬合得到的工件輪廓直線可求得交點的像素坐標,然后根據測量系統先前的校準參數,將圖像像素轉換為板件的實際尺寸。使用歐氏距離測量實際板與MPR文件板之間的板尺寸的相似性。
根據圖像中板尺寸特征區域的擬合結果,可得到外形尺寸和特征。然后將校準后的相機參數分別乘以得到的尺寸坐標,得到待測板的實際尺寸。由于攝像頭的位置是固定的,板件輪廓所占據的像素可以按比例轉換為板件的實際尺寸。
4? 結果與分析
如圖1所示,檢測設備安裝在生產和運輸線上,對通過的板件進行檢測。實驗樣本為8種顏色、紋理特征不同的家具板材,每種5個,長度200~1800 mm,寬度200~1000 mm不等,且板面隨機加工一定數量的孔槽。板件長寬使用游標卡尺進行手工測量,并重復測量3次。實驗在Window 10操作系統、8核CPU 2.3 GHz、8 GB內存、NVIDIA GTX1050顯卡的控制機上進行測試,實驗環境為工廠現場環境。采用上文第二節的方法對板材進行識別、標記,采用上文第三節的方法進行尺寸檢測。
4.1? 板件識別
將精確率(Precision)、召回率(Recall)作為板件目標檢測模型的評價指標,目標召回率和檢測的準確率可分別表示為:
其中正樣本TP(Ture Positive)為被正確檢測的目標,負樣本(False Positive)FP為被錯誤檢測的目標,FN為沒有被檢測的目標。
計算Recall和Precision值分別為98.8%、97.62%。此外,精準度(AP)是評價檢測模型準確性的直觀評價標準,從召回率和準確率兩個角度來衡量檢測算法的準確性,是分析單個類別的檢測效果的指標。檢測結果如圖4所示,目標檢測的平均精準度(mAP@0.5)為92.03%。
為進一步驗證訓練的模型實際的識別能力,在實際的工廠環境中對運輸線上的板件進行識別測試。其中輥筒運輸機運輸速度為50 m/min,板件每隔3 s放置一張,測試板件為8種顏色材質不同的刨花板板件,每種各5個,重復測試3次。板件平均識別率為98.33%,未識別板件情況皆出現在材質顏色與背景環境相似的板件中,如淺木紋、淺灰色,測試圖像如圖4所示。由圖可看出,板件識別模塊基本能較準確地將目標板件從運輸線上識別出來,并獲得貼近的圖像區域。但對于顏色材質與背景顏色吻合度高的板件,雖然能識別出對應的板件,但截取的圖像區域與實際板件區域差距偏大,如圖4(a)所示。
4.2? 尺寸檢測
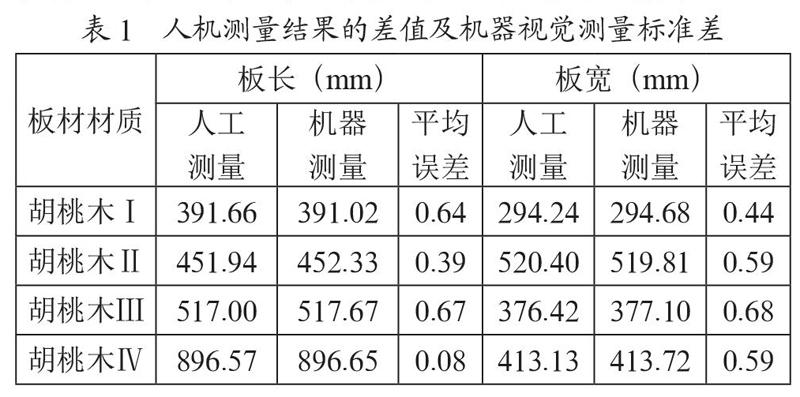
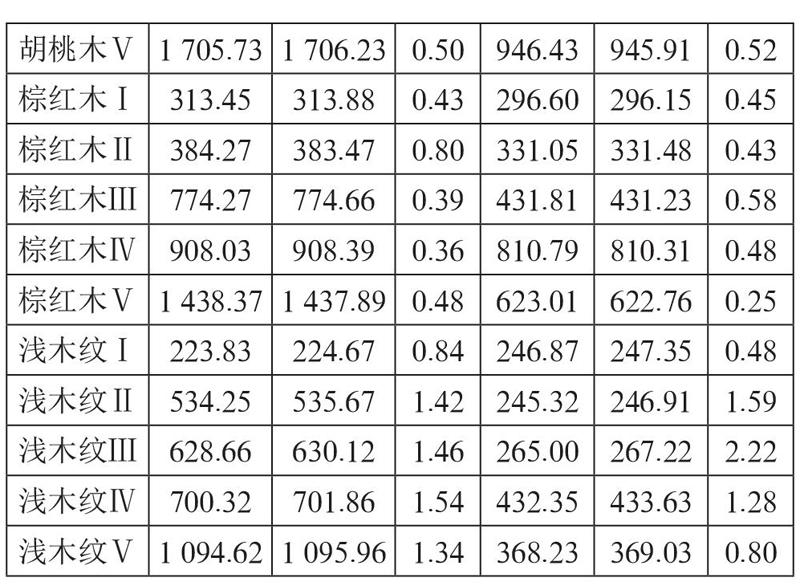
用機器視覺系統在線測量上述相關尺寸參數,并重復3次,求出每塊板的相關尺寸數值和誤差,其中板件長寬的人機測量結果的差值和機器視覺測量結果,如表1所示。
由表可看出,除淺灰色和淺木紋外,機器視覺測量值和人工測量值一致性較高,但系統檢測的精度受板材顏色影響較大。在檢測顏色對比明顯的板件尺寸,測量精度較精確,與人工測量誤差的差值在1 mm以內,能滿足工廠使用需求,表明機器視覺可以取代人工測量對板材尺寸進行測試。由于輥筒運輸機的震動幅度、頻率相較于皮帶式運輸機大,攝像頭拍攝時易出現板件邊緣模糊的問題。淺灰色和淺木紋的板件尺寸測量精度較差,與人工測量結果的平均誤差最大差值為2.25 mm,其測量結果與人工測量相比相對偏大。這主要是因為板材材質顏色與運輸線輥筒背景顏色相似,YOLO識別板件判斷的識別框誤差偏大,框選位置過大,造成板件尺寸檢測不精確。
5? 結? 論
本文基于機器視覺開發了一種家具板件在線尺寸檢測系統,通過YOLO算法和運動捕捉算法實現對運輸線上的板件的實時獲取,并利用圖像處理技術和輪廓識別算法實現板件尺寸的檢測。在工廠實際環境測試表明該系統能在50 m/min的運輸速度下,實現較高測量精度,為家具生產企業實現自動化快速板件檢測提供了新的思路。
但由于生產環境復雜、環境光暗變化大、輥輪運輸震動大等問題,使得板件尺寸測量誤差大,需進一步提高算法對環境的適應性。此外,在背景顏色與板材顏色相近時,識別算法難以精確提取板件區域,需進一步研究以提高目標識別的精確度。
參考文獻:
[1] KE Z N,ZHAO Q J,HUANG C H,et al. Detection of wood surface defects based on particle swarm-genetic hybrid algorithm [C]//2016 International Conference on Audio, Language and Image Processing (ICALIP).Shanghai:IEEE, 2017:375-379.
[2] 唐小松,莊宏金,羅平,等.一種板式家具板材CCD檢測裝置:CN206146390U [P].2017-05-03.
[3] 龔建釗,華城,周恒,等.基于機器視覺的定制家居板件在線尺寸檢測系統研究 [J].中國人造板,2020,27(1):20-22+27.
[4] 鄧斌攸,潘云峰,池志強,等.基于機器視覺的家具板件尺寸在線測量系統 [J].木材科學與技術,2021,35(2):63-67.
[5] GU J X,WANG Z H,KUEN J,et al. Recent Advances in Convolutional Neural Networks [J].Pattern Recognition,2018(77):354-377.
[6] REDMON J,FARHADI A. YOLO9000:Better,Faster,Stronger [C]//2017 IEEE Conference on Computer Vision and Pattern Recognition (CVPR).Honolulu:IEEE,2017:6517-6525.
[7] 高宗,李少波,陳濟楠,等.基于YOLO網絡的行人檢測方法 [J].計算機工程,2018,44(5):215-219+226.
[8] 黎洲,黃妙華.基于YOLO_v2模型的車輛實時檢測 [J].中國機械工程,2018,29(15):1869-1874.
[9] LI Z X,ZHOU F Q. FSSD:Feature Fusion Single Shot Multibox Detector [J/OL].arXiv:1712.00960 [cs.CV].(2017-12-04).https://arxiv.org/abs/1712.00960v1.
[10] JOHANSON E,PALIBERG THAGMAN O. Fast Visual recognition of Scots pine boards using template matching [J].Computers and Electronics in Agriculture,2015(118):85-91.
作者簡介:劉風華(1968—),男,漢族,北京人,副高級工程師,碩士,研究方向:家具智能制造。
收稿日期:2021-04-10
基金項目:廣東省科技計劃項目(2018A050 506024)
猜你喜歡
軟件導刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30
