1850mm冷軋機工藝潤滑系統改進及優化
2021-11-10 01:42:54廖禮濤
科技信息·學術版 2021年23期
廖禮濤
摘要:通過對我公司1850mm冷軋生產的產品質量問題進行分析,并結合冷軋工藝潤滑的原理及其在冷軋生產中的作用,從而針對性的提出改進、完善措施,對工藝潤滑系統進行了改進和優化,并應用于生產實踐,取得了顯著的效果。
關鍵詞:工藝油;冷軋機;工藝潤滑;分段控制
引言:我公司1850mm冷軋機的軋制力達到千噸以上,軋制速度則接近1200m/min。金屬在這樣高速變形過程中產生很大得變形抗力,一方面由于金屬內部分子間的摩擦產生大量的熱能;另一方面,帶材的減薄(延伸)又不可避免地使軋輥與軋件表面發生相對運動。所以在軋制過程中,為了減小軋輥與帶材之間的摩擦、降低軋制力和功率消耗,使帶材易于延伸,提高產品質量,需要在軋輥和帶材接觸面間加入工藝油潤滑冷卻液,有效確保不可逆冷軋設備的良好潤滑狀態。我公司1850mm軋機自投入生產以來,工藝潤滑系統一直不穩定,板式過濾機組中上層過濾箱濾餅不均勻,過濾效果不佳,為保證產品質量,提高軋制油品質,每8個小時換一次紙,換一次紙至少停機1個半小時。還有在生產裝飾板時,輥型難于控制,產品中間松,經常出現拉筋問題;油品黑臟容易產生黑點線等問題,嚴重影響了1850mm冷軋機的生產,因此,對1850mm冷軋機工藝潤滑系統進行改進和優化,迫在眉睫。
1、循環式工藝潤滑系統簡介
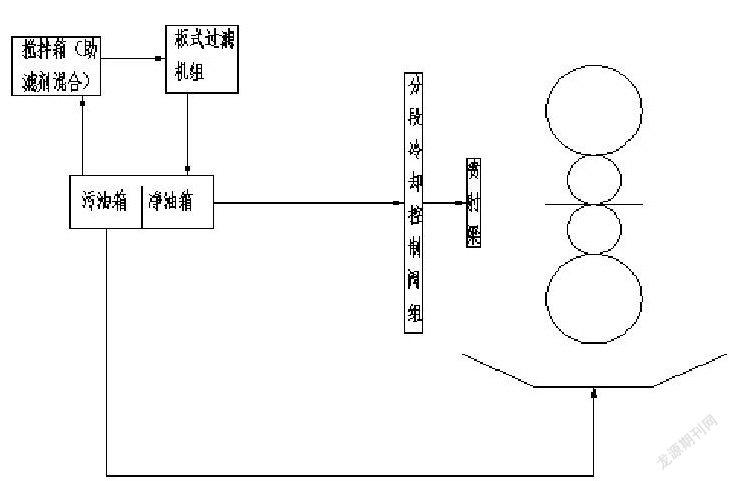
我廠冷軋機組采用的是循環式工藝潤滑系統,如圖1所示。
系統主要由工藝油過濾系統、凈油輸送、污油回收、分段冷卻四部分。系統具備污油過濾處理、供油、控制油溫等功能。分段冷卻控制可以實現各噴嘴的啟閉、流量調節、噴淋寬度控制等功能,通過工藝油控制工作輥各段溫升,形成需要的輥型熱凸度,達到控制板型的最終目的。
2、我公司1850mm冷軋機工藝潤滑系統存在的主要問題。
2.1、板式過濾機組濾餅不均勻,油品臟,換紙頻繁。
我公司板式過濾機組濾餅不均勻,嚴重時濾箱部分區域沒有土,工藝油過濾效果不好,特別是夏天的時候,軋制油很容易臟,嚴重的時候兩三個小時換一次換紙。
2.2、軋制油流量小、分配不合理,分段冷卻軋輥的能力不足。
我公司在生產裝飾板的時候,經常出現中間松,拉筋的問題,特別是在涂漆之后,缺陷非常明顯,嚴重制約了裝飾板產品的生產。
2.3、工作輥輥型不能穩定控制。生產中只有通過降低軋制速度或將產品軋制至成品前冷卻后在軋制,致使生產效率低下和供貨期延長。
2.4、噴射梁經常有噴嘴堵塞現象,導致軋制油不能正產噴射,噴淋曲線不正常,冷卻不夠。
3、1850mm冷軋機工藝潤滑系統的改造和優化工作。
針對上述問題,結合我公司1850mm冷軋機高速、重載、工作制式等特點,以保證工藝潤滑油品質、產品質量、經濟效益最佳為根本出發點,我們對1850mm冷軋機工藝潤滑系統進行了以下幾個方面的改進和優化。
3、1針對板式過濾機組濾餅不均勻,油品臟,換紙頻繁的問題。
在冷軋工藝潤滑技術方面,我們調整了板式過濾器助濾劑添加量和預涂時間,觀察了板式過濾器預涂土層的均勻性,并檢測了軋制油油品。
在工藝潤滑設備設計方面,系統考慮工藝油循環系統,開啟一臺過濾泵在壓力增高時,長時間連續生產,污油箱的油會溢流到凈油箱。
項目實施及優化
1)、預涂時,增加了活性白土,在攪拌箱配以合適濃度的助濾劑(硅藻土和活性白土),經過射流泵,吸入過濾泵的入口,從而在板式過濾機板框內形成2—3mm厚的預涂層。同時延長板式過濾機組的預涂時間,預涂時間由15分鐘改為30分鐘,經跟蹤觀察預涂土均勻度有了明顯改善。
2)、經過設計單位根據現場實際計算,用一臺過濾泵,并將過濾泵葉輪直徑由225mm改為200mm,板式過濾機板框內油口由3mm改為5mm。經過一段時間跟蹤觀察后,預涂土層均勻,無中間無土層現象發生。
3)、偶爾上層過濾箱濾餅不平,有山丘,我們進一步優化,更改板式過濾機入口比例閥(開口度由100%改為90%),經觀察使用,土層均勻,過濾時間延長。
3.2、軋制油流量小、分配不合理,分段冷卻軋輥的能力不足。
我們針對1850mm冷軋機生產的裝飾板拉筋問題,仔細的跟蹤觀察,發現拉筋主要集中在帶材的中間部位,間距差不多50mm左右,觀察噴淋曲線,帶材肋部的噴淋已經達到上限,分段冷卻流量不足。
我公司1850mm冷軋機采用的是西門子的噴射梁,噴嘴分段最小距離是52mm,上下各34組,每組3個噴嘴,為提高分段冷卻的能力,經過實地考察和研究,根據現有的噴射梁結構,進行了噴嘴的改造,我們選用了噴嘴分段最小距離為26mm的噴嘴,上下各34組,每組4個,同時增加了邊部熱噴系統,并在進行冷軋生產是根據需要開啟2臺供油泵。
3.3、針對工作輥輥型不能穩定控制的問題。
我們對工作輥的輥徑進行了測量,輥徑差別過大,有的達到了3mm,更換彎輥、壓上系統伺服閥,前后進行了對比,電氣信號響應速度非常明顯。
1、針對1850mm冷軋機在用的工作輥,進行了重新配輥,保證每對工作輥輥徑在0.5mm以內。
2、保證液壓油的精度,定期清洗郵箱,更換濾芯和伺服閥,保證伺服閥電氣的響應速度。
3.4、針對噴射梁經常有噴嘴堵塞現象。
我們對噴射梁的噴嘴進行了拆卸,檢查后發現,噴嘴電磁閥里的過濾網有焊瘤,造成的堵塞,清洗后,恢復正常,并修改了成品生產的工藝,在軋制前,檢查噴嘴的噴淋情況。
結語:
1850mm冷軋機工藝潤滑系統改進和優化后,工藝油潤滑過濾系統換紙時間,由原來8小時換一次過濾紙,延長到每24小時換一次紙,即節省了過濾紙、硅藻土,又增加了軋機運行工作時間。噴射梁噴嘴改造和增加熱噴后,我公司生產的裝飾板拉筋的問題得到了解決,消除了黑點線的產品缺陷,輥型控制穩定,達到了國內同行業水平,對同行業的工藝油潤滑系統的改進和優化具有重要的借鑒和指導意義。
參考文獻
[1]林靜,劉靜蘭?鋁帶冷軋機工藝潤滑系統改造?《鋁加工》?2015年第四期?19-20頁。
[2]元萌,朱愛美、陳普?泰鋼950mm可逆冷軋機工藝潤滑系統的優化?《江西冶金》?22-23頁。
[3]徐鶴賢?淺談冷軋過程中的潤滑及控制?《特鋼技術》2001第4期?1-8頁。
