工序尺寸換算中虛公差的產生原因及處理方法
2021-11-18 07:51:36馮文慧馬曉三
食品與機械 2021年10期
關鍵詞:工藝
馮文慧 馬曉三
(1.黃河交通學院機電工程學院,河南 焦作 454950;2.焦作市物料輸送設備關鍵件制造工藝與裝備工程技術研究中心,河南 焦作 454950;3.河南理工大學機械與動力工程學院,河南 焦作 454000)
在偏心型食品攪拌機機架、攪拌器[1]等具有復雜結構的機械零件加工工藝規程編制過程中,當工藝基準與設計基準不重合時,在確定工序余量之后,需通過工藝尺寸鏈對工序尺寸及其極限偏差進行換算。在工藝尺寸鏈計算過程中,有時候會出現換算出的工序尺寸上極限偏差小于下極限偏差的情況,即工序尺寸公差值為負值,這種尺寸公差被稱為虛公差[2]。在工程實踐中,工序尺寸虛公差的出現將導致工藝規程無法指導零件的加工和檢驗。因此,對工序尺寸虛公差產生的原因進行分析,并且在工藝尺寸鏈計算過程中,對有關尺寸采取有針對性的處理措施,避免工序尺寸虛公差的產生,對于保證機械加工工藝規程在生產現場的可執行性是十分必要的。
目前,有中國學者[2-6]圍繞虛公差的基礎理論及其在裝配尺寸鏈中的應用展開了大量研究,并得到了國際學界的關注和認可。2016年9月,在第41屆ISO/TC213年會上,專門就虛公差理論及應用進行了主題為《Chinese input on potential new work on virtual tolerances》的研討[3]。而對于機械加工中工序尺寸虛公差現象,目前尚未有研究成果見諸報道。
基于以上情況,文章擬通過分析工序尺寸換算中工藝尺寸鏈極值計算法的原理和特點,對工序尺寸虛公差產生的原因進行研究,并以工藝尺寸鏈中各組成環尺寸之間的誤差補償關系為基礎,從封閉環的選擇、已知組成環尺寸公差的合理壓縮以及根據其他組成環尺寸的實際偏差確定工序尺寸公差3方面,提出工藝尺寸鏈處理和改進方法,以期為解決工程實踐中的工序尺寸虛公差問題提供理論依據。
1 工序尺寸虛公差產生原因
1.1 虛公差產生原因理論分析
在零件工藝基準與設計基準不重合的情況下,利用工藝尺寸鏈對加工工序尺寸進行計算的目的就是通過合理確定工序尺寸的基本尺寸H、上極限偏差ES(H)和下極限偏差EI(H),間接保證最終設計尺寸滿足設計圖要求。工序尺寸在設計圖紙中不直接標出,但在工藝尺寸鏈中作為組成環,需要在加工中直接保證。工藝尺寸鏈的封閉環通常是在零件設計圖紙中直接標出的設計尺寸,但需要在加工過程中間接保證[7-9]。工序尺寸換算過程中需要對工藝尺寸鏈極值法反計算[10],求出工序尺寸及其極限偏差。因為在尺寸鏈的計算中,封閉環尺寸的公差等于所有組成環尺寸的公差之和,所以工藝尺寸鏈中各尺寸的公差滿足以下關系:
T(H)=T(M∑)-∑T(M),
(1)
式中:
T(H)——工序尺寸的公差;
T(M∑)——封閉環設計尺寸的公差;
∑T(M)——工藝尺寸鏈中除工序尺寸之外的其他所有組成環尺寸(即已知組成環尺寸)的公差之和。
從式(1)可以看出,當工藝尺寸鏈中的封閉環尺寸的公差小于已知組成環尺寸的公差之和時,封閉環的公差不足以向作為其中一個組成環的工序尺寸分配,就會出現工序尺寸的公差為負值,即虛公差的情況。
1.2 虛公差產生原因實例分析
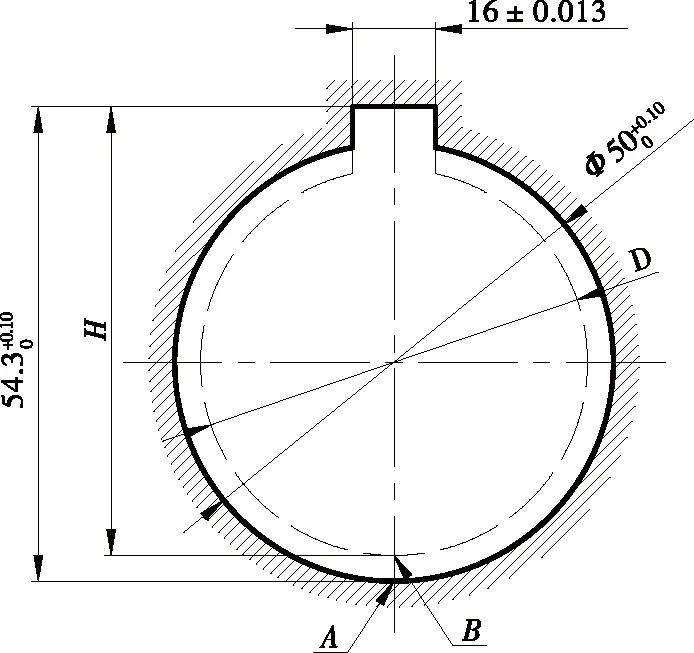
圖1 某零件內孔及鍵槽設計尺寸和工序尺寸示意圖
圖2 某零件加工內孔及鍵槽工藝尺寸鏈示意圖
將以上各尺寸的公差代入式(1),可得工序尺寸H的公差:
2 避免工序尺寸虛公差的工藝尺寸鏈處理方法
如前所述,在尺寸鏈的計算中,封閉環尺寸的公差為所有組成環尺寸的公差之和。因此,避免工序尺寸換算過程中產生虛公差,就是在建立和計算工藝尺寸鏈過程中,避免已知組成環尺寸的公差之和大于封閉環公差。具體而言,需從以下3方面對工藝尺寸鏈采取處理措施。
2.1 合理選擇工藝尺寸鏈的封閉環
在采用極值法對尺寸鏈計算過程中,封閉環的公差是所有組成環的公差之和,封閉環一定是尺寸鏈所有尺寸中公差最大的。因此在建立工藝尺寸鏈時,封閉環的公差應盡可能大,必須將加工最后形成的尺寸中公差最大的作為封閉環進行間接保證。否則,除工序尺寸之外的其他所有組成環的公差之和大于封閉環公差的情況將不可避免,并出現虛公差。
2.2 合理壓縮工藝尺寸鏈中已知組成環尺寸公差
因此,在工序尺寸換算過程中,工藝尺寸鏈建立后,必須驗證封閉環尺寸是否滿足大于已知組成環尺寸公差之和的條件,如果不滿足,則需通過合理壓縮各個組成環尺寸的公差的方法滿足該條件。在此過程中,從以下方面注意公差壓縮處理的合理性。
(1)當已知組成環尺寸的基本尺寸與原公差帶的中心值不重合時,應將其公差向原公差帶的中心值附近壓縮,而不能向基本尺寸附近壓縮,避免加工后的零件尺寸相對于設計尺寸出現系統性誤差[13-14]。
(2)尺寸公差與零件的加工工藝性直接相關,因此工藝尺寸鏈中各已知組成環尺寸的公差并非壓縮得越小越好。對已知組成環尺寸公差壓縮過程中,應結合形成各尺寸的工序的加工特點和實際情況,綜合考慮零件加工工藝性。
2.3 根據工藝尺寸鏈其他組成環實際尺寸確定工序尺寸公差
在工程實踐中,對工藝尺寸鏈中已知組成環尺寸公差的壓縮,往往會提高零件的加工精度和加工難度。因此,由于零件加工工藝性和經濟性限制,對工藝尺寸鏈已知組成環尺寸公差的壓縮,并不能滿足所有虛公差問題處理的需要。當工藝尺寸鏈已知組成環尺寸公差壓縮至零件加工工藝性允許的極限,計算出的工序尺寸公差仍為負值時,可以在工藝尺寸鏈計算中用先于工序尺寸生成的組成環尺寸的實際偏差代替其上下極限偏差,從而避免虛公差現象的產生。
工序尺寸為加工過程中生成的尺寸,加工生成工序尺寸之前,在工藝尺寸鏈中屬于組成環的部分尺寸可能已經生成,部分尺寸尚未生成。在零件加工過程中,當工序尺寸形成在比較靠后的工序中生成,即有較多工藝尺寸鏈組成環尺寸先于工序尺寸生成時,可根據先于工序尺寸生成的組成環尺寸加工實際數值,再結合封閉環設計尺寸的公差要求,確定工序尺寸公差。
將工藝尺寸鏈中所有增環分成在零件加工過程中先于工序尺寸生成的增環Mp1和在工序尺寸加工之后生成的增環Mp2,將工藝尺寸鏈中所有減環分成先于工序尺寸生成的減環Mq1和在工序尺寸加工之后生成的減環Mq2。對于Mp1和Mq1在工序尺寸加工之前已經生成,在計算工序尺寸公差時就不再考慮這些尺寸的上下極限偏差,而需要考慮尺寸的實際偏差[15]。在這種情況下,在每個零件的工藝尺寸鏈計算時,相當于將Mp1和Mq1的公差記為零,且根據工藝編制過程中工序安排先粗后精的原則[16],其設計公差要求比后續生成的尺寸Mp2和Mq2大,這樣將大大降低計算出的工序尺寸為負值的可能性,從而有效避免工序尺寸虛公差的產生。
如果工序尺寸在工藝尺寸鏈中為增環,則對工藝尺寸鏈采用極值法計算得出的工序尺寸及其上下極限偏差計算公式:
H=M∑+(∑Mq1-∑MP1)+(∑Mq2-∑Mp2),
(2)
(3)
(4)
式中:
H——工序尺寸的基本尺寸;
ES(H)——工序尺寸的上極限偏差;
EI(H)——工序尺寸的下極限偏差;
M∑——封閉環設計尺寸;
ES(Mq2)、ES(Mq2)——后于工序尺寸生成的減環尺寸Mq2和減環尺寸Mp2的上極限偏差;
EI(Mq2)、EI(Mq2)——后于工序尺寸生成的減環尺寸Mq2和減環尺寸Mp2的下極限偏差。
同理可以得出工序尺寸在工藝尺寸鏈中為減環情況下,得出的工序尺寸及其上下極限偏差計算公式:
H=(∑Mp1-∑Mq1)+(∑Mp2-∑Mq2)-M∑,
(5)
(6)
(7)
H=54.3+24.9-25=54.2 mm;
ES(H)=0.10+0.07-0.05=0.12 mm;
EI(H)=0+0.07-0=0.07 mm。
2.4 工序尺寸虛公差處理流程
綜合以上所述,當工藝尺寸鏈虛公差現象發生后,可在工藝尺寸鏈建立和計算過程中,采取的改進和處理措施流程如圖3所示。
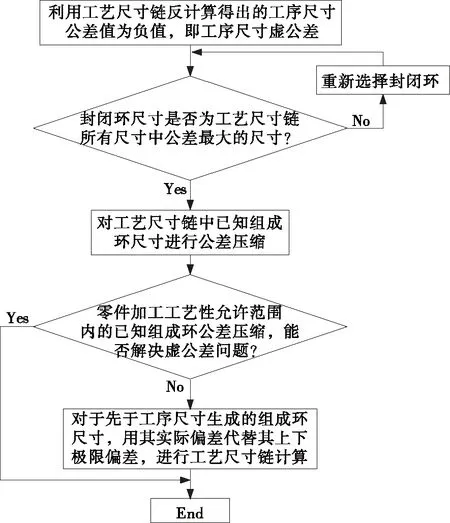
圖3 針對工序尺寸虛公差現象的工藝尺寸鏈處理和改進流程
3 結論
工序尺寸虛公差是零件工藝基準和設計基準情況下,工藝尺寸鏈計算中的一種常見現象,而目前關于虛公差理論的研究,都是圍繞裝配尺寸鏈進行,對于零件機械加工工藝尺寸鏈計算中的工序尺寸虛公差問題的研究尚未開展。根據工藝尺寸鏈極值法計算的原理和特點,對工序尺寸虛公差產生的原因進行了分析,并從封閉環的選擇、已知組成環尺寸公差的合理壓縮以及根據先于工序尺寸形成的組成環尺寸的實際偏差確定工序尺寸公差3方面,提出了工藝尺寸鏈處理方法,避免工序尺寸虛公差現象的發生,并結合實例證明了上述原因分析的正確性和工藝尺寸鏈處理方法的可行性。相關研究方法和成果,為機械加工工藝編制過程中工序尺寸虛公差問題的處理提供了理論依據,同時為工序尺寸零公差或公差過小、工藝尺寸鏈中多個工序尺寸公差的分配等類似技術問題的處理提供了參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
