座椅連接件沖壓成形工藝設(shè)計(jì)及成形分析*
2021-12-03 06:02:34魏秀琴岑升波肖振泉
機(jī)械研究與應(yīng)用 2021年5期
關(guān)鍵詞:工藝設(shè)計(jì)
金 星,魏秀琴,岑升波,肖振泉
(柳州鐵道職業(yè)技術(shù)學(xué)院,廣西 柳州 545416)
0 引 言
隨著國(guó)外技術(shù)的引進(jìn),我國(guó)汽車產(chǎn)量、類型得到迅速的增長(zhǎng)。據(jù)統(tǒng)計(jì),汽車大約有80%的零件需要設(shè)計(jì)模具進(jìn)行加工制造,其中有數(shù)百個(gè)沖壓零件,需要大量的沖壓模具的設(shè)計(jì)研發(fā)。如何快速準(zhǔn)確地對(duì)結(jié)構(gòu)復(fù)雜沖壓件進(jìn)行料片的展開,如何預(yù)測(cè)出零件在沖壓成形過程中可能出現(xiàn)的缺陷開裂、起皺、回彈,是汽車沖壓件技術(shù)發(fā)展的兩個(gè)重要環(huán)節(jié)。
隨著數(shù)值研究不斷深入,板料的成型數(shù)值研究開始應(yīng)用到實(shí)際生產(chǎn)問題中,我國(guó)很多學(xué)者開始對(duì)板料沖壓成型進(jìn)行研究,衣杰棟針對(duì)DC05材料的汽車座椅支撐板沖壓工藝優(yōu)化研究[1]。徐丁旺對(duì)高強(qiáng)鋼汽車結(jié)構(gòu)件沖壓成形及回彈控制進(jìn)行了的Box-Behnken試驗(yàn),建立多目標(biāo)優(yōu)化響應(yīng)面模型,針對(duì)模型獲得最優(yōu)的沖壓參數(shù)[2]。韓佳利用Autoform對(duì)轎車前機(jī)艙罩內(nèi)板成型模擬研究[3]。徐成林運(yùn)用 LS-DYNA 軟件,完成了對(duì)前橫梁的成型模擬,通過對(duì)不同工藝參數(shù)的模擬結(jié)果進(jìn)行研究,認(rèn)為適當(dāng)增大凹模圓角半徑和摩擦系數(shù)可以避免產(chǎn)生破裂缺陷[4]。王懷志利用LS-DYNA軟件對(duì)汽車油封骨架沖壓過程仿真,研究了壓邊力和凸模沖壓速度對(duì)其成型效果的影響[5]。
筆者結(jié)合CAD/CAM軟件,利用有限元軟件Autoform數(shù)值分析座椅連接件的沖壓成形過程,根據(jù)零件的結(jié)構(gòu),制定合理的沖壓工藝,通過“優(yōu)化修邊線”,對(duì)零件料片進(jìn)行準(zhǔn)確展開,并預(yù)測(cè)出缺陷的產(chǎn)生的位置。該數(shù)值研究結(jié)果指導(dǎo)現(xiàn)場(chǎng)生產(chǎn),縮短了模具開發(fā)周期,增加了設(shè)計(jì)可靠度。
1 沖壓模型
連接板的整體尺寸為132 mm×95 mm×52 mm,此零件厚度為2 mm,結(jié)構(gòu)如圖1所示,圖中1位置是一個(gè)凸緣,圖中2位置是折彎并成形,圖中3位置為向下拉延,圖中4位置有一個(gè)φ15孔,孔的公差在±0.5以內(nèi),位置4還有兩個(gè)橢圓的孔,孔的公差在±0.5以內(nèi)。該零件選用材料為DC03,材料的具體參數(shù)如表 1所列。

表1 材料的力學(xué)參數(shù)
2 工藝設(shè)計(jì)及沖壓方向
結(jié)合零件的形狀特征和以往沖壓件成形設(shè)計(jì)經(jīng)驗(yàn)分析,該零件在工藝設(shè)計(jì)時(shí)可能出現(xiàn)以下兩種缺陷:(1)料片的精準(zhǔn)展開,料片展開直接影響加工零件的成形尺寸;(2)零件2位置成形時(shí)導(dǎo)致拐角可能出現(xiàn)開裂。為了提高加工質(zhì)量,板料的沖壓工藝方案為:①落料;②拉延零件位置1處凸緣:F20;③成形零件位置2和3:F30;④成形零件位置3:F40;⑤沖孔:F50。
沖壓方向的確定是沖壓工藝設(shè)計(jì)的關(guān)鍵環(huán)節(jié),正確的的沖壓方向既可以保證零件成形的質(zhì)量,還可以提高材料的利用率[1]。板料的沖方向會(huì)影響到材料的流動(dòng)速度,沖壓方向設(shè)置不合理,容易發(fā)生起皺和開裂。因此在選擇沖壓方向時(shí),盡量做到在沖壓過程中不存在拉延負(fù)角,凹模和凸模的接觸面是完全貼合的。同時(shí)盡量讓凹模和凸模初始接觸面積充分。因此選擇座椅連接板的沖壓方向如圖2所示,這樣設(shè)置沖壓方向滿足加工工藝,沒有拉延負(fù)角區(qū)域。
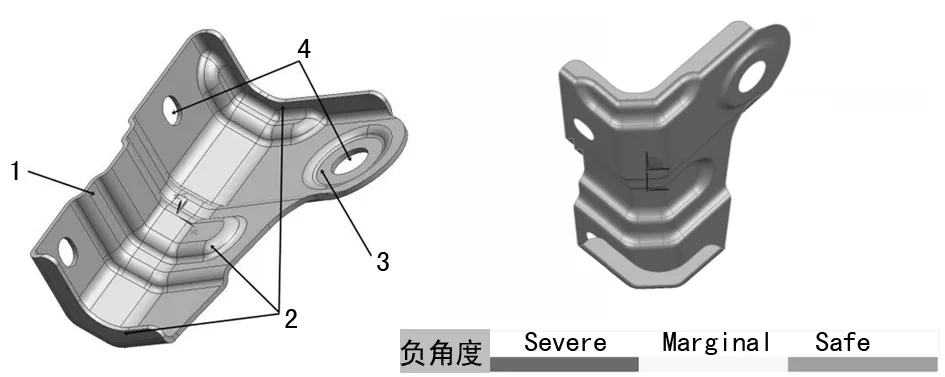
圖1 座椅連接板結(jié)構(gòu)圖 圖2 零件的沖壓方向
3 全工序工序數(shù)值模擬
選取零件的內(nèi)側(cè)作為研究對(duì)象,首先設(shè)置縫合距離為0.5,容錯(cuò)公差為0.05,最大邊長(zhǎng)為3 mm,全局圓角半徑為3 mm,摩擦阻力系數(shù)為0.15,壓形力50.0 kN模擬參數(shù)設(shè)置完成將已在三維軟件設(shè)計(jì)好的凹凸模工具體進(jìn)行相關(guān)設(shè)置,然后進(jìn)行初步計(jì)算。計(jì)算結(jié)果發(fā)現(xiàn)成形的零件與設(shè)計(jì)零件尺寸偏差較大,需要對(duì)料片進(jìn)行精準(zhǔn)展開,這里采用“修邊線優(yōu)化”設(shè)置,以零件最外面邊界為優(yōu)化目標(biāo),為了獲得較準(zhǔn)確的料片輪廓,設(shè)置最大偏差為0.35 mm(該值與零件生產(chǎn)有求有關(guān),軟件默認(rèn)為0.5 mm),最大迭代次數(shù)為6次,計(jì)算結(jié)果如圖3所示,發(fā)現(xiàn)第3次計(jì)算結(jié)果的偏差最小,其偏差置為0.4,因此選擇第三次計(jì)算得到的料片輪廓作為數(shù)值研究的料片輪廓,如圖4所示。
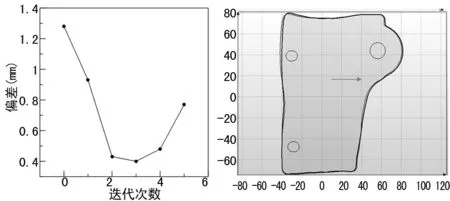
圖3 反算修邊線結(jié)果 圖4 最優(yōu)偏差下料片展開輪廓
4 成型分析
成形極限圖是金屬板料沖壓成形能力評(píng)定的重要依據(jù),在預(yù)測(cè)金屬板料沖壓成形的缺陷時(shí)都會(huì)用到,金屬板料在進(jìn)行沖壓成形的過程中,起皺和開裂缺陷隨時(shí)有可能發(fā)生,將材料出現(xiàn)起皺和開裂的表面應(yīng)變量定義為極限應(yīng)變量,通過做實(shí)驗(yàn)得到每種材料在不同板厚下的成型曲線。成型極限圖的橫坐標(biāo)代表板料的副應(yīng)變,縱坐標(biāo)代表板料主應(yīng)變。座椅連接板成形極限圖如圖5所示,其中區(qū)域I(Splits)為破裂區(qū);區(qū)域II(Excess of thinning)過度減薄區(qū)。區(qū)域III(Risk of Splits)為開裂風(fēng)險(xiǎn)區(qū);區(qū)域IV(Safe)為安全區(qū)占19.39%,區(qū)域V(Compress)為壓應(yīng)力區(qū),占18.77%,區(qū)域VI(Thickening)起皺區(qū),占37.39%。灰色區(qū)域指拉延不足區(qū)域。由于該零件作為汽車后片座椅連接配件,對(duì)表面起皺要求沒有覆蓋件高,因此滿足零件的技術(shù)要求。
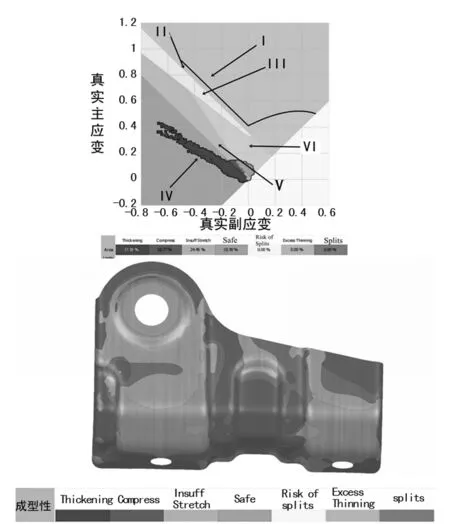
圖5 零件的成形極限圖
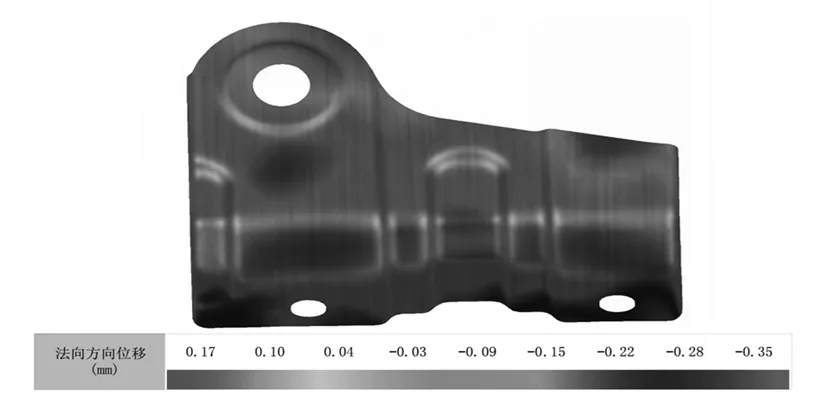
圖6 制件的回彈結(jié)果
5 回彈分析
根據(jù)零件的技術(shù)要求,座椅連接板的回彈需要控制在±0.5 mm范圍內(nèi),圖6是連接板制件最終法向回彈云圖。
從中可以看出最大正向回彈為0.17 mm,最大負(fù)向回彈為-0.35 mm,回彈量符合制件的公差要求。
6 總 結(jié)
在掌握機(jī)械制造工藝設(shè)計(jì)和板料成形有限元仿真的基礎(chǔ)上,以座椅連接板制件為研究對(duì)象,對(duì)其沖壓成形的工藝設(shè)計(jì)、料片準(zhǔn)確展開、有限元仿真及回彈量計(jì)算等技術(shù)進(jìn)行數(shù)值研究。解決了該制件在料片展開輪廓不準(zhǔn)確導(dǎo)致零件偏差較大的困難,同時(shí)分析了連接板成形后可能出現(xiàn)的缺陷,為零件是否滿足技術(shù)要求提供理論依據(jù)。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03