關于球墨鑄鐵管離心機控制和參數的優化方法
2021-12-09 22:52:45周偉劉路召
科技信息·學術版 2021年33期
周偉 劉路召
摘要:目前,鑄管生產工藝中,離心機是鑄管生產的必要設備,由于生產的節奏快,連續性高,傳統的控制方法是當鐵水進入扇形包后,鐵水流槽處于澆鑄位置,離心機主機處于靠近流槽處的軌道上限時,操作工點擊開始按鈕,離心機管模開始離心旋轉,扇形包翻轉后鐵水通過流槽流入離心機,當檢測元件檢測到鐵水流到離心機管模承口處時,離心機主機開始自動順軌道向背離扇形包方向前進,當離心機主機行進到特定位置并離心旋轉一定時間后完成鑄管的澆鑄,由拔管機將鑄管從離心機主機管模內拔出。由于設備磨損等原因,往往拔管操作不能一次性成功從而導致中斷自動化進程,如何才能在不改變現有機械設備下不再中斷自動化進程呢?目前整個離心機生產自動化過程中有大量參數需操作工提前錄入,而這些參數決定了生產的效率和鑄管本身的特性,而參數本身則取決于操作工自身的經驗和操作水平,這就導致了參數的不確定性,目前我們在生產過程中所使用的生產參數一定就是最合適的嗎?
關鍵詞:離心機? 參數? 數據
本著對這兩個問題的疑問,作者在新興鑄管武安工業區生產線現場對該廠離心機進行了多日的觀察和數據監控,對第一個問題有了優化方向,當拔管機從離心機主機管模內拔管時,在PLC控制程序中增加拔管是否成功的判斷,具體操作如下,增加一個激光測距傳感器如IFM 01D105,用于檢測高溫鑄管是否拔出管模口,激光測距傳感器將位置信號傳入PLC中,可使用4-20Ma或IOLINK通訊。激光測距傳感器安裝在操作臺方向,與離心機管模中心水平,假設激光測距傳感器距離鑄管3米處安裝,在PLC拔管機程序塊中插入如下示意程序:
If 拔管機后退指令=true then? // 拔管機拔管后退開始
If 激光測距反饋<=3m then? //檢測激光測距反饋距離參數,當小//于等于3米時
拔管成功:=true;? //拔管成功
Else??????????? // 若激光測距反饋距離大于3米
拔管成功:=false;????????? ????? // 拔管失敗
拔管失敗:=true;
End_if;
If 拔管失敗_延遲2s=true then //若拔管失敗信號持續2秒
拔管機后退指令:=false; // 停止拔管機后退命令
拔管機拔管命令:=true;//調用拔管機拔管命令來進行再次拔管操作
End_if;
End if;
增加此命令后,PLC程序在進行拔管操作時會對新增激光測距傳感器檢測值進行判斷,由此決定繼續后退拔管還是停止后退再次前進拔管操作。至此我們就解決了在不改變現有機械設備下拔管不再中斷自動化進程的問題。
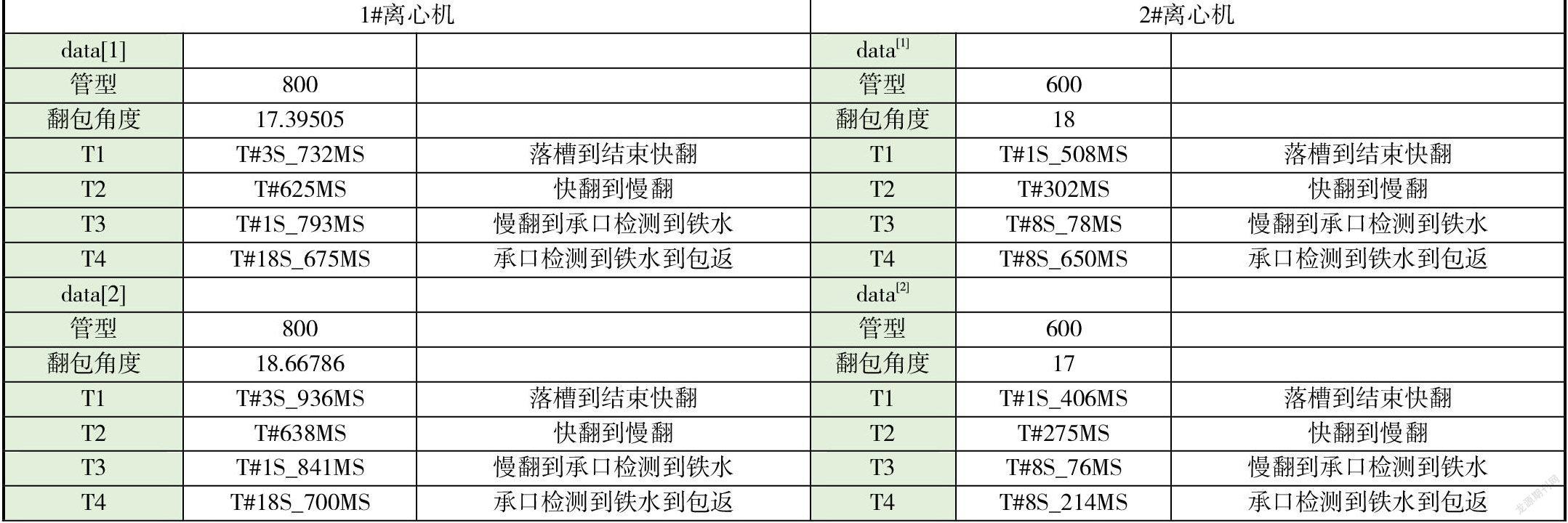
針對離心機生產中參數是否最優的問題,作者以“快翻包持續時間參數”為例對兩個不同廠家的離心機在澆鑄過程中各節點時間進行監控得到以下數據:
節點時間分別為T1:從流槽檢測到鐵水流入到翻包結束快速翻轉的時間。T2:翻包由快翻速度轉為慢翻速度的時間。T3:從翻包速度達到慢翻設定速度開始到承口檢測到鐵水的時間。T4:從承口檢測到鐵水開始到翻包結束的時間。通過這些節點時間對比兩組數據,不難看出,2#離心機在T1時間段內用時平均為1.45秒左右,而1#離心機T1時間段用時平均為3.8秒左右,1#離心機比2#離心機多了2.35秒左右的快速翻包時間,而2#離心機在T3時段明顯長于1#離心機的T3時段,多了6秒左右,根據現有數據可以推斷出,2#離心機快翻包設定持續時間偏短,導致鐵水在流槽中流速緩慢增加了到達管模承口的時間,所以2#離心機快翻包持續時間是可以進行優化的。手動優化方法為:增加快翻包持續時間,此時主機速度未改變,必然會導致少量的承口甩鐵現象,此時調整主機行走速度,觀察甩鐵量,當承口不甩鐵時再次增加快翻時間,并重復上述步驟,通過此方法可以直觀快速的縮短T3時間來達到提高生產效率加快生產節奏的目的。
通過以上內容,介紹了離心機中斷自動控制的解決辦法,增加傳感器對中斷過程進行判斷,從而實現機器自行判斷是否拔管成功,是否需要再次拔管。并通過示例展示了對離心機參數的優化方法,采集待優化參數所決定的過程數據,并對其進行分析,找到可優化方向,從而進行參數優化。通過這些內容以期為球墨鑄鐵管生產控制領域能夠更上層樓提供借鑒。
參考文獻:
[1]喬秀麗,金建軍,梁海宏,等.水冷球墨鑄鐵管離心機拔管裝置的改進[J].金屬加工(熱加工),2013,(9):57-60
