淺談焊接工裝在客車骨架制作過程中的應用
2021-12-09 22:52:45蔡金龍魯琳
科技信息·學術版 2021年33期
蔡金龍 魯琳

摘要:隨著公交行業的迅速發展,越來越多的客車廠家進入了這一市場,為了降低制造成本,提高市場競爭力,客車廠家把骨架自制作為了降低成本的重要手段。本文介紹了骨架制作過程中的重要工藝裝備-焊接工裝,著重講述了焊接工裝在提高生產效率和保證產品質量方面的具體應用,對加快焊接生產實現機械化、自動化程度較高的裝配起到一定的促進作用。
一、客車骨架焊工裝分類
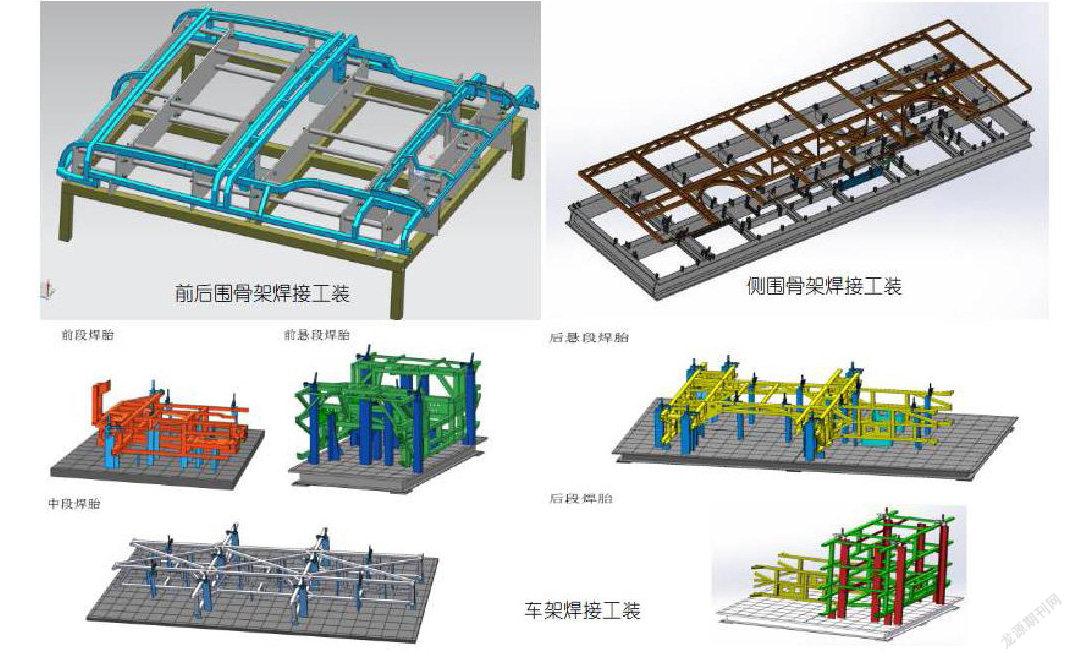
客車骨架總成分為六大總成,包括前后圍骨架總成、左右側圍骨架總成、地板骨架總成、車架總成。為保證制作質量,在制作過程中都需要其對應的焊接工裝來保證。下面為常用幾種焊接工裝圖:
二、客車骨架焊接工裝結構與應用介紹
客車骨架焊接工裝結構分為前后圍焊胎、左右側圍骨架焊胎、車架和地板梁焊胎,下面分別論述各自的特點與應用:
前后圍焊胎:結構形式主要有兩種——凸式和凹式,凸式應用較多。前后圍骨架總成雖然零部件數量相對其它骨架總成較少,但由于其零部件多為弧形結構,空間相對位置尺寸復雜,所以其焊接工裝在進行設計制作過程中,也是相對最困難的。
左右側圍骨架焊胎:結構形式一般為臥式和立式兩種,多數客車廠采用臥式,因為臥式結構簡單,操作便利。側圍焊胎設計也相對比較容易,可直接在二維CAD圖紙上進行設計,也比較容易確定骨架總成各零部件的位置尺寸,制造周期也較短,一般為2-3天即可完成左右各一套工裝的制作。
車架和地板梁焊胎:由于現在客車車架結構多為全承載結構,車架總成與地板梁總成設計在一起,彼此相容,故車架焊胎和地板梁焊胎也同樣設計成一體,統稱為車架焊胎。現車架焊胎一般分為三段式和五段式,三段式為前段加前懸、中段、后懸加后段,總拼。這種結構形式的好處是,操作人員需求較少,適合產量中小型企業選用。五段式車架為前段、前懸、中段、后懸、后端、總拼。這種結構的優點是車架整體分為五段進行焊胎設計,更加方便組織生產和操作,形成流水線作業,有助于提高生產效率,縮短生產周期,并且降低了熱變形對質量的影響。對于新能源汽車而言,在設計時車架后懸焊胎與電機座定位板進行整體定位,保證電機安裝位置的準確性。
三、客車骨架焊接工裝發展方向
隨著公交客車行業的不斷發展,客戶對產品的要求越來越高,客車制造廠商對產品的質量也越來越重視,特別是對產品的系列化發展更為關注。隨之而來,客車骨架制作,昔日的單個訂單式的制造理念(一批訂單,一套制作焊胎)已無法適應當今發展的需求,模塊化的焊胎設計制作模式應運而生,從產品設計開發就已經開始進行模塊化、標準化、系列化及通用化設計,把一個骨架總成分成幾個模塊,進行標準化、系列化設計。隨之而來,在焊胎設計時,同樣采用了模塊化,系列化設計(見下圖側圍骨架通用化焊胎),將焊胎設計成幾個模塊,每個模塊都可在不同的方向進行調整,針對于同系列車型,只需移動一個或幾個定位模塊,便可完成焊胎調整。實實在在做到一胎多用,大大提升了焊胎制作調整效率。
四、結束語
焊接工裝作為客車骨架生產制造過程中必不可少的工藝裝備,已逐漸走向規范化、系列化的發展方向。一方面隨著加工設備的不斷進步,工裝的制造工藝越來越專業,促進了客車工裝的發展;另一方面,焊接工裝的迅猛發展,使得客車廠家制造質量、產能得到提升,獲得更好的經濟效益。當前正值國內新能源客車蓬勃發展之際,客車制造業正如火如荼的進行,焊接工裝作為客車制造的關鍵工藝裝備未來發展道路可期,需要不斷的創新,不斷的提升專業技術水平,更好的推動新能源客車企業平穩向前發展。
參考文獻:
[1]焊接工裝夾具在制造生產中的作用探討? 趙鵑,賴小川,耿昌。
[2]焊接工裝夾具的應用與研究? 韓義,李清潮
[3]客車制造工藝走勢發展? 岳奇思
作者簡介:
蔡金龍1982.1;性別:男;民族:滿族 籍貫:遼寧省丹東市;單位:天津廣通汽車有限公司;職稱:中級工程師;學歷:本科/學士;研究方向:客車工藝。
魯琳 1983.9;性別:女;民族:漢族 籍貫:遼寧省丹東市;單位:天津格力鈦新能源有限公司;職稱:中級工程師;學歷:碩士/研究生;研究方向:材料物理與化學。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50
