調相機定子線圈裝配技術研究
2021-12-09 22:52:45姚望劉亞軍李偉華
科技信息·學術版 2021年33期
姚望 劉亞軍 李偉華


摘要:調相機項目是全空冷機組,定子線棒采用實心銅線繞制而成,為達到較好的冷卻效果線棒底面窄側面高,高寬比約2.6左右,大高寬比線棒在進行裝配時面臨很多裝配難點。本文主要從定子線棒槽內固定、槽內壓型、端部固定以及異相間線棒間隙控制等方面介紹了定子線圈裝配的主要控制點及裝配工藝技術,以保證定子線圈的裝配質量。
關鍵詞:定子線圈裝配 ?槽內固定 ?槽內壓型 ?端部綁扎 ?異相間線棒
1.引言
300MVar調相機是我公司為滿足國家電網因大容量、遠距離特高壓直流輸電需要而完全自主研制的全空冷機組。該機組具有容量大,參數高,制造難度大等特點。其中定子線圈裝配作為發電機的核心部件就面臨很多裝配難點,因調相機為空氣冷卻機組,為滿足定子線棒冷卻需求設計成大高寬比結構。其中線棒寬為27.9mm,下層線棒高為70mm,上層線棒高73mm,線棒的高寬比達到2.6左右,且線棒端部漸開線長度約1400mm,遠遠超出其他水氫氫機組。因此對于大高寬比且漸開線較長的定子線圈,如何保證線圈在槽內的固定、適形材料壓型以及端部漸開線處的裝配質量成為急需解決的問題。
2.定子線圈槽內固定技術
因調相機線棒底面本身設計尺寸較小,且線棒底面的兩側邊倒角較大,導致線棒底面與鐵心槽的接觸面較小,在裝配時線棒在槽內極易發生偏斜,影響槽側片裝配,從而導致槽電位增大。
在定子線棒放入槽內后,因線棒與鐵心槽內存在間隙,線棒在槽內會產生偏斜,因此需要將線棒造槽內“扶正”后再進行固定。
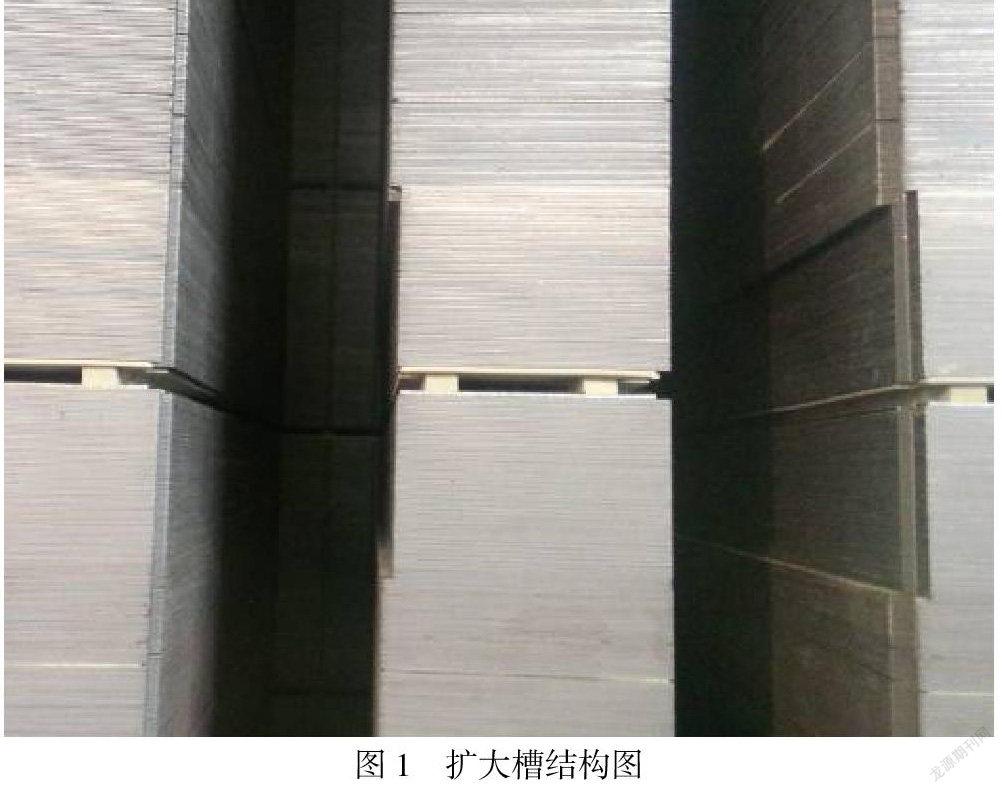
在結構方面為保證線圈在槽內處于垂直緊固狀態,在鐵心軸向方向間隔增加擴槽鐵心段,即擴槽段鐵心的槽型比正常槽型要大,且單邊增大。擴大槽的作用是在槽內將線棒楔緊使線棒緊貼槽壁,鐵心擴大槽結構如圖1所示。
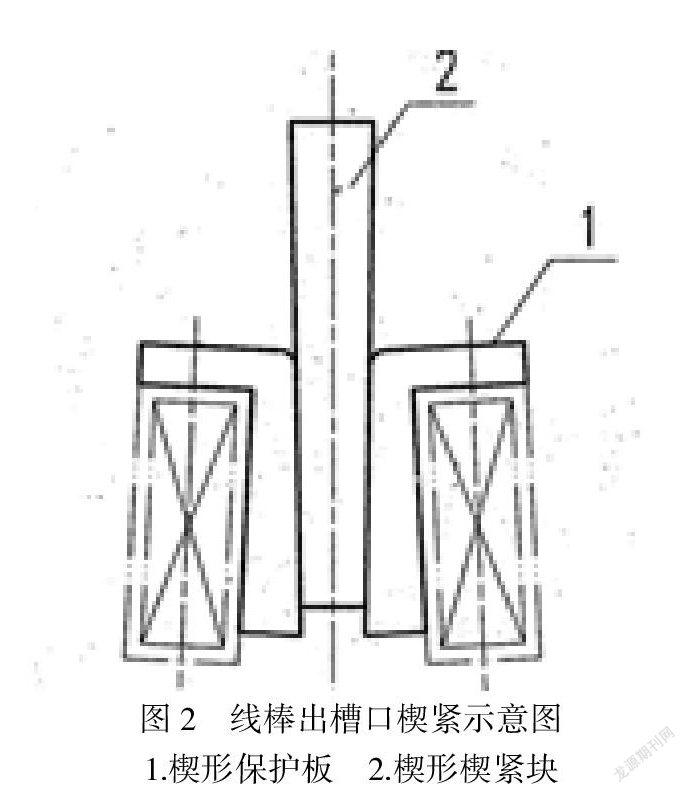
在工藝方面為將線棒“扶正”,在線棒的出槽口處設計線棒楔緊工具,如圖2所示,在汽勵端線棒出槽口處將線棒楔緊扶正。
將線棒出槽口楔緊后進行擴大槽處裝配,擴大槽處采用對楔的絕緣墊片的結構,使用專用工具將擴大槽楔片打入擴大槽內,裝配時先將其中一件楔片的大頭端朝下裝入擴大槽內,再將另一件楔片的小頭朝下打入擴大槽內,通過改變兩件楔片的接觸面積,將線棒擠到槽側壁上,裝配時要從鐵心軸向中心位置開始逐漸向鐵心兩側進行,以保證線棒在槽內的適形性。
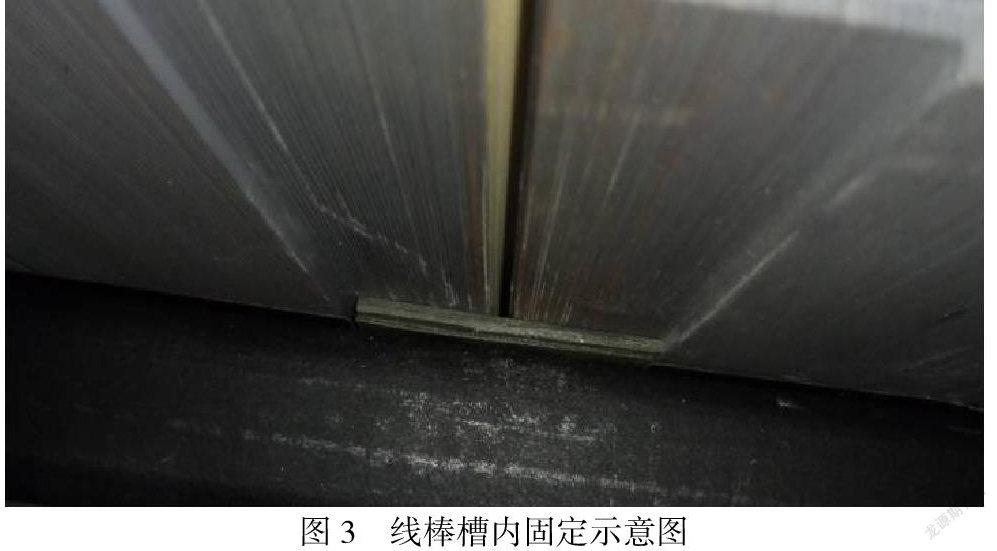
擴大槽裝配完成后,再進行槽側片裝配,槽側片需要根據線棒與槽側的實際間隙進行配裝,裝配后如圖3所示。
3.定子線棒槽內壓型技術
由于定子線棒底面尺寸較小,又因為線棒表面絕緣層厚度偏差,導致線棒底面與鐵心槽底接觸面積較小,使線棒軸向在槽內受力不均勻。
為避免上述問題,調相機定子線棒槽內固定在徑向上采用適形材料,即槽底與上下層線棒之間布置有適形毛氈,來消除線棒平面度偏差,使得線棒與鐵心之間、線棒與線棒之間更好的接觸。
因槽內采用適形材料,因此在裝配過程中需要對槽內適形材料施加一定外力進行壓型,保證適形材料具有一定的壓縮量。調相機產品采用帶預緊力的壓型工具來進行槽內壓型,如圖4所示。在定子線棒放入槽內完成槽側及擴大槽裝配后,在徑向方向進行壓型工藝,通過工具槽楔對定子線棒施加壓力,達到使適形材料變形的目的,最終使線棒在槽內更好的緊固。壓型工具分為工具斜楔和槽楔兩部分,斜楔設計成小圓弧尺寸,槽楔設計成大圓弧尺寸,而且兩者是對楔結構,裝配時通過不斷改變兩者之間的接觸面積,改變施加在線棒表面的壓力大小,從而達到對槽內適形材料壓型的目的。為了能給槽內提供可變可調節的壓力,斜楔的長度要長于槽楔的長度。
4.定子線圈端部固定技術
調相機項目定子上下層線棒端部漸開線處采用平行的結構,上下層線棒之間采用“發散型”層間墊塊進行支撐的結構。層間墊塊與上下層線棒綁扎在一起,起到支撐上層線棒并將整個端部固定成一個整體的作用。層間墊塊圓周均布,墊塊長約900mm,因層間墊塊鋪放在下層線棒上,而此時下層線棒已經與絕緣支架和綁環等進行了綁扎固化。為保證層間墊塊裝配后在定子端部形成一個標準的錐體,保證層間墊塊與上下層線棒之間接觸好,則需要下層線棒在綁扎固化后端部錐面尺寸偏差較小,即綁繩高低差不能太大。
為解決上述問題,在進行下層線棒綁扎固定時,增加了控制節點,綁繩綁扎完成后在未進行烘焙之前,要求對端部所有綁繩進行高度以及同一組綁繩的平面度進行檢查,邊檢查邊敲擊來調整綁繩的高度及平直度,綁繩檢查合格后才能進行固化處理。在進行層間墊塊裝配前,要將層間墊塊下面的適型材料敲擊平整且與下層線棒及綁繩接觸良好后再鋪放層間墊塊,層間墊塊鋪放后再次進行敲擊,保證適形材料與層間墊塊達到更好的接觸狀態,如圖5所示。
5.異相間線棒間隙控制技術
因部分調相機用于高海拔地區,由于高海拔地區空氣氣壓較低海拔地區小,在同等電壓情況下,空氣容易產生電離現象,所以對線棒的絕緣性能以及異相間線棒之間的放電距離要求較高。
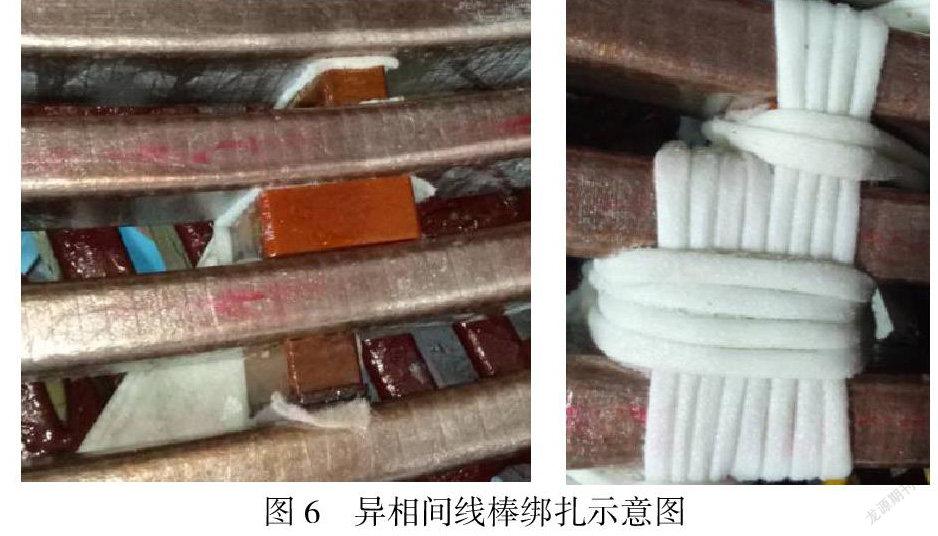
為保證定子線圈裝配的電氣性能,在進行定子線圈裝配時,需要嚴格控制定子異相間線棒之間的間隙。線棒在裝配后受漸開線尺寸、端部裝配尺寸、以及綁繩等因素影響,異相間線棒之間的距離會變小,為保證異相間放電距離,開發了異相間線棒綁扎新工藝。即采用花式“過渡”綁扎的方式,如圖6所示,來避免異相間出現“半邊繩”而降低異相間放電距離的情況;為避免綁繩與墊塊之間出現縫隙,要求用毛氈將異相間墊塊四周全部包裹后再進行綁扎;綁扎后要將綁繩“靠攏”,即消除綁繩與綁繩之間的間隙,避免間隙放電現象。
6.結語
本文主要從定子線棒槽內固定、槽內壓型、端部固定以及異相間線棒間隙控制等方面介紹了定子線圈裝配的主要控制點及裝配工藝技術。通過上述控制方法保證了定子線圈裝配質量,為后續相同結構的機組在定子線圈裝配方面提供了參考。
作者簡介:姚望,女,遼寧朝陽縣人,工程師,在東方電氣集團東方電機有限公司工藝部從事汽輪發電機產品制造工藝工作。
