小批量生產模式下貯絲柜進柜模型
2021-12-12 10:09:55段林江吳雨桐李柯璇
科技信息·學術版 2021年32期
段林江 吳雨桐 李柯璇



摘要:國家工業制造2025規劃文件提出,中國制造業要從廉價產品制造向高端產品制造轉變。煙草行業也提出要將“低端品牌、大批量”的生產模式向“高端品牌,小批量”的生產模式轉變。而傳統的貯絲柜設計理念和控制方式已經難以滿足生產需求。本文主要研究在小批量生產煙絲的情況下,建立新進柜模型,在能保障生產穩定的情況下,也能保障產品質量。并以此模型進一步進行程序輸出,可參與控制設備。
關鍵詞:小批量生產、貯絲柜、進柜模型
貯絲柜是煙草制絲生產線中的主要設備,暫存生產過程中煙葉、轉存成品的煙絲。通過在一定溫濕度環境下存儲,能夠進一步使所存儲物料的水分、溫度等工藝指標趨于均勻,并且實現不同種類物料的配比,達到調節生產能力、均衡生產的目的[1]。
在制絲車間中,貯絲柜一般是按照5000kg的容量設計的,若采用傳統布料方式,整柜進行布料的話,當需要生產小批量產品時,按照目前整柜進柜的方式貯存煙絲,對1000kg、2000kg和3500kg的煙絲進行進實驗,并測量了進柜后物料隨機分點的高度,數據如表1。
據實驗數據來看,以目前整柜進柜的方式貯存煙絲,會導致煙絲的貯存高度過低,按照《卷煙工藝規范》,儲絲高度應小于1200mm;以車間生產設備測算,當物料高度低于500mm時,出柜速度即使最大,也無法供應后續工序使用,不能達到工藝要求。
因此,當生產小批量產品時需要另設計一個合理的布料模型,不能再采用傳統的整柜布料方式。
在進行布料模型設計前,需要在500mm-1200mm范圍內找到一個合適的布料高度。而布料高度在滿足設備需求和工藝標準后,還對成品煙絲的碎絲率有很大影響,按照《卷煙工藝規范》,碎絲率應≤2%。因此以成品碎絲率作為參考,對不同布料高度進行了實驗,數據如表2:
標準,因此可將布料高度設定為950mm。
為了在生產時調用此模型,期望在錄入本批次的煙絲重量、牌號和期望的設定高度后,該模型就會自動計算出布料長度,并產生直布料車動作命令,使得實際布料高度達到最優高度。
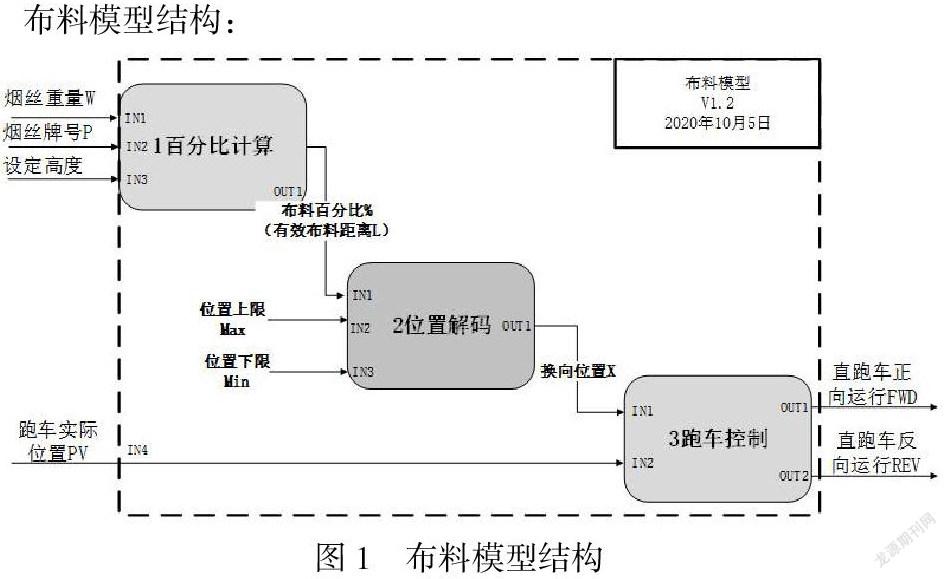
布料模型結構:
模型內部的結構包含長度(百分比)計算、位置解碼和布料車控制3個部分。
1、布料長度計算部分
系統首先依據本批次的物料重量W、牌號P和目標高度H,自動計算出有效布料長度L。
根據不同牌號的物料重量、物料密度存在的差異情況,根據不同牌號調用其摸底數據,當物料重量為W時,物料密度為ρ,可由下式算得物料體積V:
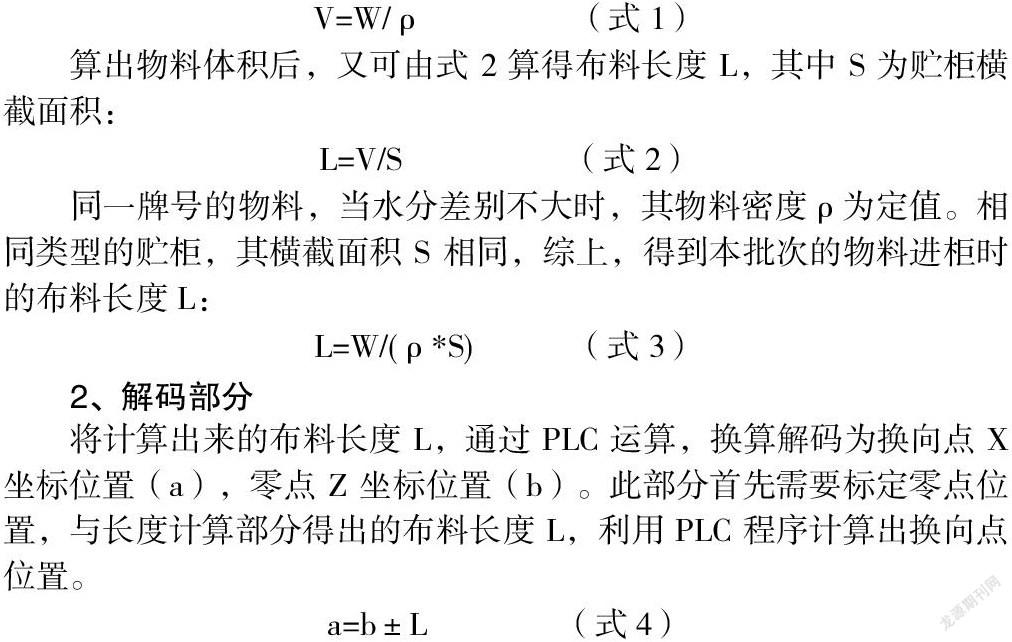
算出物料體積后,又可由式2算得布料長度L,其中S為貯柜橫截面積:
同一牌號的物料,當水分差別不大時,其物料密度ρ為定值。相同類型的貯柜,其橫截面積S相同,綜上,得到本批次的物料進柜時的布料長度L:
2、解碼部分
將計算出來的布料長度L,通過PLC運算,換算解碼為換向點X坐標位置(a),零點Z坐標位置(b)。此部分首先需要標定零點位置,與長度計算部分得出的布料長度L,利用PLC程序計算出換向點位置。
對于貯絲柜是固定不動的,而布料車相對運動的設備結構,我們將布料車在貯絲柜上的移動距離差來判斷布料車實際移動過程。此處采用了條形碼識別定位技術。條形碼是由寬度不同、反射率不同的條(黑色)和空(白色),按照一定的編碼規則編制而成,用以表達一組數字或字母符號信息的圖形標識符[2]。選用的一維條形碼,通過EAN-13碼[3]對其編碼,使其具有不同且相鄰連續的位置信息[4]。在布料車邊緣貼條碼帶,在貯絲柜中間的邊緣設置條碼閱讀器,通過條碼閱讀器來讀取條碼并獲取跑車實際位置。條形碼閱讀器用來讀取條形碼信息,并通過通訊接口將數據上傳至PLC,PLC負責條形碼數據的接收、校驗、識別、解釋[5],通過PLC計算與上一次條形碼閱讀器獲得的布料車位置坐標求差值,來判斷布料車實際相對于貯絲柜移動了多少距離。
此時,若標定零點b為柜頭,PLC讀取條形碼閱讀器獲得布料車位置信息c,獲得c1為布料車相對零點位置,與長度計算部分得出的布料長度L相加減,獲得換向點a的條碼位置信息,解碼后獲得c2為布料車相對換向點位置。
3、布料車控制部分
通過PLC實時對比相對換向點c2、相對零點c1和布料車實際位置c坐標,確定布料車的運行方向。通過順序控制方式,與解碼部分得出的相對換向點c2和相對零點c1,來控制布料車。當開始進料時,第一步將布料車移動到c=c1的位置,進行柜內布料,第二步當c1 布料車采用雙向饋電器控制,向左和向右運行時,通過PLC輸出至相關的Q點,就實現了布料車的控制。 最后運用STEP7編程將三部分合在一起,部分程序及其調用結構如下: 本文從煙草行業生產模式轉變入手,對小批量煙絲生產的進柜方式模型進行了實驗、研究,并將研究結果形成程序輸出。在未來,我們還要繼續研究如何將模型實際應用到生產中去。 參考文獻 [1]張廣標,陳瑩. 制絲貯柜牌號識別系統的應用[J]. 山東工業技術,2015(19):1. [2]陶勝. 一維條形碼生成與知識技術[J]. 電腦編程技巧與維護,2010(7):6. [3]鐘書成,陳曉紅. 一維條碼識別系統的設計與實現[J]. 成都信息工程學院學報,2006(z1):5. [4]鄧澤峰,熊有倫,黃小鵬. 圖像式一維條碼識別的三重編碼方法[J]. 光電工程,2010,37(3). [5]孫憲明,金立軍. 基于一般條形碼閱讀器實現PLC數據采集與識別的應甩設計[J]. 自動化技術與應用,2007. 作者簡介:段林江,男,籍貫云南省楚雄市,生于1990年8月15日,漢族,本科學歷,助理工程師,就職于紅塔煙草(集團)責任有限公司玉溪卷煙廠,主要研究方向是煙草制絲工藝及設備。